

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для доверительной вероятности 0,68 получают соотношение
![]() (2.1)
(2.1)
где д — допустимая погрешность измерения. Она показывает возможное отклонение среднего значения выборки от среднего значения генеральной совокупности и имеет смысл среднеквадратичного отклонения выборки.
Когда оценку выполняют не по альтернативному, а по количественному признаку, информация о дефектности или качестве продукции (с требуемой точностью) может быть достигнута при меньшем объеме выборки, причем необходимое количество испытаний тем меньше, чем меньше разброс контролируемого признака в генеральной совокупности, как видно из (2.1).
§ 2.4 Вероятностное обоснование норм допустимости дефектов
При обосновании норм допустимости дефектов (несплошностей) требуется прежде всего ввести некоторый единый показатель, характеризующий дефектность изделий. Чаще всего используют суммарную площадь дефектов ![]() , отнесенную к площади сечения изделия S, поскольку уменьшения площади сечения характеризует уменьшение прочности на разрыв. Однако такой подход требует уточнения.
, отнесенную к площади сечения изделия S, поскольку уменьшения площади сечения характеризует уменьшение прочности на разрыв. Однако такой подход требует уточнения.
С точки зрения работоспособности изделия, особенно испытывающего многократные (усталостные) нагрузки, наиболее опасны плоские дефекты с острыми краями: трещины, неслитины (в литье), непровары (в сварных швах) (§ 5.2, 5.5). Дефекты округлой формы (шлаковые включения, газовые поры) менее опасны. С учетом изложенного при определении дефектности следует не просто суммировать площади дефектов, а вводить коэффициенты rk, характеризующие влияние дефекта на работоспособность изделия. В результате показатель дефектности определяют как ![]() . Более подробно этот вопрос рассмотрен в § 6.2.
. Более подробно этот вопрос рассмотрен в § 6.2.
При определении норм допустимых дефектов необходимо учитывать несколько аспектов. С точки зрения эксплуатации важно оценить влияние дефектов на работоспособность изделия. Здесь учитывают характер нагрузки изделия (статическая, динамическая, усталостная), причем в зависимости от этого будут изменяться коэффициенты rk, принимают во внимание неизбежный разброс свойств материала изделия.
Технологический аспект обоснования норм допустимых дефектов учитывает возможность изготовления изделия с минимальной дефектностью и необходимость поддерживать такое качество технологического процесса, чтобы уровень дефектности был всегда ниже уровня, требуемого эксплуатационной надежностью. Таким образом, нормы допустимых дефектов, выбираемые из требований технологического аспекта, должны быть более жесткими, чем из эксплуатационного.
К технологическому аспекту примыкает экономический. Совершенствование технологии с целью уменьшения дефектности связано с определенными затратами. С другой стороны, низкий уровень технологии приведет к большим эксплуатационным расходам на простой и ремонт оборудования. Нормы дефектов должны соответствовать минимуму суммарных расходов (§ 7.3).
На практике многие данные, необходимые для установления норм дефектности, оказываются неизвестными. Поэтому конструктор выбирает материалы и размеры изделия исходя из отсутствия в материале дефектов и принимает некоторый коэффициент запаса прочности, который учитывает в том числе и возможность наличия дефектов. Предприятие выпускает изделие, сообразуясь с возможностями технологии, условиями приемки, которые зависят от степени ответственности объекта. На основании опыта НК первых партий изделий или аналогичной продукции устанавливают нормы дефектности, с тем чтобы брак не превышал определенной доли от выпуска. Однако с совершенствованием производства происходит постепенный переход к установлению научно обоснованных норм дефектности.
Дефектоскопический аспект обоснования норм допустимых дефектов определяется особенностями применяемого метода контроля. От этого зависит надежность выявления дефектов различных типов (видов), объем сведений о них и степень достоверности этих сведений. С учетом изучаемого предмета рассмотрим вопрос обоснования норм в дефектоскопическом аспекте.
Предположим, нормы по дефектности с учетом вида дефектов установлены и стоит задача выбора норм для дефектоскопирования.
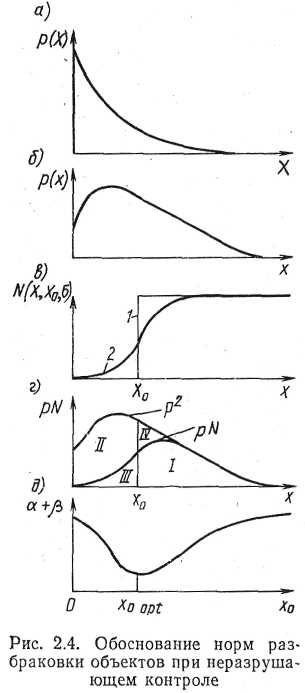
Рис. 2.4. Обоснование норм разбраковки объектов при неразрушающем контроле
Практически для большинства методов НК существуют признаки, позволяющие квалифицировать тип дефекта. Если эти признаки говорят о том, что дефект плоский (с большим rk), то его, как правило, относят к недопустимому. Остается, однако, задача, как выбрать измеряемые параметры для дефектов других типов, чтобы нормы браковки по показаниям методов НК оптимально соответствовали установленным нормам. Задача эта относится к теории оптимальных решений или математической теории игр. Многочисленные исследования показали, что чем крупнее дефект, тем меньше вероятность его появления. Хорошей аппроксимацией распределения дефектов по реальным размерам (параметру X) служит экспоненциальное распределение (рис. 2.4, а) [4, 6]:

Задача установления детерминированной связи между параметрами X и х, где х — размер дефекта, измеряемый неразрушающим методом — одна из важных для применяемого метода НК. Предположим, зависимость х от X установлена. Воспользовавшись ею, можно перейти к распределению дефектов по параметру х (рис. 2.4, б). Аналогичным образом можно пересчитать установленный уровень браковки X0 в х0 — браковочный критерий по показаниям метода НК. Однако ниже будет показано, что выбор Х0 нуждается в уточнении.
