

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Дополнительные услуги, и поставки от «БПМ-Технолоджис»
№ | Наименование | Стоимость, руб. |
1 | Монтаж, пуско-наладочные работы, ввод в эксплуатацию, обучение персонала заказчика | 15% от стоимости оборудования |
2 | Вилочные погрузчики, штабелёры и тележки | По запросу |
3 | Навесное оборудование к вилочным погрузчикам | По запросу |
4 | Насос для перекачки жидкого цинка | По запросу |
5 | Технологическая оснастка | По запросу |
6 | Вспомогательная оснастка к линиям ГЦ | По запросу |
Условия поставки и монтажа:
Заключение договора поставки ЛГЦ – График оплат:
Срок производства технологического оборудования – от 4 до 6 месяцев.
50% предварительная оплата при заказе оборудования 20% через месяц после первой оплаты 20% через месяц после второй оплаты 10% по уведомлению о готовности оборудования к отгрузкеЗаключение договора: Монтаж, пуско-наладочные работы, ввод в эксплуатацию, и обучение персонала - График оплат:
Осуществляется в течение 1 – 2 месяцев.
2.1) 70% предоплата, осуществляется одновременно с последней оплатой ЛГЦ
2.2) 30% доплата, производится после подписания Акта ввода в эксплуатацию
3) Самовывоз и доставка оборудования с завода на производственную площадку, осуществляется силами заказчика, если иное не оговорено условиями договора поставки. Загрузка оборудования на машины заказчика производится силами поставщика.
*** Расходные материалы для осуществления работы по оцинкованию изделий, как на первую заливку, так и по месячным поставкам: Химия, Цинк, Свинец – так же могут быть поставлены Вам, нами в необходимом объёме!
Стоимости обговариваться на день подписания и оплаты договора поставки.
Рекомендуемое количество персонала для работы на ЛГЦ
№ | Наименование | Количество при односменном графике, чел. | ||||||||
ЛГЦ-2000.4 | ЛГЦ-4000.4 | ЛГЦ-6000.4 | ЛГЦ-6000.7 | ЛГЦ-12000.7 | ЛГЦ-18000.7 | ЛГЦ-20000.12,5 | ЛГЦ-30000.12,5 | ЛГЦ-40000.12,5 | ||
1 | Инженер-технолог | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
2 | Инженер по охране труда | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
3 | Оцинковщик горячим способом | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
4 | Стропальщик | 6 | 6 | 6 | 6 | 8 | 8 | 6 | 8 | 8 |
5 | Подсобный рабочий | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
6 | Корректировщик ванн | 1 | 1 | 1 | 1 | 2 | 2 | 1 | 2 | 2 |
7 | Водитель погрузчика | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 2 |
8 | Дежурный оператор | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
9 | Оператор пульта | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
10 | Младший технический персонал | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
11 | Контролер ОТК | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 2 |
12 | Слесарь-ремонтник | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
13 | Электрик | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
14 | Кладовщик | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
Итого | 20 | 22 | 22 | 22 | 25 | 25 | 22 | 27 | 27 |

Технологические описания линий горячего оцинкования производства -ТЕХНОЛОДЖИС»
ДАННЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПИСАНИЯ – НЕ ЯВЛЯЮТСЯ ПУБЛИЧНОЙ ОФЕРТОЙ
1. Общее описание технологического процесса
1.1 Основные стадии процесса
1.1.1 Подготовка изделий
Со склада изделия транспортируются в цех вилочным автопогрузчиком и располагаются между стоек Модуля навески, МН, под установленной на стойках порожней Технологической траверсой, ТТ, (либо краном, либо вручную). При необходимости ручным инструментом выполняется перфорация сливных либо такелажных отверстий и грубая очистка изделий. Изделия крепятся одноразовыми проволочными петлями через отверстия к кронштейнам траверсы. На все технологические операции траверсы перемещаются мостовыми кранами с помощью Контртраверсы, КТР.
1.1.2 Предварительная химическая обработка
Поверхности подвешенных на траверсы изделий в Модулях химической обработки, МХО, поэтапно обрабатываются методом погружения:
- обезжириваются в специфическом растворе ортофосфорной кислоты – для удаления органических загрязнений, препятствующих химической обработке;
- подвергаются химическому травлению в водном растворе соляной кислоты с ингибиторами – для растворения и удалению окалины, ржавчины и прочих соединений, ухудшающих состав покрытия;
- промываются в воде – для удаления остатков солей железа, которые повышают расход материалов и ухудшают состав покрытия;
- покрываются флюсом – насыщенным раствором двойной соли, для защиты стали от окисления, улучшения ее смачиваемости и уменьшения расходов цинка, лигатур и флюса при горячем оцинковании методом погружения.
