

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Выше, в разделе 2, оценка рисков производилась по двум показателям: вероятности и значимости последствий риска. Для более глубокого анализа рисков ниже предлагается использовать комплексную модель FMEA-анализа рисков [5], которая является обобщением известного метода FMEA-анализа видов и последствий потенциальных дефектов [12].
Концептуальная схема комплексного многоуровневого FMEA-анализа системы представлена на рис. 7. Алгоритм работы FMEA-команды по оценки рисков приведен на рис. 8
Оценка последствий риска ![]()
![]() , вероятности его возникновения
, вероятности его возникновения ![]()
![]() и достоверности идентификации риска
и достоверности идентификации риска ![]()
![]() также как и при обычно FMEA-анализе проводится по специальным шкалам (табл. 9 – 11).
также как и при обычно FMEA-анализе проводится по специальным шкалам (табл. 9 – 11).
Таблица 9
Шкала оценки последствий риска ![]()
![]()
Описание последствий рисков | Оценка последствий в баллах |
Риск не приводит к заметным последствиям, несоответствие может быть не обнаружено | 1 |
Последствия риска незначительны, но его появление негативно сказывается на потребителе | 2 – 3 |
Риск приводит к заметному для потребителя снижению эксплуата-ционных характеристик и/или неудобству использования объекта | 4 – 6 |
Риск приводит к невозможности выполнения объектом своих функций | 7 – 8 |
Риск объекта представляет угрозу для жизни и здоровья людей или для окружающей среды | 9 – 10 |
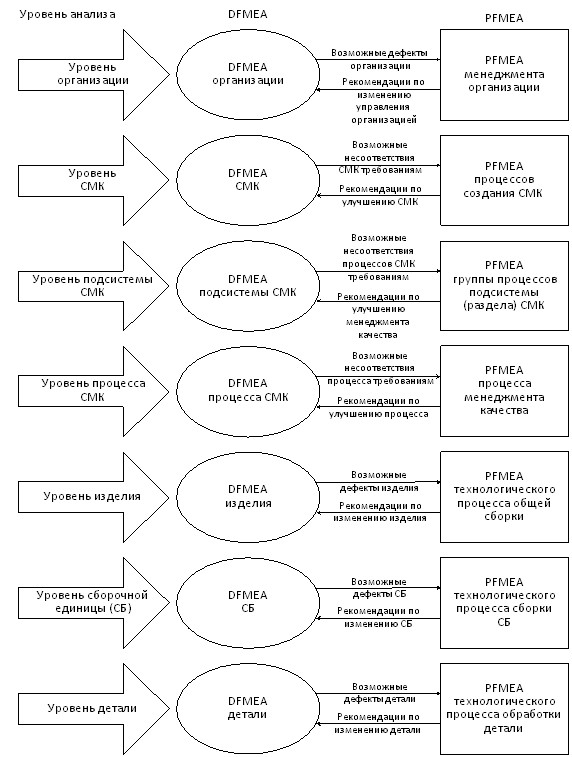
Рис. 7. Схема комплексного многоуровневого FMEA-анализа
