

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
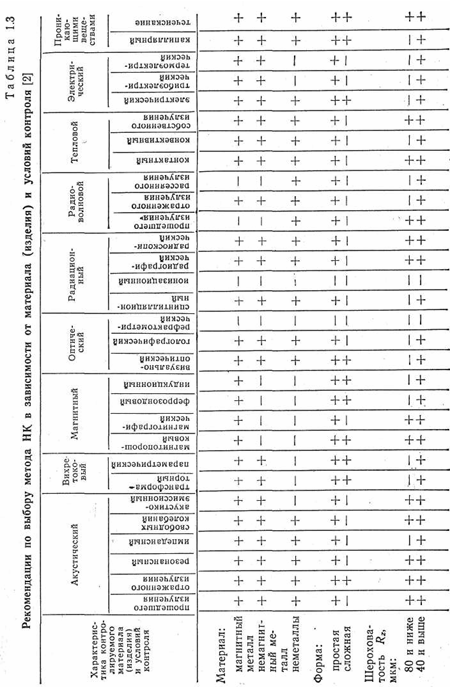
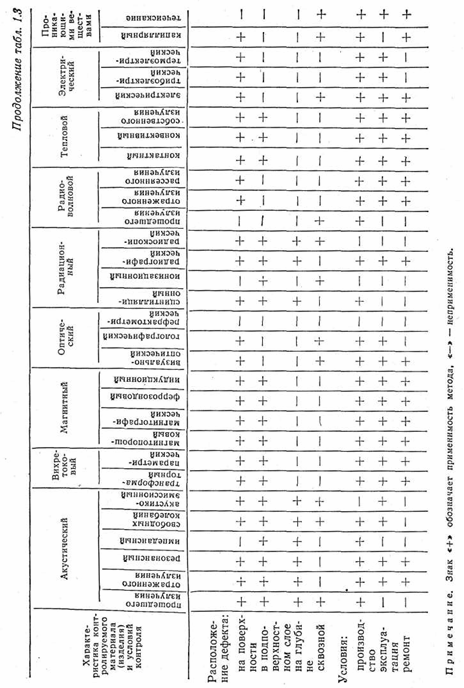
Сравнение можно проводить по глубине расположения дефектов, которые этими методами выявляются. Контроль течеисканием рассчитан на выявление только сквозных дефектов. Визуальные и капиллярные методы контроля позволяют обнаруживать только дефекты, выходящие на поверхность (в том числе несквозные). Магнитные и вихретоковые методы позволяют обнаруживать как поверхностные, так и подповерхностные (залегающие на глубине нескольких миллиметров) дефекты. Радиационные и акустические методы могут обнаруживать как поверхностные дефекты, так и внутренние.
Наиболее вредны для здоровья обслуживающего персонала радиационные и радиоволновые методы. Определенную токсичность имеют методы капиллярные и течеискания при использовании некоторых типов пробных веществ и ультрафиолетовых осветителей. Влияние остальных методов на здоровье обслуживающего персонала не установлено (гл.8).
Наиболее благоприятны для автоматизации контроля вихретоковые, магнитные методы с феррозондовыми и индукционными преобразователями; радиационный радиометрический и некоторые тепловые методы. Главные их преимущества заключаются в отсутствии механического контакта преобразователя с объектом и представлении информации о дефектах в виде показаний приборов. Перечисленным методам уступает ультразвуковой метод, для которого, как правило, необходим акустический контакт преобразователей с изделием, например через слой воды. Трудность автоматизации других методов заключается в необходимости визуальной обработки информации о дефектах, которую эти методы представляют.
По стоимости выполнения контроля наиболее дорогие методы — радиографические и течеискания. Это связано с длительностью операций контроля, а также необходимостью капитальных затрат на оборудование и помещения. Низка производительность также у капиллярного контроля. Если сравнить затраты на проведение радиационного и ультразвукового контроля сварных соединений толщиной 10...20 мм, то для ультразвукового контроля они будут в 3...5 раз меньше. Преимущество будет возрастать с увеличением толщины сварных соединений.
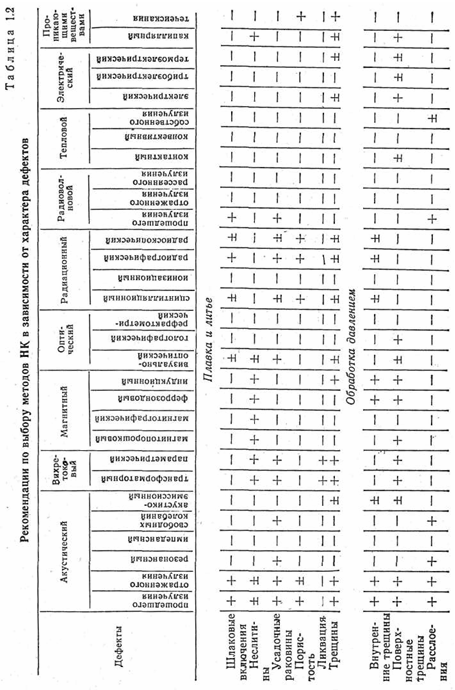
Функциональные особенности видов НК определяют принципиальные возможности и рациональные области применения методов НК. (табл. 1.2 и 1.3). Определения упоминаемых в табл. 1.2 дефектов, причины их возникновения и способы исправления рассмотрены в гл. 5. Для контроля качества ответственных объектов необходимо использовать системы НК, включающие несколько дополняющих друг друга методов [2, 8, 10, 14, 18, 21]. Подробнее системы контроля рассмотрены в гл. 6.