1.1.3 Высушивание изделий
Сушка флюса на поверхности изделий происходит в Модуле сушки, МС, – закрытой камере с горячим потоком сухого воздуха, для производительного цинкования без паровых выбросов из внутренних полостей изделий, для предварительного подогрева изделий и снижения потребления тепла Агрегатом цинкования, АЦ. Меньший выход пара упрощает и удешевляет апирационную систему дымов цинкования. Прогретые детали меньше подвергаются тепловым напряжениям при последующем горячем цинковании.
1.1.4 Цинкование изделий
В Модуле цинкования, МЦ, покрытие на изделия наносятся методом сухого погружения в расплав. При этом слой сухого флюса плавится и взаимодействует с поверхностью изделий, увеличивая ее смачиваемость, диффузию и адгезию цинкового покрытия. Малый объем флюса минимизирует отходы.
1.1.5 Закалка покрытия
После цинкования, для прекращения роста кристаллов цинка (морозного узора), применяют закалку в воде. Кроме того, охлажденные поверхности экономнее пассивировать или сразу проконтролировать, снять с траверсы и отгрузить.
Внимание!: тонкостенные изделия для исключения коробления охлаждаются воздухом.
1.1.6 Разгрузка оцинкованного материала
Траверса с оцинкованными изделиями устанавливается на стойки модуля навески. Ручным инструментом одноразовые проволочные подвесы срезаются с кронштейнов траверсы и при необходимости с изделий. Вручную или краном изделия при необходимости перемещаются к автопогрузчику, которым транспортируются на склад.
1.1.7 Возврат технологических траверс
Порожние технологические траверсы, ТТ, краном с контртраверсой, КТР, перемещаются в начало технологической линии на Стойки модуля навески, СН, для повторного использования.
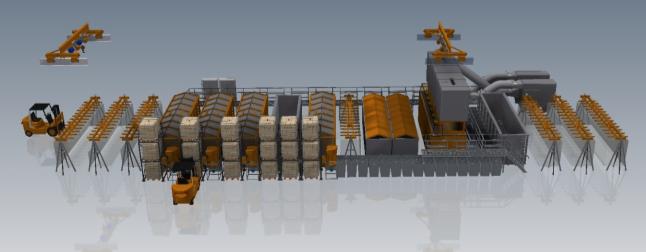
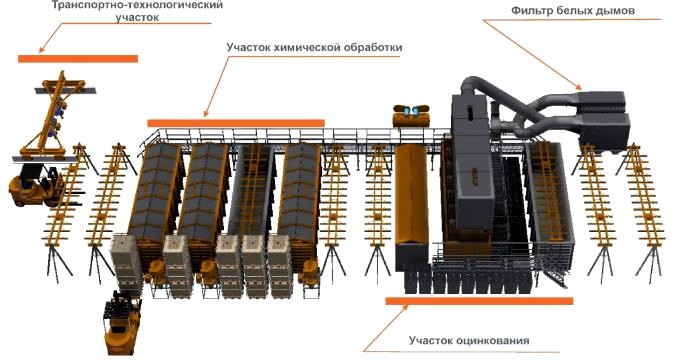
2. Транспортно-технологический участок, ТТУ
Минимальный состав транспортно-технологического участка, ТТУ, приведен в таблице 1.
Таблица 1.
Наименование линии | ЛГЦ-2000.4 | ЛГЦ-4000.4 | ЛГЦ-6000.4 | ЛГЦ-6000.7 | ЛГЦ-12000.7 | ЛГЦ-18000.7 | ЛГЦ-20000.12,5 | ЛГЦ-30000.12,5 | ЛГЦ-40000.12,5 |
Максимальная масса навешиваемых изделий на одну технологическую траверсу, т. | 0,75 | 0,75 | 0,75 | 2,2 | 2,2 | 2,2 | 4 | 4 | 4 |
Периодичность циклов обработки, мин. | 90 | 45 | 30 | 90 | 45 | 30 | 45 | 30 | 22,5 |
Количество кранов, шт. | 1 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 3 |
Количество контртраверс, шт. | 1 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 3 |
Количество траверс технологических, шт. | 4 | 6 | 8 | 6 | 6 | 8 | 6 | 8 | 10 |
Количество стоек навески, шт. | 8 | 8 | 10 | 8 | 8 | 10 | 8 | 10 | 12 |
2.1 Основное оборудование для транспортировки изделий
Все междуоперационные и необходимые технологические манипуляции с изделиями механизированы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
