

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рисунок 16. Анализ размеров дефектов по амплитуде и времени появления сигнала.
Технология фазированных решеток основывается на генерации ультразвукового луча, с возможным изменением следующих параметров:- угла ввода луча; фокального расстояния; размера пятна фокусировки.
Шаг изменения угла ввода луча на современных дефектоскопах с ФР может составлять менее 0,5°. Шаг перемещения зоны сканирования может составлять 0.6 – 1,0 мм.
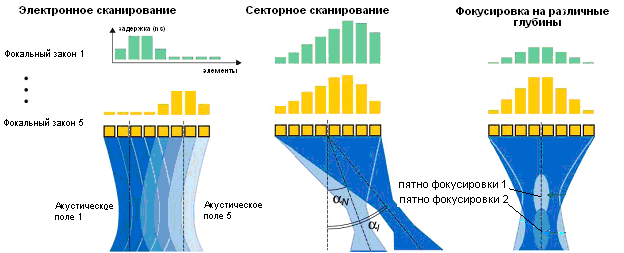
а) - методы формирования УЗ луча
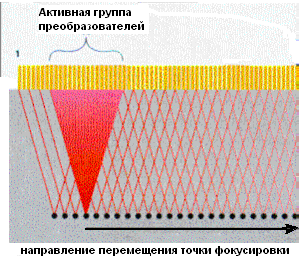
б) электронное сканирование
Рисунок 17. Принцип действия датчиков с фазированными решетками
Применяя всего один ПЭП с ФР, возможно реализовать все схемы контроля, применяемые в многоэлементных системах с линейным сканированием.Например, контроль прямым и однократно отраженным лучом, схема «тандем», - FD метод и т. д. – см. рисунок 18.

а) секторное сканирование б) линейное сканирование
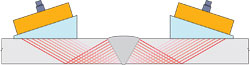
в) применение 2-х УЗ датчиков с ФР позволяет реализовать любые схемы контроля
Рисунок 18. Схемы контроля с применением датчиков с ФР
Не изменяя аппаратуру и параметры механической системы сканирования можно контролировать изделия с различной толщиной стенки, любым профилем сварного шва (рисунок 19) и кривизной поверхности контролируемого изделия.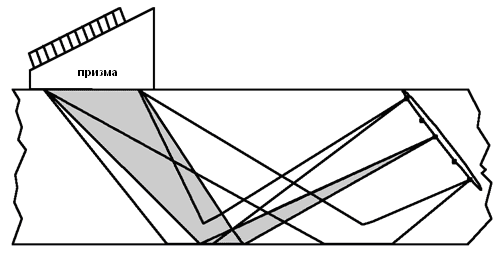
Рисунок 19. Фокусировка лучей на зоне сплавления шва
Большее, по сравнению с традиционным контролем, количество зон контроля облегчает обнаружение дефектов, упрощает определение их размеров. Размещение ПЭП и схема контроля (прямой или однократно отраженный луч, «тандем») выбираются для каждой зоны отдельно. ПЭП фокусируют так, чтобы каждый из них захватывал только свою зону.Наличие нескольких десятков активных элементов (до128) обеспечивает получение высокой пространственной разрешающей способности, что позволяет определять точные размеры и ориентацию дефектов. В сравнении с широко распространенным одноэлементным датчиком, технология ФР обеспечивает гораздо большую чувствительность, и как следствие, лучший контроль за счет возможности фокусировки луча. Технология ФР позволяет оптимизировать углы ввода под конкретную схему контроля, настроить систему на контроль изделий любой формы. Электронное сканирование объекта выполняется быстрее механического, при контроле возможно перемещение датчика только по одной координатной оси (вдоль шва) вместо обычных двух. Для полной, двухсторонней проверки всех зон сварного шва достаточно 2-х датчиков с ФР.
- А-скан (одномерная эхография по выбранному оператором углу ввода); В-скан, С-скан, D-скан (двухмерная эхография – вид вдоль, поперек оси сканирования, вид на сканируемую поверхность сверху); S-скан (двумерная эхография – вид сектора).
- установить ПЭП с ФР на поверхность контролируемого объекта; сканирование сварного соединения осуществлять путем перемещения ПЭП по поверхности околошовной зоны параллельно контролируемому сварному шву; по завершению сканирования сварного шва записать данные в память дефектоскопа для дальнейшего анализа результатов контроля.
- контроль захлестов, ввариваемых стыков и узлов установки линейной арматуры; поведения дополнительного дефектоскопического контроля для измерения размеров и типа дефектов.
- толщины стенки трубопровода в околошовной зоне; контроля металла околошовной зоны на выявления расслоений; контроль качества стыковых сварных соединений.
- сертифицировано; поверено; снабжено технической документацией, предусмотренной изготовителем и входящей в комплект поставки (технические паспорта, формуляры, инструкции по эксплуатации).
- Большое число каналов и прецизионное формирование ультразвуковых пучков практически любой конфигурации снижают затраты времени, необходимые для перенастройки системы на другой контролируемый объект. Полностью программная настройка позволяет контролировать любой профиль шва при любой толщине стенки без механической юстировки положения ПЭП. Формирование изображений контролируемого объекта на экране прибора в реальном времени облегчает анализ получаемых данных, снижает риск появления ошибок при интерпретации данных. Система с ФР позволяет увеличить число зон контроля без увеличения числа каналов аппаратуры и числа ПЭП. Более точное, по сравнению с традиционным ультразвуковым контролем, определение размеров дефектов достигается благодаря возможности увеличения числа зон контроля. Существующие на сегодняшний день приборы максимально наглядно обеспечивают выполнение большинства операций, это облегчает работу специалисту, позволяет ему сосредоточиться только на интерпретации получаемых данных. Большинство приборов позволяют пользователю подсоединять их к локальным вычислительным сетям и сети Интернет, что дает возможность оперативно обновлять программное обеспечение, осуществлять удаленное управление процессом контроля, включать приборы в состав автоматизированных комплексов контроля. Приборы с ФР имеют низкий уровень собственных шумов, методы, используемые для обработки сигналов позволяют получить лучшее, по сравнению с традиционными дефектоскопами, соотношение сигнал/шум. Дефектоскопы с ФР обеспечивают высокую скорость контроля и производительность благодаря одновременному получение данных в множественном диапазоне углов и глубин с помощью одного многоэлементного датчика. В связи с этим уменьшаются трудозатраты на контроль крупногабаритных объектов, время контроля, время нахождения оператора в неблагоприятных условиях.
- едином методе расчета конструкций с дефектами на прочность и долговечность, использующем энергетические критерии прочности и устойчивости и деформационные критерии сплошности металла; упруго-пластических решениях напряженно-деформированного состояния поврежденной трубы при различных нагрузках; положениях нормативно-технических и методических документов, определяющих порядок расчетов прочности и долговечности, показателей надежности конструкций с дефектами по результатам технического диагностирования; системе коэффициентов запаса, учитывающих последствия отказа, рассеяние свойств металла, погрешности определения размеров дефектов при диагностировании, рассеяние скоростей роста дефектов.
- длина L – расстояние между наиболее удаленными в продольном направлении (вдоль оси трубы) точками дефекта; ширина W – расстояние между наиболее удаленными в кольцевом направлении точками дефекта; глубина H – наибольший размер дефекта в направлении толщины стенки (радиальном направлении).
В расчетных формулах размер дефекта должен увеличиваться на величину поправки в зависимости от вида диагностического обследования;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 |
