

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Основными мероприятиями являются следующие:
1. Совершенствование технологических операций и процессов, направленное на устранение причин потенциальных отказов.
2. Создание системы контрольных и проверочных операций, позволяющих оценивать правильность выполнения и поддерживать на требуемом уровне основные технологические операции.
3. Создание системы тест-структур.
4. Проведение необходимых технологических испытаний.
5. Создание системы цеховых отбраковок, включающей обеспечение запасов по основным параметрам приборов.
Рассмотрим, что представляют эти мероприятия при производстве мощных ВЧ транзисторов.
Совершенствование технологических операций. Приведем некоторые примеры совершенствования технологических операций, направленные на повышение надежности приборов.
Источником деградационных и катастрофических отказов могут быть попадающие на полупроводниковые пластины загрязнения. В связи с этим большое внимание следует уделять дополнительным мерам по очистке используемых в технологии газов, воды, растворителей и химических веществ, а также снижать запыленность в технологических помещениях и рабочих скафандрах. Необходимо тщательно выполнять такие операции, как подготовка кремниевых пластин к различным технологическим процессам, отмывка и очистка пластин. Недостаточная отмывка после травления во время фотолитографии по алюминию может, например, стать причиной коррозионных процессов, которые могут сначала вызвать деградационные явления, а затем катастрофический отказ. Такие же последствия может иметь применение флюса при операциях, связанных с пайкой или облуживанием. Наличие следов флюса может стать причиной последующей коррозии. В связи с этим необходимо принимать меры, позволяющие избавиться от флюса: проводить пайку в инертной или восстановительной среде, тщательно очищать облужнваемые поверхности, применять предварительное облуживание.
Надо отметить, что не всегда мероприятия, препятствующие попаданию загрязнений на поверхность пластин, дают результаты. На пластинах могут остаться подвижные ионы, например ионы натрия, которые создадут на поверхности или в защищающем ее окисле подвижные заряды и станут причиной деградационных изменений — дрейфа обратного тока и снижения пробивного напряжения.
Разработаны специальные технологические мероприятия, позволяющие резко уменьшить подобный дрейф, несмотря на наличие на поверхности полупроводниковых пластин подвижных ионов. К таким мероприятиям относится, например, нанесение на поверхность пластин стабилизирующих покрытий. Так, если вслед за второй стадией диффузии эмиттерной примеси нанести с помощью пиролитического осаждения на поверхность пластины с транзисторными структурами слой фосфорно-силикатного стекла, подвижные ионы, обладающие высокой растворимостью в стекле, соберутся в нем и не будут вызывать дрейфа тока и снижения пробивного напряжения [45]. Существенную роль в процессах стабилизации поверхности могут играть специальные термообработки с применением различных газовых сред.
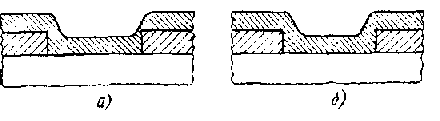
Рис. 4.4. Слои металла, напыленные в обычной установке (а) и в установке с планетарным механизмом перемещения подложки (б)
Одна из причин, вызывающих деградационные и катастрофические отказы в мощных ВЧ транзисторах, — электромиграция. Скорость электромиграции сильно растет с увеличением плотности тока. В местах, где по каким-то причинам слой металлизации, по которой течет эмиттерный ток, имеет меньшую толщину, плотность тока резко возрастает и скорость миграции значительно увеличивается. Таким местом может быть переход металлизации через ступеньку в защитном окисле. Если напыление ведется из одного источника на неподвижные пластины, то пленка будет иметь вид, показанный на рис. 4.4,а. Несколько лучший результат будет получен, если напыление ведется из нескольких источников под разными углами. Однако достаточно уверенно избавиться от сильного утоньшения металлизации при переходе через ступеньку в окисле удалось, применив для напыления специальные установки с планетарным механизмом перемещения подложек в процессе напыления. В этих установках за время напыления пластина оказывается под самыми разными углами относительно источника, и в результате обеспечивается ее равномерная толщина (рис. 4.4,6).
При химическом процессе травления контактных окон в защитной пленке на поверхности полупроводника возможна ситуация, когда травление базовых и эмиттерных окон идет с разной скоростью. Кроме того, пленка под эмиттерным окном имеет меньшую толщину, чем под базовым. В результате защитная пленка в эмит-терных окнах может протравливаться сильнее, размеры окна сильно увеличатся и впоследствии возрастет вероятность закорачивания алюминия с базовой областью. Замена жидкостного химического травления сухим плазменным травлением, при котором не происходит бокового подтравливания обрабатываемого защитного слоя, позволила устранить этот источник потенциальной ненадежности приборов (рис. 4.5).
