
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для ускорения процесса в поточном производстве применяют различные способы сушки: конвективную, радиационно-конвективную, кондуктивную, в электромагнитом поле плазменную. Каждый из этих способов характеризуется скоростью подачи тепла, интенсивностью процесса и жесткостью режима, которые определяют продолжительность сушки, энергетические затраты и технологические свойства сухого материала, имеет свои преимущества и недостатки.
Конвективная сушка. Способ при котором теплоносителем является нагретый или комнатной температуры воздух, обычно подаваемый к высушиваемому телу вентиляторами. Этот вид сушки обеспечивает «мягкий режим» — малые значения температуры и градиентов температуры и влагосодержания, что исключает разрушение материала; для нее характерна большая продолжительность сушки и малые энергетические затраты. Этот способ применяется при сушке типичных коллоидных тел (лаков, клеев), когда другие способы сушки могут привести к порче материала.
Радиационно-конвективная сушка — это комбинированный способ, в котором теплоносителем являются электромагнитные волны инфракрасного и видимого диапазонов и окружающий тело воздух. Генераторами инфракрасных электромагнитных волн являются любые нагретые, обычно твердые тела — точечные, линейные или плоские излучатели.
Для этого способа характерны значительные затраты электроэнергии, высокая плотность теплового потока и большие температурные градиенты. Поэтому скорость на порядок выше,
а продолжительность сушки меньше. Этот способ применяется тогда, когда нужна малая продолжительность сушки и нет опасности порчи материала.
Кондуктивная сушка — в этом случае теплоносителем является нагретое твердое тело. Непосредственный подвод тепла и высокий температурный градиент обеспечивает высокую скорость сушки тонких материалов, которая может быть на один-два порядке выше скорости конвективной сушки.
Этот способ сушки и передачи тепла применяется при приклейке капталов к бумажной ленте,
в процессе припрессовки прозрачных полимерных пленок к оттискам, в процессе тиснения. Применение этого вида сушки исключается для сушки крышек, т. к. односторонняя подача тепла неизбежно приводит к их короблению. Так же неприемлем этот способ для сушки заклеенных блоков, так как клеевой слой исключает возможность контакта с нагретым телом.
Сушка в электромагнитном теле. При сушке тел в электромагнитном поле температура наружных слоев тела меньше, чем центральных, из-за интенсивного испарения и связанного
с ним охлаждения поверхности. Поэтому уже в начальной стадии процесса имеется температурный градиент, который быстро увеличивается со временем сушки и всегда направлен от поверхности к центру, способствуя удалению влаги.
Этот способ сушки успешно применялся в 50-у годы в типографии «Красный пролетарий»: крышки полностью высыхали за 60 секунд, не коробились и в дальнейшем не плесневели.
Плазменная сушка — в данном способе теплоносителем является низкотемпературная (около 1500К) плазма — открытое пламя газовых горелок.
Скорость плазменной сушки очень высока, так как достаточно высоки температура пламени
и энергия частиц ионизированного раскаленного газа и продуктов его горения. Контакт тела
с открытым пламенем должен быть кратковременным, поскольку температура значительно выше температуры самовоспламенения многих полиграфических материалов. Этот способ может быть использован при сушке корешков заклеенных блоков. В целях пожарной безопасности используются специальные автоматические устройства, выключающие газовые горелки при остановке транспортера с полуфабрикатом.