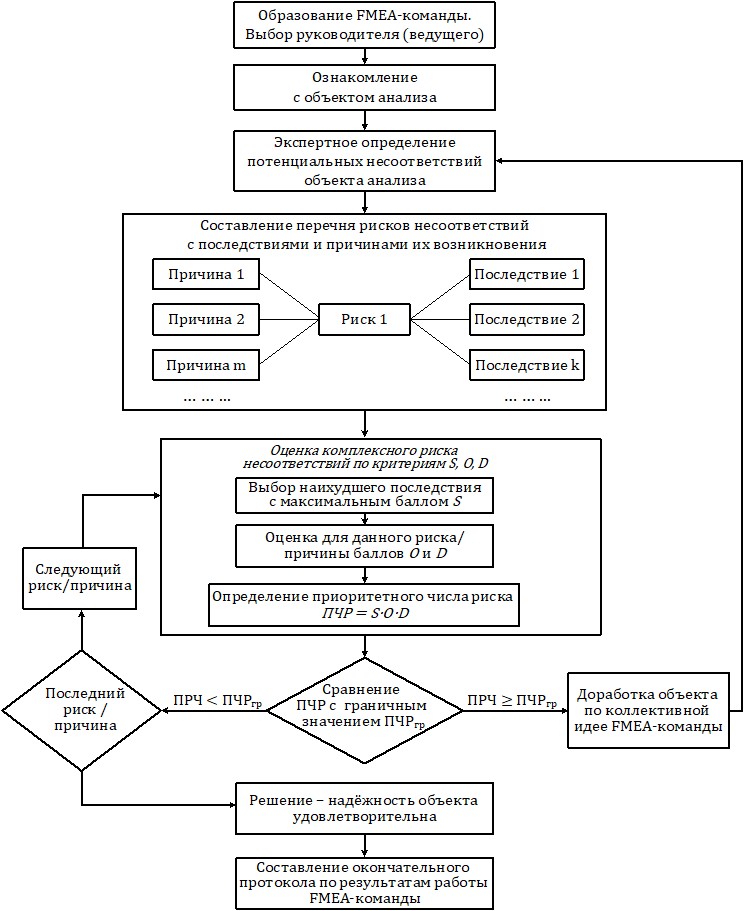
Рис. 8. Алгоритм работы FMEA-команды по оценки рисков
Таблица 10
Шкала оценки вероятности возникновения риска ![]()
![]()
Характер риска по вероятности возникновения несоответствия | Ожидаемая вероятность несоответствия, определяемая расчётом или экспертным путём | Оценка вероятности несоответствия в баллах |
Риск несоответствия практически невозможен | Менее 0,00005 | 1 |
Риск несоответствия маловероятен | От 0,00005 до 0,001 | 2 |
Несоответствие имеет малую вероятность | От 0,001 до 0,005 | 3 |
Умеренная вероятность несоответствия | От 0,005 до 0,01 | 4 |
Несответствия возможны, но при эксплуатации или испытаниях объекта не наблюдались | От 0,01 до 0,015 | 5 |
Несоответствия возможны и наблюдались при эксплуатации и испытаниях | От 0,015 до 0,02 | 6 |
Несоответствия вполне вероятны | От 0,02 до 0,05 | 7 |
Высокая вероятность несоответствий | От 0,05 до 0,10 | 8 – 9 |
Вероятно частое возникновение несоответствий | Более 0,10 | 10 |
Таблица 11
Шкала оценки достоверности идентификации риска ![]()
![]()
Вероятности | Вероятность идентификации риска рассчитанная или оценённая экспертным путём | Оценка вероятности |
Очень высокая вероятность идентификации риска | Более 0,95 | 1 |
Высокая вероятность | От 0,95 до 0,85 | 2 – 3 |
Умеренная вероятность идентификации риска | От 0,85 до 0,45 | 4 – 6 |
Низкая вероятность | От 0,45 до 0,25 | 7 – 8 |
Очень низкая вероятность идентификации риска | Менее 0,25 | 9 – 10 |
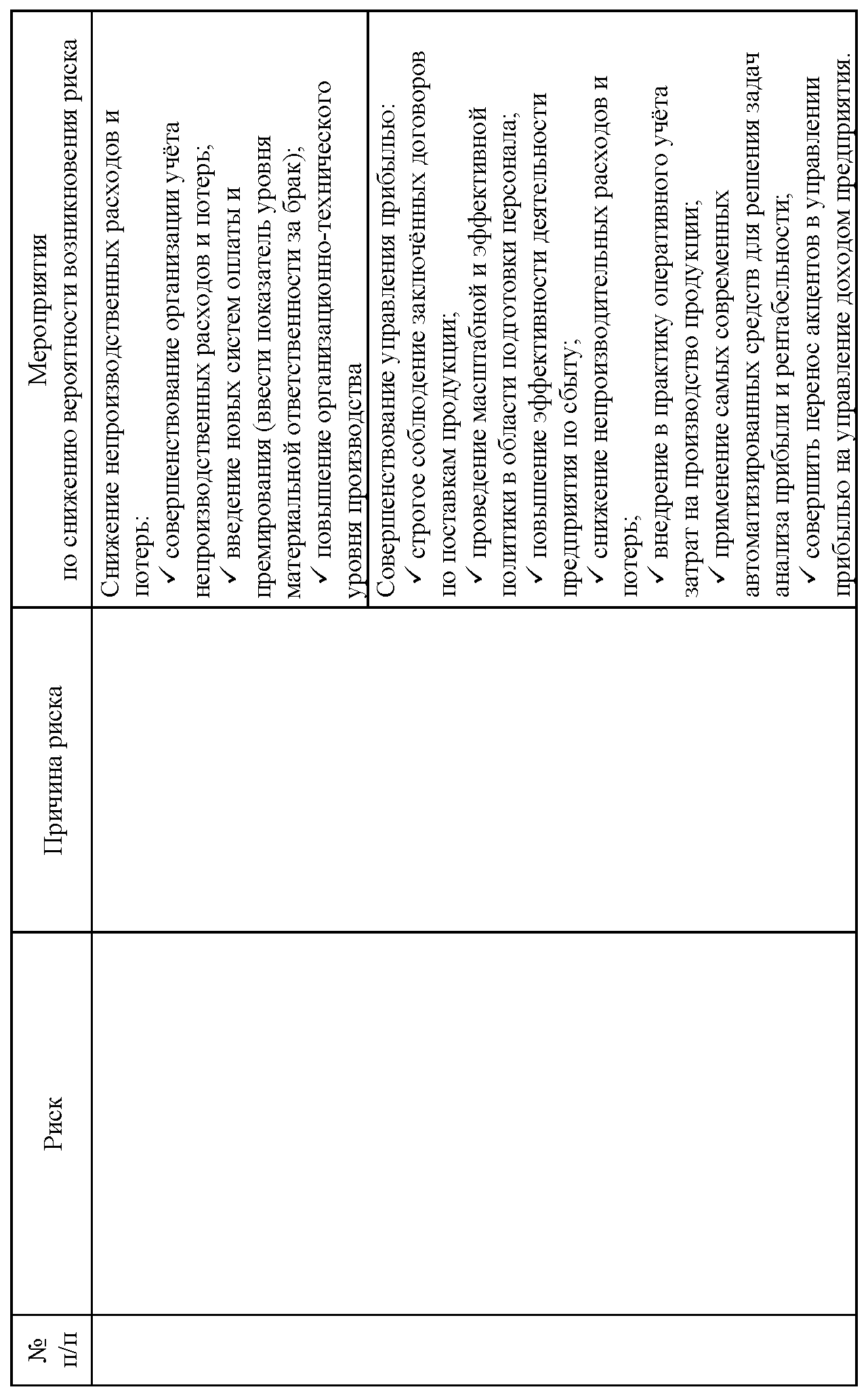
Форма протокола о результатах комплексного FMEA-анализа приведена в табл. 12, а в табл. 13 приведён пример заполнения протокола FMEA-анализа в работе организации.
