

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рисунок 12.-Схема диагностической установки
В состав установки входят: персональный компьютер, импульсный генератор-приемник, катушка импульсного генератора-приемника и антенная решетка из никелевых лент. Персональный компьютер служит для приема, обработки и хранения данных измерений. Катушка генератора-приемника предназначена как для формирования электромагнитных импульсов, вызывающих ультразвуковые волны в теле трубы, так и для преобразования энергии ультразвуковых импульсов откликов в электрический сигнал. Никелевая антенна используется для повышения эффективности преобразования электромагнитных импульсов в ультразвуковые и может монтироваться на трубе при помощи либо эпоксидного клея, либо пневматического бандажа, обеспечивающих плотное прилегание ленты к стенке трубы. Время монтажа оборудования зависит от диаметра трубы и может составить от 10 до 30 минут. Диапазон инспекций во многом определяется состоянием трубы. Последние модификации приборов позволяют производить мониторинг участков трубы длиной до 300 метров. Сильное коррозионное повреждение трубы по всей длине, наличие толстой (более 2мм) битумной изоляции, а так же плотный грунт вокруг трубы существенно понижают чувствительность метода и могут сузить диапазон инспекций до 5-7 метров в каждом из направлений. На рисунке 13 представлен пример диаграммы откликов, полученной с трубы, содержащей дефекты различного типа. Крутильные волны позволяют обнаруживать дефекты размером от 5% по отношению к поперечному сечению стенки трубы. Технология с применением продольных волн позволяет достичь более высокой чувствительности по выявлению дефектов - до 1% от сечения стенки трубы. Для формирования продольных волн используется набор оборудования, описанный выше, и намагничивающее устройство в виде нескольких постоянных магнитов или электромагнитов. Магниты устанавливаются по периметру трубы. Катушка импульсного генератора располагается на трубе между полюсами магнитов. Никелевая антенна не применяется.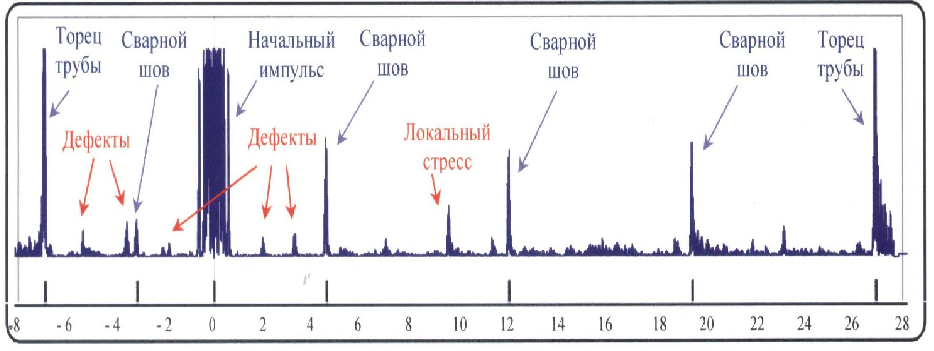
Рисунок 13. Типичная диаграмма откликов, полученная с трубы, содержащей дефекты различного типа
Размер труб, доступных для инспекции с использованием указанной технологии может находится в диапазоне от 10 мм до 1 метра. Толщина стенки трубы не является критическим препятствием для его применимости. Метод позволяет определять местоположение дефекта по длине трубы и его примерный размер. Затем обычной практикой является использование традиционных ультразвуковых толщиномеров для более точных измерений остаточной толщины стенки трубы. Оборудование, реализующее технологию волноводного ультразвукового контроля трубопроводов:- «MsS» (ISWT, США) «Wavemaker» и «Teletest» (Guided Ultrasonics Ltd., Великобритания) «EMUS» (ин-т Фраунхофер, Германия).
Абсолютная погрешность определения местоположения дефекта по длине трубы:
На трубе известной длины ± 1 см
На трубе неизвестной длины ± 5 см на каждые 10 м
Разрешающая способность 3-12 см в зависимости от состояния металла и изоляции
Производительность системы 60-120 м трубопровода в час
Время установки датчика 1-15 мин. в зависимости от размера трубы и температуры поверхности
Время записи данных 10-15 мин.
Установочная длина 100 мм
Потребляемая мощность 250 Вт
Масса 30 кг
Длина контрольного кабеля 30 м
Габаритные размеры 70 х 70 х 30 см
Питание ~ 220 В, 50Гц или = 12 В
Системы, использующие технологию волноводного ультразвукового контроля, могут применяться при неразрушающем контроле промысловых трубопроводов для расширения объемов контроля поверхности и целостности трубопровода за границей шурфа до 30 метров в разные стороны. Метод может использоваться как дополнительный при контроле “узких мест” участков трубопровода:
- участки трубопроводов наземной и надземной прокладки или в технологических каналах; переходы через асфальтовые и железнодорожные дороги; переходы через естественные преграды овраги, речки, болота; трубопроводы, находящие в патроне и т. д.; места несанкционированных врезок; инспекция труб бывших в употреблении для их повторного использования.
