

Конструкция упаковки должна максимально удовлетворять запросам потребителей. Конструкция должна быть устойчивой, обеспечивать сохранность и безопасность хранения продукта. Поэтому разработана новая конструкция упаковки на основе картона для йогурта объемом 0,5 л.
Коробка с изогнутыми боковыми панелями. Новая конструкция удобна для держания в руках, так же устойчива, необычная форма упаковки. Такая упаковка привлекает внимание у потребителей. Для употребления продукта есть круглая, отвинчивающаяся пластмассовая крышка, что так же удобно для употребления йогурта. Длина коробки 70 мм, ширина коробки 70 мм, высота коробки 150 мм, высота нижнего клапана 45 мм, диаметр крышки 25.
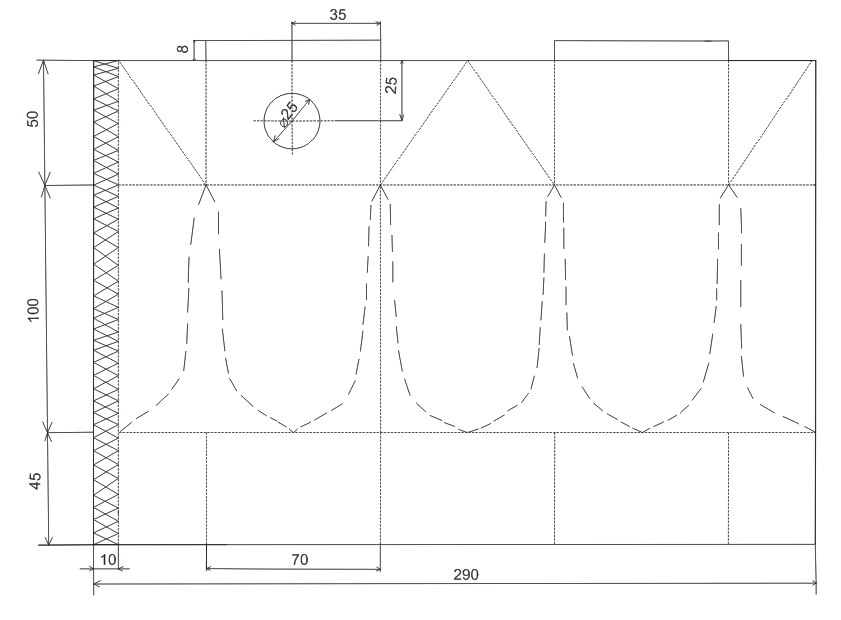
Рисунок 6 - Коробка с изогнутыми боковыми панелями
Развертка картонной коробки приведена в приложении А.
3.3 Конструктивные расчеты
3.3.1 Расчет габаритных размеров потребительской и транспортной тары
По ГОСТ 21140-88 принимаем следующие размеры транспортной тары: длина – 400 мм, ширина – 150 мм, высота – 150 мм.
Теоретические наружные размеры потребительской тары L, B, H, мм, вычисляют по формуле
L=А/К,
где А – внутренний размер транспортной тары для рассчитываемого размера потребительской тары по длине, ширине, высоте, мм,
К – количество единиц потребительской тары в ряду для одного внутреннего размера транспортной тары.
Максимальная длина потребительской тары
L=400/5=80 мм (принимаем L=70 мм).
Максимальная ширина потребительской тары
B=150/2=75 мм (принимаем B=70 мм).
Максимальная высота потребительской тары
Н=150/1=150 мм (принимаем Н=150 мм).
Таким образом, габаритные размеры потребительской тары составляют 70х70х150 мм.
3.3.2 Расчет картонной коробки на сопротивление сжатию
Важной характеристикой прочности картонных ящиков является сопротивление сжатию от действия вертикальных сжимающих усилий. Этот параметр определяет возможность штабелирования и является характерным также и для процесса транспортировки. Сопротивление сжатию Р, Н определяют по формуле 1.
P=SpЧStЧSЧA, (1)
где Sp – коэффициент прочности при одновременной нагрузке;
St – коэффициент прочности при длительной нагрузке;
S – нагрузка на нижний ящик при возможной высоте штабелирования, Па;
А – площадь основания ящика, м2.