4. Управление возможностями с учётом рисков
Как указывалось выше, риск – это вероятное событие, которое может произвести положительный эффект (возможность) или отрицательный эффект (угрозы) на достижение целей организации. Некоторые риски могут иметь как положительный, так и отрицательный эффекты одновременно. Менеджмент рисков предполагает управление рисками с любым эффектом. Однако, если об идентификации и оценке рисков написано много (в частности подробная информация об этом изложена выше в п. 2 и п.3), то вопрос об определении и оценке возможностей в менеджменте риска не достаточно разработан или мало описан. Поэтому ниже проблема управления возможностями рассматривается на основных этапах этого процесса: определение понятия, идентификация, оценка, оптимизация решения и алгоритм управления.
Понятие о возможностях. ГОСТ Р ИСО 9000 – 2015 даёт следующее определение (см. п. 3.6.12): возможность – это способность объекта получить выход, который будет соответствовать требованиям к этому выходу. Поясним это определение.
Считается, что риск имеет негативную окраску. Мышление основанное на оценке рисков, позволяет изыскать возможность, при которой иногда выявляется положительная сторона риска. Так переход проезжей части в произвольном месте даёт возможность быстро оказаться на противоположной стороне улицы, но при этом повышается риск попасть под машину и получить травму. Если воспользоваться пешеходным переходом, то есть риск задержаться. При этом возможность использования пешеходного перехода заключается в том, что будет меньше шансов попасть под машину.