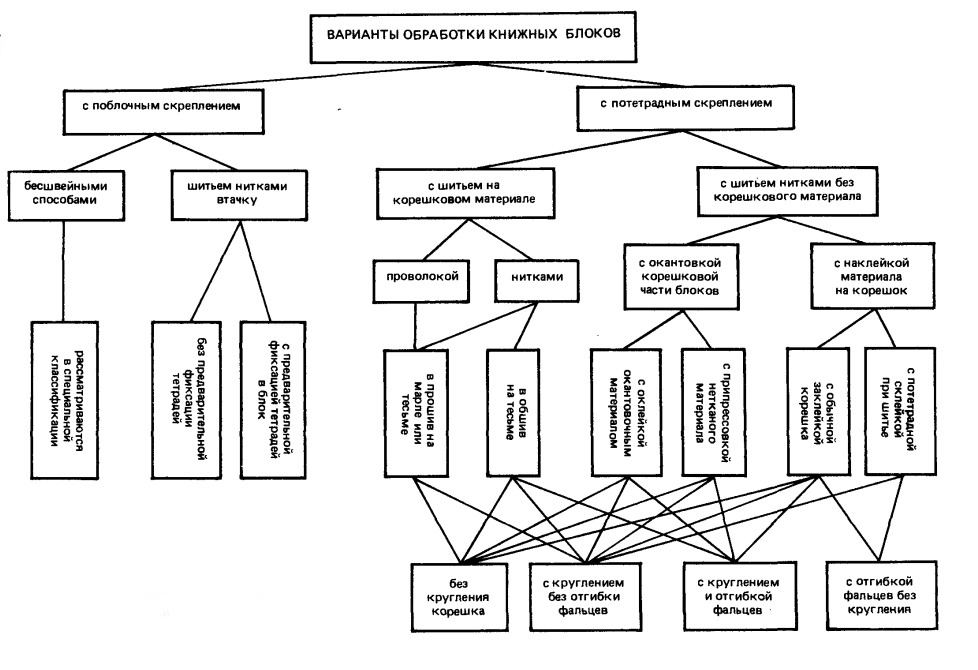
Виды корешков
Тип конструкции корешковой части блока определяется:
Видом элементов конструкции блока и способом их скрепления между собой Видом упрочняющего корешок материала и способом его прикрепления к корешку Геометрической формой полученной после обработки блока Характером клеевых соединений, скрепляющих тетради сшитого блока Наличием и составом наклеиваемых деталей Числом и свойством наносимых клеевых слоев Характером элементов, обеспечивающих прочность соединения книжного блокас переплетной крышкой.
Технологическая схема изготовления брошюр в обложке
при шитье проволокой втачку
- Получение тетради
- Разрезка
- Фальцовка
- Комплектовка подборкой
- Шитьё проволокой втачку
- Обрезка с трёх сторон
- Контроль и упаковка
Занятие восьмое
Обработка книжных блоков
Приклейка ляссе
Ленточка-закладка («ляссе») приклеивается обычно костным клеем на кругленный корешок блока под верхний каптал. За рубежом практикуют иногда приклейку двух закладок разного цвета в один блок. Тесьма предварительно разрезается на заготовки длиной, равной диагонали обрезанного блока с припуском 3-5 см, и вкладывается в середину блока.
Процесс может быть автоматизирован или же эта операция производится вручную.
Приклейка капталов
Приклейку капталов производят для скрепления краев тетрадей и для придания блоку законченного вида.
Приклейка гильзы
Гильза (полоска бумаги) придает дополнительную прочность корешку.
Технологическая схема изготовления книжного издания сшитого нитками
- получение тетрадей рулонной ротацией
- комплектовка подборкой
- обжим корешка
- обрезка с трёх сторон
- кругление корешка
- отбивка фальца
- подготовка корешкового материала
- раскрой.
- приклейка корешкового материала
- приклейка каптала, бумажной ленты
- сушка
- вставка блока в переплётную крышку
- прессование и сушка
- штриховка
- одевание суперобложки.
- укладка в футляры.
Способы клеевого бесшвейного скрепления (КБС)
По виду скрепляемых элементов клеевые способы делятся на три группы:
Со срезкой корешковых фальцев тетрадей — без роспуска листов, с роспуском листов перед промазкой, с армированием корешка С частичным разрушением корешковых фальцев тетрадей — с перфорацией корешковых сгибов в фальцмашинах, с выфрезеровыванием в корешке блока отдельных зон, с высечкой шлицев в фальцах тетрадей сразу после фальцовки или в корешке блока после комплектовки Без срезки корешковых фальцев — из односгибных тетрадей с роспуском или без роспсуска листов, из предварительно скрепленных многосгибных тетрадей, скреплением высокочастотным нагревом полос термоклея в зонах корешковых фальцев тетрадей.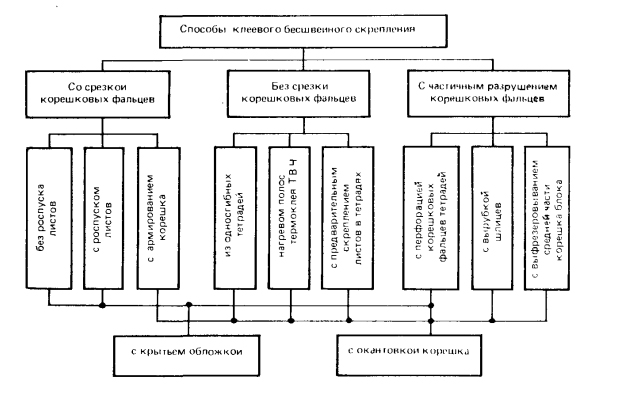
Шитье термонитями
Особое место среди способов бесшвейного скрепления занимают способы с предварительным скреплением листов в многосгибных тетрадях и среди них — способ с прошиванием тетрадей термонитями, который объединяет в себе скрепление листов в тетрадях скобками из термонитей и клеевое скрепление ножек нитяных скоб на корешковых фальцах между собой.