Если бы процесс дефектоскопии позволял измерять параметр с абсолютной точностью, то мы могли бы разделить все дефекты на две группы: х < х0 и х > х0 (кривая 1 на рис. 2.4, в). Однако в действительности измерения выполняются приближенно, а результаты измерения х0 группируются относительно этого значения по нормальному закону. Поскольку стоит задача разделить дефекты на большие и меньшие относительно х0, следует воспользоваться интегральной кривой нормального распределения N(x) (кривая 2 на рис. 2.4, в).
В результате перемножения вероятностей р(х) и N(x) получим нижнюю кривую на рис. 2.4, г. На рисунке указаны области, соответствующие правильному забракованию I, правильной оценке годности продукции II и области ошибок от перебраковки III площадью б и недобраковки IV площадью в. Точку х0 можно перемещать по оси х и получать различные б и в. Если принять стоимости ошибок, связанных с недобраковкой (I) и перебраковкой (F) равными, то оптимальное значение х0 будет соответствовать минимуму суммарной площади б+в (рис. 2.4, д). Этот критерий называют критерием идеального наблюдателя. Если I>F и I/F=V, то оптимум будет соответствовать минимальному значению б+Vв (критерий Байеса). Иногда выдвигают задачу, чтобы значение в не превосходила некоторого в0 — Это критерий Неймана—Пирсона, который применяют в тех случаях, когда ущерб от недобраковки нельзя оценить в стоимостном выражении и найти значение V. В этом случае положение точки х0 будет определяться заданной площадью в0 — Эти вопросы рассмотрены в гл. 6, а также в кн. 5.
В реальных условиях эксперимента нет необходимости построения всех показанных на рис. 2.4 кривых. Достаточно для некоторой выборки провести НК с измерением параметра х. Далее с помощью разрушающего контроля оценить допустимость каждого дефекта с точки зрения установленной нормы дефектности, при этом следует выявить и учесть также не обнаруженные при контроле дефекты. Затем, принимая ряд значений х гипотетически, за х0, рассчитать для них суммы перебракованных и недобракованных изделий (если, например, пользоваться критерием идеального наблюдателя) и получить кривую, минимум которой укажет оптимальное значение x0. При таком эксперименте отпадает необходимость в оценке зависимостей р(Х), Х(х) и точности измерения параметра х.
Задача.
2.1. Дисперсия прочности стали определенной марки известна: у = 4,5 кгс/мм2. Проверку прочности данной плавки выполняют испытанием на разрыв образцов. Сколько образцов (n) необходимо взять, чтобы с доверительной вероятностью 0,68 ошибка этих испытаний не превышала 2 кгс/мм2 ?
Решение: В формуле (2.1) принимаем д = 2 кгс/мм2. Тогда n = (у/д)2 = (4,5/2)2≈5 образцов.
Глава 3 СТАНДАРТИЗАЦИЯ И МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
§ 3.1 Система стандартизации и метрологического обеспечения неразрушающего контроля
В общем случае задача НК сводится к количественной оценке качества объектов. Вопросы измерения качества продукции — содержание науки квалиметрия (от лат. qualis — какой, какого качества). Квалиметрия — раздел метрологии (от греч. мефспх — мера, лпгпо — учение, наука), т. е. науки об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности (ГОСТ 16263 - 70).
В метрологии предметом измерения (мерой) являются физические величины, т. е. определенные свойства (меры), общие в качественном отношения для многих физических объектов, но в количественном отношении индивидуальные для каждого из них. К физическим величинам, например, относятся длина, время, масса, температура, акустическое давление, электрическое напряжение, сила, мощность и т. п. В квалиметрии мерами свойств объектов являются их показатели качества.
Понятия «физическая величина» и «показатель качества» не тождественны. Например, масса — физическая величина, а масса дефектоскопа — показатель его транспортабельности; яркость — физическая величина, а яркость развертки на экране дефектоскопа — эргономический показатель; цена — экономическая величина, а цена дефектоскопа — экономический показатель, определяющий интегральный критерий его эффективности.
Количественной характеристикой физической или нефизической величины служит ее размер. Получение информации о размере — содержание любого измерения. Простейший способ представления информации о размере физической величины или показателя качества— расположение размеров в порядке возрастания или убывания, т. е. в виде шкалы порядка (например, распределение квалификации операторов по шкале разрядов). Расстановку размеров по шкале порядка с целью получения измерительной информации называют ранжированием (например, распределение дефектов в порядке возрастания их коэффициента опасности, см. табл. 6.1). Для упрощения измерений по шкале порядка некоторые точки на ней можно зафиксировать в качестве опорных (реперных). Если в качестве опорной точки принята такая, в которой размер равен нулю, то по такой шкале (шкала отношений) можно отсчитать абсолютное значение размера и определить, на сколько (и во сколько) один размер больше или меньше другого.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