Коэффициент прочности при единовременной нагрузке определяют по формуле 2.
Sp=100/Ps, (2)
где Ps – изменение сопротивления сжатию, учитывающее распределение нагрузки на поверхности ящика, % (определяется графически по рисунку 7).
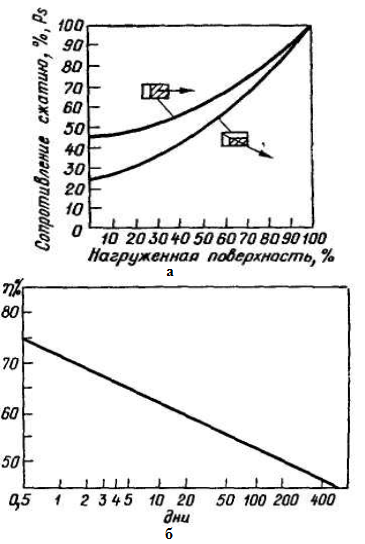
а – от распределения нагрузки на поверхности ящика; б – относительная нагрузка в зависимости от длительности действия нагрузки.
Рисунок 7 – Зависимость сопротивлению сжатия
Для данной картонной коробки нагруженная поверхность составляет 0%, следовательно, как видно по рисунку 7а, сопротивление сжатию Ps составит 25%. Коэффициент прочности при одновременной нагрузке будет равен
Sp=100/25=4.
Коэффициент прочности, учитывающий длительность нагрузки, определяют по формуле 3.
St=100/Ƞ, (3)
где Ƞ – процент относительной нагрузки на ящик, определяемый по графической зависимости, от продолжительности действия нагрузки.
Длительность действия нагрузки состоит 2 дня, следовательно, как видно по рисунку 7б, относительная нагрузка равна 68%. Коэффициент прочности будет равен
St=100/68=1,48.
Нагрузка на нижний ящик при возможной высоте штабелирования S вычисляют по формуле 4.
S=nЧQ, (4)
где Q – вес груза в ящике, Н.
S=1Ч4,905=4,905 Па.
Q=mЧg,
где m – масса груза в ящике, кг;
g – ускорение свободного падения, g=9,81 м/c2;
n – количество рядов в штабеле, шт (n=1).
Q=0,5Ч9,81=4,905 Н;
Площадь основания ящика А, м2 равна
А= 0,07Ч0,07=0,0049 м2
Таким образом, сопротивление сжатию проектируемой картонной коробки составит
Р=4Ч1,48Ч4,905Ч0,0049= 0,142Н.
Рассчитанная величина сопротивления коробки сжатию при данной высоте штабелирования не должна превышать сопротивление картона сжатию
P<D.
Сопротивление сжатию выбранного картона равно 0,9 H, следовательно, данное условие выполняется, и картонная коробка сможет выдержать данное усилие при определенной высоте штабелирования.
4 Технология производства коробки
Допечатная подготовка - это комплекс мероприятий, которые позволяют
воссоздать физиологически точную копию оригинала упаковки с помощью процесса печати, а также разрешают учесть большую часть ошибок, которые могут возникнуть во время печати, и, соответственно, их исправить (или не допустить), и который заканчивается форм. Допечатный процесс включает в себя несколько стадий: фотовывод, цветопроба, конвертация, верстка.
Печатный процесс – это процесс получения изображения оригинала на оттиске путем нанесения красочного слоя или слоев разных красок на запечатываемый материал полиграфическими средствами. В процессе печатания получают большое количество одинаковых оттисков на бумаге (или другом материале).
Штанцевание – отделочный процесс, придающий изделиям фигурную форму путём высечки фасонными ножами-штампами определенной конфигурации. Применяется на высекальных машинах для изготовления этикеток, картонные коробки, гофротара и прочих упаковок.
Вырубка – это процесс, придающий изделию из бумаги или картона необходимый контур. Осуществляется вырубка при помощи остро заточенного штампа, которым пресс ударяет по листу картона с прикашированным лайнером (печатным листом). Вырубка может быть любой формы и конфигурации. Штамп для вырубки, как правило изготавливается индивидуально на специальном лазерном станке. Точность такого штампа составляет 0,01мм, что делает контур вашего конечного продукта идеально совпадающим с чертежом.