Тетради в процессе фальцовки прошиваются термонитями, концы которых привариваются
к внешней стороне корешка тетради. Полученные стежки скрепляют доли в тетради. Подобранные в блок тетради проклеивают и корешок блока окантовывают материалом
с выходом на форзацы. При выпуске изданий в обложке корешок не окантовывают, а к нему приклеивают обложку.
Преимущества и недостатки основных видов скрепления блоков
Шитье проволокой
Плюсы:
Простота и экономичность, малая затрата рабочего времени, хорошо подходит для малотиражных изданий.
Минусы:
При шитье в разъем неудобство фиксации раскрытого блока в нужном положении в момент прошивки, при шитье в тачку — ухудшается раскрываемость, требует увеличения корешкового поля, с одновременным уменьшением формата набора.
Шитье нитками
Плюсы:
Конструкция швейного скрепления обладает определенной упругостью и гибкостью; листы
в тетрадях соединяются достаточно прочно, издание долговечны, допускает изменения технологии блоков на последующих операциях.
Минусы:
Трудоемкость в изготовлении, значительное утолщение корешка блоков, большая цена.
КБС
Плюсы:
Позволяет обрабатывать блоки практически любой толщины (от 3 до 60 мм), обеспечивает высокую прочность склейки, высокая эластичность клеевой пленки, клей нетоксичен
и относительно дешев.
Минусы:
Сравнительно длительное закрепление клеевой пленки, в следствии чего невозможность работать на скоростях свыше 80–150 цикл/мин.; необходимость длительной сушки до последующих операций, деструкция термоклеёв, деформация клеевого скрепления при раскрывании книги.
Факторы влияющие на качество КБС
КБС с фрезерованием корешка при использовании ПВАД
Прочность и долговечность КБС зависят от следующих факторов: качества механической обработки поверхности корешка блоков; физико-механических свойств применяемой бумаги; физико-химических свойств клея на основе ПВАД, режимов прессования и сушки блоков после крытья обложкой или окантовки корешка.
Качество подготовки поверхности корешка к нанесению клея (срезка фальцев
и торшонирование) является одним из важнейших факторов, определяющих прочность КБС блоков. Качество обработанной поверхности корешка характеризуется макро - и микрогеометрией поверхности бумаги, которая в свою очередь, представляет собой среднее арифметическое значение высоты макронеровностей торцов листов. Качество сфрезерованной поверхности корешка зависит от параметров механической обработки корешка: зазоры между зажимом блока и зубцами фрезы, глубины фрезерования, скорости подачи блока на фрезу, остроты резцов фрезы, а также от вида бумаги и направления ее раскроя относительно корешка блока. Большую роль во взаимодействии на граница раздела клей-бумага играют микронеровности, высота которых колеблется в пределах 1–10 нм.
Гладкие срезы листов (при обрезке корешка блока плоским ножом) имеют малую площадь склейки с клеевой пленкой, а их микрогеометрия не обеспечивает хорошего смачивания
и адгезии клея к бумаге.
Большие неровности также затрудняют смачивание бумаги клеем: в них скапливается бумажная пыль и воздух, мешающие контакту клея с бумагой. Поперечные пропилы и прорези повышают прочность КБС незначительно.
Физико-механические свойства применяемой бумаги, так же как и состав по волокну, степень проклейки, направление раскроя, толщина листов, оказывают существенное влияние на прочность КБС книжных блоков.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
