

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Большое влияние на разброс параметров транзисторных структур оказывают характеристики коллекторной высокоомной области. От разброса толщины и удельного сопротивления этой области зависят разбросы таких параметров, как пробивное напряжение и сопротивление насыщения. Если (см. § 1.3) точность задания удельного сопротивления высокоомного эпитак-сиального слоя составляет ±20%, а точность задания толщины ±10%, то разброс сопротивления насыщения будет не менее ±30% (за счет разброса времени жизни неосновных носителей в коллекторе диапазон получаемых сопротивлений насыщения может быть еще больше). Таким образом, в лучшем случае сопротивления насыщения будут различаться не менее чем в 2 раза. Разброс пробивных напряжений коллектора, на первый взгляд, должен быть близок к разбросу значений удельного сопротивления, т. е. к ±20%. Однако из-за того, что толщина коллекторного высокоомного слоя выбирается близкой к толщине области пространственного заряда при пробое, разброс значений пробивных напряжений будет более значительным и для основной массы структур будет составлять ±25%. При этом надо учитывать, что наличие в коллекторном слое микронеоднородностей может приводить к дополнительному уменьшению нижней границы диапазона пробивных напряжений коллектора.
Толщина маскирующего окисного слоя, вообще говоря, должна быть достаточно большой для того, чтобы защитить расположенный под окислом кремний от диффузии бора или фосфора. Но слишком толстый окисел затруднит точное выполнение фотолитографических операций (см. далее). Однако для ВЧ транзисторов с не слишком высокой рабочей частотой (до 100 МГц) не требуется особо точная фотолитография, поэтому ограничения, налагаемые на толщину окисла, можно было бы считать достаточно слабыми. Необходимо, однако, отметить то обстоятельство, что во время второго окисления, проводимого вместе со второй стадией диффузии бора, значительная часть бора, введенного в кремний во время первой стадии диффузии, может попасть в окисел и при этом поверхностное сопротивление базовой области сильно изменится. В связи с этим необходимо очень точно воспроизводить условия окисления кремния при второй стадии диффузии, так как уже небольшое изменение этих условий будет приводить к очень большим изменениям поверхностного сопротивления базовой области.
Итак, при весьма высокой точности проведения технологических процессов разброс параметров транзисторных структур может быть очень велик. Разработчики транзисторов пытаются осуществить дальнейшее повышение точности и воспроизводимости процессов. Например, на первых стадиях легирования областей базы и эмиттера можно использовать прецизионный метод ионного легирования. Однако специалисты, использующие в своей аппаратуре мощные ВЧ транзисторы, должны себе представлять, что те разбросы параметров транзисторов, с которыми им приходится сталкиваться, получаются при реализации методов и оборудования, обладающих почти предельно достижимой в наше время точностью.
Обсудим теперь технологические вопросы, связанные с обеспечением формы и размеров областей транзисторной структуры в плоскости, параллельной поверхности пластин. В основном получение заданных размеров областей связано с точностью, которой обладает фотолитография, используемая при травлении окон в пленке двуокиси кремния и рисунков металлизации. Типовая последовательность операций при фотолитографической обработке состоит в нанесении на поверхность обрабатываемой пластины слоя светочувствительного вещества — фоторезиста, сушке этого слоя, экспонировании поверхности пластины потоком света (обычно ультрафиолетового) через фотошаблон, представляющий собой стеклянную или кварцевую пластину с изображением вытравливаемого рисунка. После экспонирования проводится проявление — удаление фоторезиста в тех местах, где должно проводиться травление окисла или металла. После проявления фоторезист сушат и травят те области поверхности пластины, которые не закрыты фоторезистом. После травления фоторезист удаляют со всей пластины, пластину моют, сушат и передают на дальнейшие операции.
Источниками неточностей при создании на кремнии требуемого рисунка могут быть разброс размеров изображения на фотошаблоне, уход размеров при перенесении рисунка с фотошаблона на фоторезист, уход размеров при травлении рисунка в окисле или на металле и ошибки при совмещении фотошаблона с рисунком, ранее созданным на поверхности кремниевой пластины. Возможности современной фотолитографии позволяют в условиях производства обеспечивать точность воспроизведения рисунка и точность совмещения ± (0,3 — 0,5) мкм. Такая точность необходима при изготовлении СВЧ транзисторов, минимальные размеры элементов которых составляют 1 мкм и менее. В мощных ВЧ кремниевых транзисторах минимальные размеры элементов могут составлять 3 — 4 мкм. Для создания рисунков и - совмещения последовательных слоев с такими размерами элементов не требуется столь высокая точность, достижение которой связано с серьезными затруднениями. Для создания и совмещения рисунков с минимальными размерами элементов 3 — 4 мкм достаточно иметь точность ±(1 — 1,5) мкм, что на современном уровне фотолитографии не связано с особыми трудностями, если только толщина обрабатываемых слоев не превосходит 1 мкм.