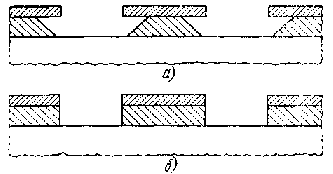
Рис. 4.5. Жидкостное (а) и плазменное (б) травления окисла
Надежность мощных ВЧ транзисторов очень сильно зависит от качества напайки кристалла на основание корпуса. Для повышения качества напайки используется ряд мероприятий: пайка ведется в нейтральной среде; количество эвтектического сплава золото — кремний, используемого при пайке, берется достаточно большим для того, чтобы свести к минимуму вероятность появления несмоченных мест и пустот; иногда пайка проводится с использованием ультразвука. Однако осуществление процесса пайки в значительной степени зависит от искусства оператора. Поэтому в виде дополнительной технологической меры повышения качества пайки иногда ее разбивают на две операции: предварительно облуживают кристалл и, только убедившись в том, что вся поверхность облудилась, напаивают его на основание корпуса.
Создание системы контрольных и проверочных операций. Очень важную роль в обеспечении надежности приборов играют меры, связанные с организацией технологического контроля. Несмотря на высокую трудоемкость и большую сложность многих контрольных операций, их приходится вводить практически после каждой технологической операции. После многих операций проводится визуальный контроль невооруженным глазом или с помощью микроскопа. Визуально контролируется чистота поверхности пластин после их подготовки, после диффузионных операций, после нанесения защитных слоев, контролируется качество фотолитографических и качество сборочных операций.
Исходные материалы, применяемые в технологическом процессе (эпитаксиальные структуры, газы, вода, растворители, кислоты и химические реактивы), подвергаются входному контролю.
При входном контроле исходных эпитаксиальных структур проверяются их электрофизические параметры, а также соответствие плотности разного вида дефектов допустимым значениям. Газы проверяют на содержание в них паров воды и кислорода (для инертных газов и азота). При контроле воды в первую очередь проверяют ее удельное сопротивление (если речь идет о деионизованной воде), а также отсутствие в ней нерастворимых примесей.
После создания диффузионных областей проверяют их глубину, содержание вводимых примесей (по поверхностному электрическому сопротивлению) и качество поверхности. После создания защитных и изолирующих слоев проверяют их толщину и отсутствие в них дефектов. В металлизированных слоях контролируют их толщину. После фотолитографических операций проверяют размеры создаваемых областей, качество края полученного изображения, отсутствие дефектов типа невытравленных участков (островков) или участков, вытравившихся там, где это недопустимо; проверяют отсутствие следов неснятого фоторезиста, а также то, прошло ли травление до конца там, где оно осуществлялось.
Там, где можно организовать проверку электрических характеристик создаваемых структур, эта проверка вводится сразу. Так, уже после создания базовых областей проводится проверка их пробивного напряжения. Различные электрические параметры контролируются на разных стадиях изготовления кристалла и сборки транзистора. Особое значение для мощных ВЧ транзисторов имеют такие контрольные операции, как проверка допустимой статической мощности рассеяния и проверка отсутствия горячих пятен. Для проверки отсутствия горячих пятен используют специальные инфракрасные микроскопы (тепловизоры), в которых инфракрасное излучение, испускаемое прибором, нагреваемым электрическим током, воспринимается чувствительным к ИК излучению видиконом и преобразуется в изображение на экране телевизора. Яркость на этом изображении соответствует температуре, до которой нагрет изображаемый участок структуры. С помощью тепловизора удается весьма значительно снизить вероятность вторичного пробоя как на последующих стадиях проверки прибора (в том числе на квалификационных испытаниях), так и при его эксплуатации.
Технологическому контролю подвергается прочность приварки внутренних выводов, для чего проводится выборочный отрыв выводов с помощью динамометра. Это испытание можно упростить, отказавшись от динамометра и потребовав, чтобы сам вывод рвался раньше, чем оторвется место его приварки к кристаллу или корпусу.
Важную роль играет контроль внешнего вида кристаллов перед сборкой и собранных приборов перед герметизацией. При контроле готовых кристаллов на них могут быть обнаружены такие потенциальные источники ненадежности, как царапины на алюминиевой металлизации и микротрещины, возникшие после резки. В том месте, где есть царапина, уменьшается толщина металлизации и растет вероятность миграции. Неотбракованный кристалл с микротрещиной впоследствии в результате механических воздействий может разрушиться. Важным моментом контроля собранного прибора перед его герметизацией является обнаружение металлических частиц. Наличие посторонних частиц в загерметизированном приборе может впоследствии привести к замыканию между электродами и к выходу прибора из строя.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 |