Возможность не всегда непосредственно связана с риском, но она всегда связана с целями. При анализе ситуации может представиться случай отыскать возможности для улучшения.
Таблица 12 Форма протокола комплексного FMEA-анализа |
|
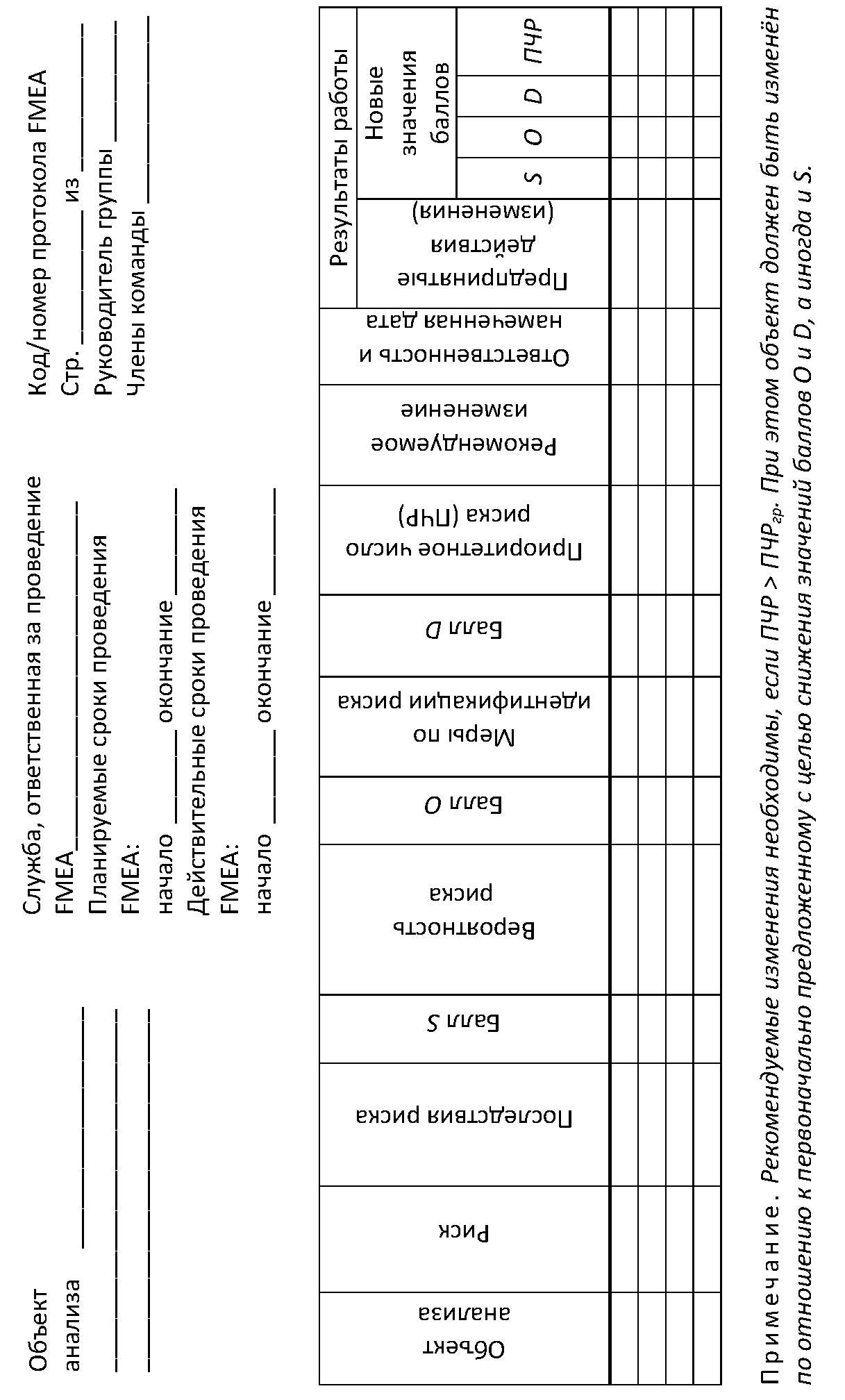
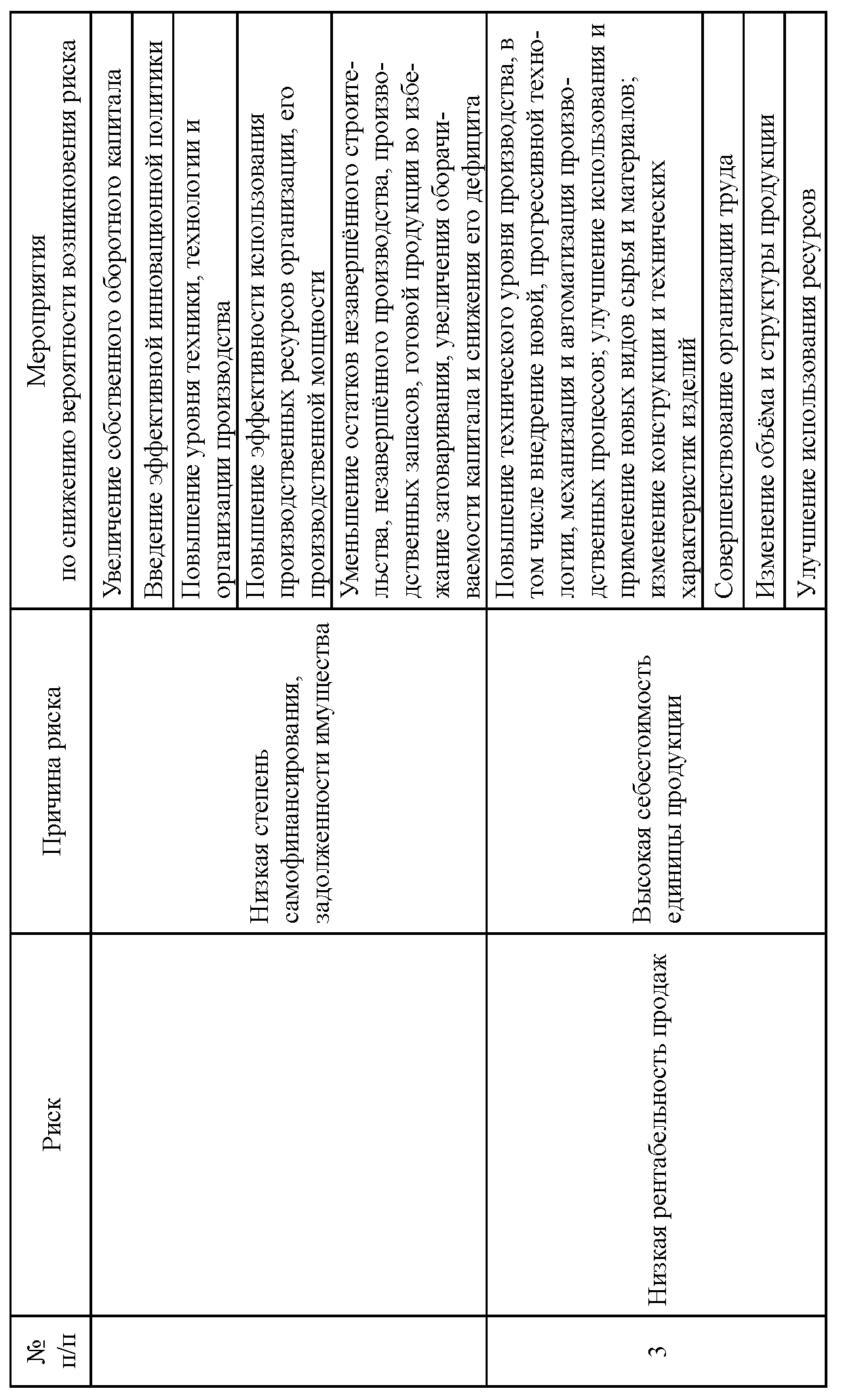
Таблица 13 Фрагмент протокола FMEA-анализа рисков в работе организации |
|

Продолжение табл. 13 |
|
Окончание табл. 13 |
|
Так анализ рассмотренной выше ситуации с переходом дороги показывает возможности для дальнейшего улучшения
- подземный переход; регулируемый пешеходный переход; изменение направления движения, где в данном месте машины не ездят.