В процессе вырубки и биговки запечатанный картон преобразуется в отдельные плоские заготовки будущих картонных коробок, причем в случае коробок с уже нанесенной печатью все отрезные кромки, линии биговки, бортики, клапаны, замковые элементы, местное тиснение и т. п. должны выполняться с учетом требований печати.
При вырубке следует обеспечить чистоту кромок картонной заготовки с нанесенной печатью и отсутствие на них обрезков волокон. Это очень важно, поскольку в противном случае при склеивании частицы постороннего материала могут попасть на упаковочную линию, где они будут препятствовать работе машины и загрязнять фасуемое изделие.
Линия биговки — это канавка в картоне, облегчающая сгибание или складывание по точно определенной линии. В заготовке складной картонной коробки линии биговки определяют кромки сторонок и клапанов, которые затем складывают при сборке, склеивании, наполнении и укупорке коробки. При складывании или сгибании картона вдоль линий биговки картон принимает форму коробки, придающую последней прочность на сжатие.
Линия биговки действует как своего рода петля. Можно измерить силу, необходимую для сгибания бигованной створки на любой заданный угол до 180° и силу ее пружинения, когда она препятствует удержанию после складывания. Оба эти аспекта очень важны для эксплуатационных свойств картонной коробки в ходе и после выполнения упаковочных операций.
Вырубка и биговка — это совершенно разные операции, но обе влияют на профиль картонной коробки и выполняются одновременно с помощью штампа (штанц-формы). Для вырубки и биговки применяют два типа машин: плоские и ротационные.
Основное их отличие заключается в том, что при вырубке с использованием машины для плоской вырубки картон неподвижен, а в ротационных машинах он перемещается. Ротационное оборудование обычно используется в линии после печати с рулона. Плоская вырубка и биговка может выполняться с листовой подачей или в линии после печати на рулонной машине.
Перфорацию в картоне выполняют ножом с зазубринами. Ее используют вместо биговки на коротких бортиках под углом 45°, используемых для формирования лотков и замкового дна. Чтобы коробку можно было сложить, после нанесения на эти линии биговки клея соседние бортики отгибаются назад на себя, то есть к стороне с нанесенной печатью.
Заготовки коробок извлекают из листа с помощью операции удаления обрезков, которая на ротационных и тигельных прессах выполняется автоматически.
Рицовка — это отделочная операция, направленная на улучшение внешнего вида изделия из пухлой бумаги или картона, запечатанного насыщенными плашками, которое нуждается в последующем фальцевании. При этом, в отсутствии дополнительной подготовки, по линии сгиба происходит надлом материала и из под насыщенного красочного слоя явно проступают хаотически расположенные белые бумажные разводы.
Фальцовка – нанесение линии сгиба на заготовку картонной коробки.
Весь процесс производства картонных коробок можно разбить на следующие этапы:
Проектирование развертки (раскроя) коробки
↓
Изготовление форм
↓
Допечатный процесс (разработка дизайна, компьютерная верстка, вывод
фотоформ, формных пластин)
↓
Печатный процесс
↓
Штанцевание
Вырубка, Биговка, Перфорация, Рицовка,
Надрезка
↓
Отделение и удаление технологических излишков материала (облоя)
↓
Разделение индивидуальных заготовок коробок (раскроя)
↓
Фальцовка коробок
↓
Склеивание продольных швов
↓
тапелирование
↓
Складирование и упаковывание заготовок коробок
Рисунок 8 – Схема технологических операций
Процесс производства складных коробок из картона представляет собой совокупность выполняемых в строго определенной последовательности наиболее распространенных в полиграфии технологических операций: печати текста и изображения, отделки внешней запечатанной поверхности, штанцевания, отделения технологических излишков материала (облоя), отделения друг от друга индивидуальных заготовок коробок (раскроя), фальцовки, склеивания продольных швов, стапелированияиупаковки заготовок коробок.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