Таблица 1.2 Рекомендации по выбору метода НК в зависимости от характера дефектов |
|
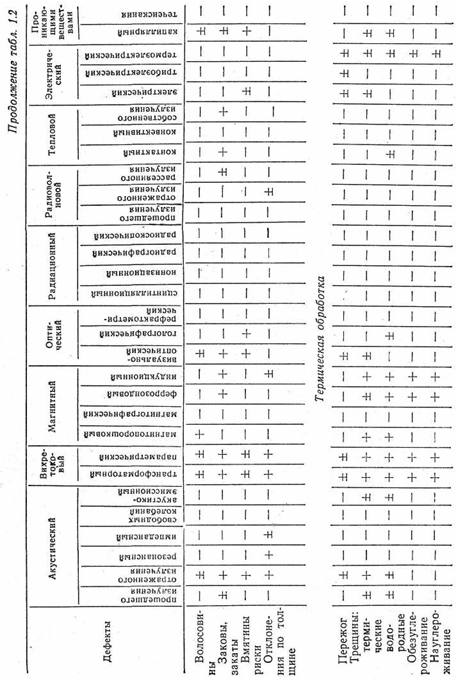
Продолжение таблицы 1.2 |
|
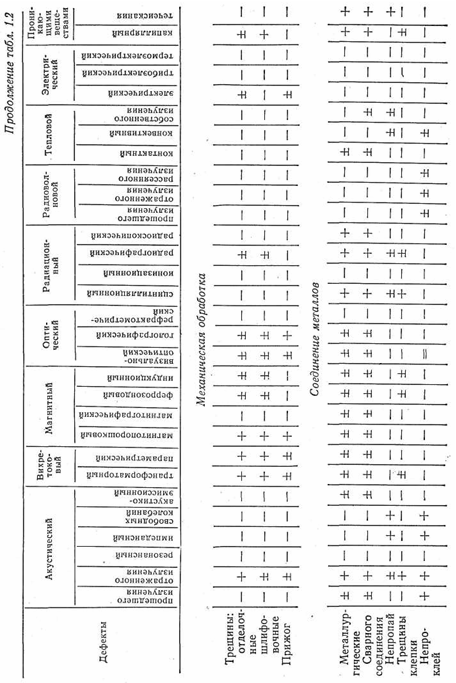
Продолжение таблицы 1.2 |
|
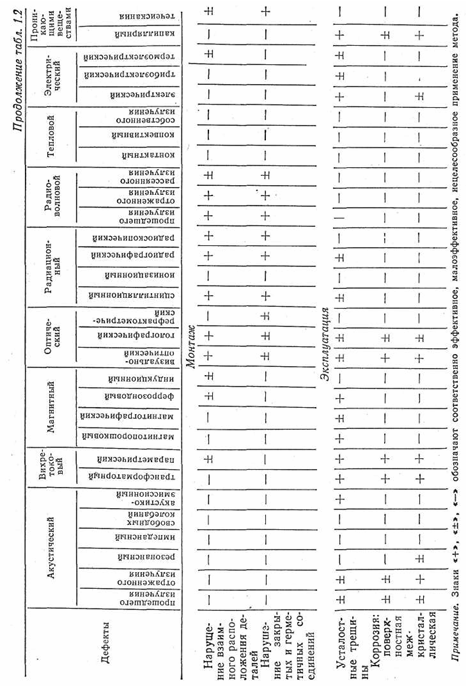
Продолжение таблицы 1.2 |
|
Таблица 1.3 Рекомендации по выбору метода НК в зависимости от материала (изделия) и условий контроля (2) |
|
Продолжение таблицы 1.3 |
|
Контрольные вопросы
1 На склад поступила продукция: выращенные в институте кристаллы кварца и в совхозе лимоны, а также комплекты радиодеталей к приемникам конкретного типа и олово для их распайки. К каким видам продукции относятся кристаллы, лимоны, комплекты и олово?
2 Что определяют термины «тип» и «вид» дефекта? Могут ли дефекты различного типа принадлежать к одному виду? Приведите пример.
3 При проверке дефектоскопа, поступившего с завода-изготовителя, установлена его работоспособность; в то же время обнаружено отслаивание покрытия на лицевой панели дефектоскопа с повреждением отдельных букв в надписях к органам управления. Что это — дефект, неисправность или отказ? Если дефект, то дайте его полную характеристику.