Важно анализировать возможности и решать, какими из них можно или нужно воспользоваться. Нужно учитывать также последствия и осуществимость возможности. В зависимости от предпринятого действия изменится среда организации и риски, поэтому и среда организации и риски должны пересматриваться.
К описанному выше следует добавить, что понятие возможности используется в статистических методах управления качеством для анализа процессов при помощи индексов возможностей.
Идентификация возможностей и рисков при улучшении. В менеджменте качества возможности, одновременно с рисками, выявляются при реализации пятого принципа менеджмента качества «Улучшение» (п. 2.3.5 ГОСТ Р ИСО 9000 – 2015) и при выполнении требований раздела 10 ГОСТ Р ИСО 9001 – 2015. Проиллюстрируем это на примере улучшения процессов менеджмента качества с помощью применения методов и инструментов бережливого производства [6].
В табл. 14 приведены возможности и риски, возникающие при применении методов бережливого производства в соответствии с ГОСТ Р 56407 – 2015 «Бережливое производство. Основные методы и инструменты».
Таблица 14
Возможности и риски при использовании
основных инструментов бережливого производства
Наименование метода | Стандартизация работы |
Возможности | Воспроизводимый результат осуществления деятельности. Быстрый поиск и обнаружение отклонений от выполнения стандартов. Оперативность и наглядность в обучении работников |
Риски | Разработка избыточного количества документов на рабочих местах. Сложность внесения изменений в стандарты при необходимости их улучшения |
Наименование метода | Организация рабочего пространства (5S) |
Возможности | Улучшение условий труда (чистота, эргономика и экономичность каждого рабочего места) и безопасности. Проявление инициативы и творческого потенциала работников при организации рабочего пространства. Сокращение времени на поиск необходимых предметов (инструмента, материалов, комплектующих, документации). Повышение степени вовлечённости работников в процессы улучшения рабочего пространства |
Риски | Возвращение к первоначальному состоянию рабочего пространства, если метод не реализуется постоянно |
Наименование метода | Картирование потока создания ценности |
Возможности | Представление потока создания ценности и его характеристик на одной карте. Визуализация потерь и их источников; проведение всестороннего анализа потока создания ценности |
Риски | Сложность в организации сбора достоверных данных о состоянии потока создания ценности |
Наименование метода | Визуализация |
Возможности | Наглядное восприятие и возможность анализа текущего состояния производственных процессов. Снижение травматизма на производстве. Принятие обоснованных и оперативных решений. Быстрое реагирование на проблемы |
Риски | Избыточность, недостаточность, недостоверность информации для принятия решений |
Наименование метода | Быстрая переналадка (SMED) |
Возможности | Расширение номенклатуры выпускаемой продукции на одном и том же оборудовании. Возможность быстрого реагирования на изменения спроса |
Риски | Необходимость приобретения дорогостоящих механизмов, снижающих время переналадки. Необходимость привлечения высококвалифицированных инженерно-технических работников для внесения конструктивных изменений в инструмент, оснастку, оборудование для быстрой переналадки |
Наименование метода | Защита от неопределённых ошибок (POKA-YOKE) |
Возможности | Встраивание качества в производственный процесс. Предупреждение ошибок при выполнении операций |
Риски | Задержки во время осуществления производственных операций |
Наименование метода | Канбан |
Возможности | Снижение уровня запасов материалов в процессе производства. Повышение ответственности и вовлечённости работников. Исключение перепроизводства продукции |
Риски | Срыв поставок при отказах оборудования. Сложность применения при частых колебаниях спроса. Срыв поставок при потере карточек канбан |
Наименование метода | Всеобщее обслуживание оборудования (TPM) |
Возможности | Снижение затрат на обслуживание оборудования. Повышение производительности оборудования. Снижение времени реагирования на возникающие проблемы. Сокращение времени простоя оборудования |
Риски | Большие затраты на реализацию предупреждающих действий. Возможность возникновения технических ошибок вследствие неподготовленности производственных работников |
Идентификация возможностей и рисков при SWOT-анализе. Для выявления возможностей и рисков можно использовать метод SWOT-анализа, широко применяемый при исследовании систем управления организацией [7].

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