Говоря о требованиях к толщине маскирующих окис-ных слоев и металлических пленок на кремнии мы отмечали, что толщину окисла надо увеличивать для улучшения качества маскировки при диффузии, а метал-
лизацию следует делать толще для уменьшения падения напряжения вдоль эмиттерных токопроводящих зубцов. В то же время увеличение толщины окисла и металлизации затрудняет проведение фотолитографиче - ских операций. Например, пусть ширина эмиттерной металлизированной дорожки равна 6 мкм. Для умень - шения ее сопротивления желательно увеличивать тол-щину напыляемого металла. Однако с увеличением тол - щины металла будет расти глубина травления в боковом направлении при осуществлении фотолитографической обработки. Из рис. 2.2 видно, что после того, как толщина достигает 2 мкм, поперечное сечение практически перестанет увеличиваться. Если учесть, что с ростом глубины травления растет еще неравномерность края, то при толщине металлического слоя свыше 2 мкм появится вероятность локального уменьшения поперечного сечения дорожек или даже их полного стравливания.
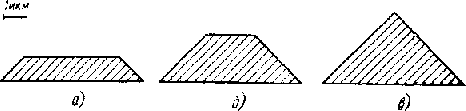
Рис. 2.2. Связь площади поперечного сечения металлизированной дорожки с ее толщиной:
а — толщина много меньше ширины; б — толщина приближается к полуширине; в — толщина больше полуширины
В последние годы получило широкое развитие направление работ, позволяющее и при значительной толщине обрабатываемых слоев сохранять их размеры. Речь идет о замене обычного жидкостного травления слоев плазмохимическим травлением. При этом практически исключается подтравливание в боковом направлении и точность сохранения размеров может достигать ±0,1 — 0,2 мкм.
Особенностью технологии изготовления структур мощных ВЧ транзисторов является необходимость предотвращения возникновения технологических дефектов. Источников возникновения дефектов очень много. Это прежде всего структурные дефекты и неоднородности в исходных эпитаксиальных пленках. Серьезными дефектами, возникающими в процессе окисления, являются точечные отверстия в окисле (так называемые проколы), посторонние твердые частицы и вырастающие вблизи более мелких дефектов монокристаллики кварца с острыми гранями, прокалывающие пленку резиста при проведении фотолитографии. Наиболее опасные дефекты, возникающие в процессе диффузии, связаны с попаданием на пластины посторонних частиц, в особенности из фосфоросодержащих веществ (если речь идет о диффузии бора), с проникновением в кремний быстродиф-фундирующих примесей и с пластической деформацией пластин в процессе высокотемпературной (1200 °С) диффузии. Основным источником дефектов в фотолитографии являются посторонние частицы, попадающие на пластину или шаблон при литографии. К таким частицам следует отнести и кремниевую пыль. Вредная роль твердых частиц при фотолитографических операциях усугубляется еще тем, что, попадая между пластиной я шаблоном, они царапают слой резиста, окисел, металлизацию или сам шаблон. В последнем случае они становятся причиной возникновения дефектов и на создаваемых впоследствии структурах. Более подробно о всех этих дефектах сказано в-специальной технологической литературе [19, 20].
Дефекты, возникающие при создании планарных структур, являются причиной брака. Брак может быть двух видов. Он может приводить к появлению негодных структур в процессе их изготовления, а может проявиться впоследствии, приводя или к катастрофическим, нли к деградационным отказам приборов. Для борьбы с браком и источниками его возникновения проводятся разнообразные мероприятия. Большинство из них носит общий характер, например улучшение методов и повышение качества очистки полупроводниковых пластин, различных используемых в производстве материалов, воды, растворителей, газов, оснастки. Ряд мер носит специальный характер. Например, совмещение второй стадии диффузии бора с окислением позволяет резко снизить вредное влияние фосфоросодержащих частичек, растворяющихся в растущем окисле. Для борьбы с точечными дефектами типа проколов в процессе проведения фотолитографических операций можно проводить фотолитографию в два этапа, нанося резист и осуществляя обработку последовательно два раза. Очень большой эффект дает переход к проекционной фотолитографии, когда не приходится приводить пластину и фотошаблон в соприкосновение. Кроме того, при использовании проекционной литографии гораздо меньше изнашиваются шаблоны и срок их службы продлевается во много раз.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 |