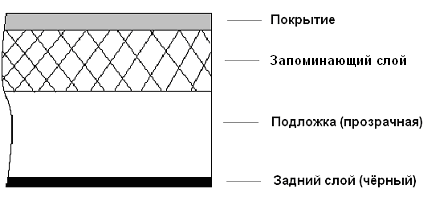
Рисунок 14. Схематическое изображение конструкции запоминающей многоразовой пластины
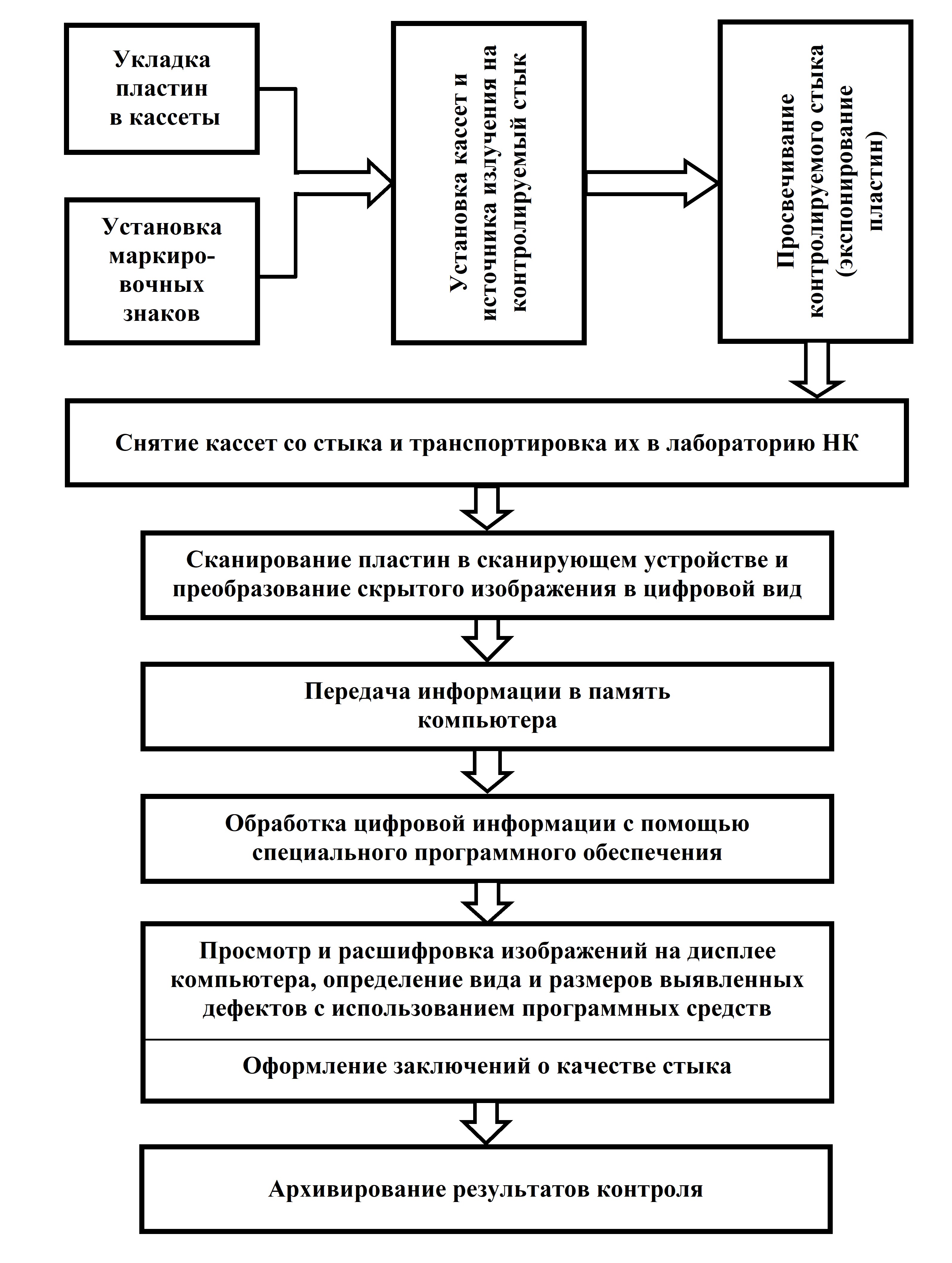
Рисунок 15. Схема радиографического контроля с применением технологии цифровой радиографии
Поскольку чувствительность пластины существенно выше, чем у пленки, то время экспозиции пластины значительно меньше. Это существенно уменьшает дозовую нагрузку на персонал. Для предохранения запоминающих пластин от загрязнений и механических повреждений, а также для защиты их от воздействия яркого освещения пластины следует помещать в светозащитные влагостойкие кассеты. Для привязки получаемых при просвечивании изображений к контролируемому соединению на каждой кассете (каждом участке сварного соединения) следует устанавливать маркировочные знаки. Пластину помещают в кассету и вынимают оттуда на свету. Для этой операции, в отличие от светочувствительной пленки, специальной темной комнаты не требуется. «Фосфорные» пластины обладают гибкостью рентгеновских пленок, но не требуют обработки химическими реактивами. Цифровая радиография с использованием запоминающих «фосфорных» пластин, обладая такими преимуществами как:- оперативность получения информации за счёт уменьшения времени экспозиции и отказа от применения радиографической пленки и, соответственно, сложной и длительной её фотохимической обработки; отсутствие затрат на приобретение пленки и химикатов, их хранение и утилизацию химических отходов; возможность снижения времени просвечивания; снижения мощности экспозиционной дозы;
обеспечивает:
- необходимую чувствительность контроля, позволяет выявлять все недопустимые дефекты, регламентируемые требованиями действующих НТД, значительно повышает производительность контроля.
- устройство для считывания с запоминающих пластин; систему архивирования и обработки изображения, состоящую из настольного компьютера, монитора, клавиатуры, мыши; устройство для стирания пластин; программное обеспечение; запоминающие пластины.
- механическое перемещение пьезоэлектрического преобразователя (ПЭП) по заданной траектории; наличие датчиков с различными углами ввода УЗ луча для обнаружения разноориентированных дефектов.


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 |