4 Выберите из имеющихся перед вами какой-либо объект (изделие) и выпишите перечень свойств, которые, по вашему мнению, определяют качество объектов данного типа; установите коэффициенты весомости л для каждого единичного показателя качества (n=1,10) и затем оцените баллом j(j = 3,2,1,0) каждый единичный показатель качества рассматриваемого вами объекта. По формуле (1.2) рассчитайте значение комплексного показателя качества G выбранного вами объекта и оцените уровень его качества, если базовый комплексный показатель качества рассчитан из условия, что все единичные показатели качества оценены баллом j=3.
При оценке качества арбузов используют методы, основанные на осмотре окраски арбуза и оставшейся части стебля; прослушивании (анализе) звука, возникающего в арбузе при простукивании его пальцами руки; то же, при сжатии арбуза руками; осмотре части, вырезанной из арбуза. В соответствии с принятой классификацией видов контроля (см. рис. 1.2), выпишите виды, присущие рассмотренным методам контроля. В каких случаях каждый метод оказывается разрушающим и в каких — неразрушающим? Используется ли в изложенных методах испытание арбузов?
Глава 2 СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
§ 2.1 Применение теории вероятности к вопросам контроля качества
Технологический процесс изготовления изделий содержит более или менее значительные ошибки случайного характера, т. е. возникающие в результате влияния непостоянно действующих факторов. Такие ошибки следует отличать от систематических, которые возникают в результате неправильного выбора материалов, конструкции, неверных технологических предписаний. Процесс контроля изделий также содержит ошибки случайного характера. Для изучения случайных процессов привлекают методы статистики.
Основные задачи, решаемые с применением статистических методов, следующие:
1 Статистический анализ результатов контроля с целью регулирования технологии производства.
2 Установление оптимальных планов выборочного контроля и критериев оценки результатов в соответствии с задачами производства и эксплуатации.
3 Оценка точности и достоверности результатов контроля, оптимизация основных параметров (методики) контроля.
4 Установление корреляции между показателями качества, технологией изготовления продукции и ее эксплуатационными характеристиками, критериев оценки качества с учетом названных факторов, т. е. норм допустимых дефектов.
В дальнейшем будут рассмотрены некоторые из сформулированных задач. С этой целью напомним основные понятия теории вероятности [6], интерпретируя их применительно к вопросам контроля качества продукции. В данном случае генеральной совокупностью называют все количество однотипных изделий, выпускаемых одним или несколькими предприятиями. Выборка — некоторое количество изделий, выпущенных за определенный период времени или отобранных для выборочного контроля. Законом распределения вероятности называют зависимость между значениями измеряемых случайных величин и вероятностью их появления.
Понятие вероятности применяют к дискретным и непрерывно меняющимся величинам. Соответственно сами вероятности будут дискретными или непрерывно изменяющимися. Например, дискретной величиной будет вероятность нахождения числа дефектных и годных изделий в выборке из изделий, взятой для испытаний. Если вероятность наблюдения брака в результате одного испытания равна р, то вероятность обнаружить k бракованных в партии из п изделий будет [6]:
![]()
Этот закон распределения вероятностей называют биномиальным. Для него среднее значение (или математическое ожидание) равно
![]()
Это очевидный результат: если вероятность брака р, то в партии из n изделий наиболее вероятно встретим пр бракованных изделий.
Дисперсия (рассеяние) показывает, насколько велик разброс вероятности относительно найденного среднего значения. Для биномиального распределения она равна
![]()
Среднее квадратическое отклонениее ![]() Вероятность того, что брак встречается в партии не более чем m раз, называют кумулятивной (накопленной) вероятностью:
Вероятность того, что брак встречается в партии не более чем m раз, называют кумулятивной (накопленной) вероятностью:
![]()
При m = n Р(m) = 1, так как сумма всех вероятностей (достоверного события) равна 1.
Если испытать партию из п изделий и определить количество годных п—k1 и бракованных k1, то найденные k1/n и (п— k1)/n (их называют частостями событий) будут отличаться от p(k), р(п—k). Однако многократное повторение подобных испытаний приведет к тому, что средние значения частостей будут приближаться к вероятностям и сравняются с ними при бесконечно большом повторении испытаний.
Примером распределения непрерывной величины может служить очень часто встречающееся в технике нормальное, или гауссовское, распределение (рис. 2.1):
Здесь f(x) — плотность распределения вероятности, она показывает вероятность того, что изучаемая величина лежит в бесконечно узком интервале от х до x+dx. Среднее значение х и дисперсия D

Вероятность того, что измеряемая величина не превосходит некоторое заданное х, называют интегральным, законом, распределения: ![]() Если исследуемая величина (например, прочность) не имеет отрицательных значений, то нижний предел интегрирования равен 0.
Если исследуемая величина (например, прочность) не имеет отрицательных значений, то нижний предел интегрирования равен 0.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
