

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
§ 7.4. Оценка технического уровня средств НК
Технический уровень продукции (в данном случае средств НК) определяют как относительную характеристику качества продукции, основанную на сопоставлении значений показателей, характеризующих техническое совершенство оцениваемой продукции, с соответствующими базовыми значениями [21]. Таким образом, это понятие тесно связано с более общим понятием качества продукции, рассмотренным в гл. 1 и 3. Здесь отмечены особенности определения технического уровня средств НК.
Технический уровень складывается из совокупности единичных показателей, таких, как показатели назначения (основные свойства, определяющие область применения), материалоемкость, энергоемкость, технологичность изготовления и т. д. Их базовые значения беруется либо из ГОСТ ОТТ (см. гл. 3), либо как показатели базового образца. Базовый образец продукции должен характеризоваться реально достижимой совокупностью оптимальных значений показателей качества. Им может служить реальный или планируемый к освоению образец продукции, отвечающий на момент оценки самым высоким требованиям с точки зрения эффективной эксплуатации.
Для базового образца и оцениваемой продукции выбирают номенклатуру единичных показателей качества, наиболее объективно характеризующих качество этой продукции в целом. Из них формируют обобщенный показатель качества, обычно в виде суммы единичных показателей, умноженных на коэффициенты, учитывающие важность данного единичного показателя. Чем больше отношения обобщенных показателей качества для оцениваемой продукции и базового образца, тем выше технический уровень продукции.
Для средств НК в номенклатуру единичных показателей входят:
1 Количественные или качественные показатели, непосредственно характеризующие возможность средства НК выполнять свои функции. Например, для дефектоскопов это возможность обнаруживать искусственные или естественные дефекты заданной формы, размеров и расположения, для толщиномеров — диапазон и точность измерения толщины.
2 Количественные технические характеристики, необходимые для обеспечения выполнения прибором своих функции. Для приборов радиационного контроля, например, к ним относят напряжение и ток источника.
3 Количественные технические характеристики измерительных узлов приборов: измерителей расстояний, амплитуд, фаз, частот, напряжений.
4 Количественные или качественные характеристики наиболее важных вспомогательных узлов средства контроля, обеспечивающих удобство эксплуатации. Для ультразвукового дефектоскопа, например, это автоматический сигнализатор дефектов, блок выравнивания; чувствительности по глубине прозвучипания, «лупа времени».
5 Конструктивные показатели: масса, габаритные размеры.
6 Для автоматических и механизированных установок НК — производительность контроля, степень автоматизации: наличие автокалибровки, блока запоминания режимов работы, самодиагностики, статистической обработки результатов, самообучения. Последние функции требуют применения встроенной ЭВМ.
7 Показатели надежности: срок службы, средний ресурс, средняя наработка на отказ, ремонтопригодность, срок сохранности (например, для УЗ-преобразователей).
8 Показатели использования электроэнергии, охлаждающей или иммерсионной жидкости, сжатого воздуха.
9 Показатели экологической и технической безопасности (радиации, отходов вредных веществ).
10 Степень стандартизации и унификации, определяемая коэффициентами применяемости, повторяемости стандартных узлов и деталей.
11 Показатели условий применения средства НК: климатические (температура, влажность, атмосферное давление), прочностные (вибропрочность, ударопрочность и т. д.), показатели защищенности от воздействий окружающей среды (защищенность от воздействия радиации, электромагнитных полей, агрессивных сред).
Средства НК иногда объединяют в типоразмерные (параметрические) ряды. Входящие в них конкретные средства предназначены для контроля продукции одного типа, но отличающейся по своим размерам. Например, дефектоскопы для контроля труб составляют параметрический ряд приборов, обеспечивающих возможность контроля труб разного диаметра. Иногда на такие параметрические ряды составляют единые карты технического уровня.
Карта технического уровня (КУ) — это документ, который входит в комплект технической документации на продукцию (в том числе на средства НК) и применяется для комплексной оценки ее технического уровня и качества. Карту используют на всех этапах проектирования и выпуска средства НК для определения целесообразности его разработки, постановки на производство, необходимости модернизации или снятия с производства.
Согласно ГОСТ 2.116 - 84 карта включает пять форм.
Форма 1 «Общие данные о продукции» включает разделы: назначение, область применения, разработчик, выпускающая организация, основные даты (начало и окончание разработки, серийного производства и т. д.), основной показатель технического уровня качества и др.
Форма 2 «Определение технического уровня и качества продукции» содержит данные о номенклатуре показателей качества, их фактических значениях для оцениваемой продукции и продукции, приводимой для сравнения (базового или реального заменяемого образца).
Форма 3 «Сведения о представителях типоразмерного ряда, группы продукции» содержит данные о конкретных модификациях продукции из типоразмерного ряда, если на этот ряд составлена общая КУ
Форма 4 «Данные об аналогах» конкретизирует сведения формы 2 о заменяемом образце продукции.
Форма 5 «Сведения 6 качестве продукции» содержит данные об аттестации и государственных испытаниях продукции.
Карту технического уровня составляет и ведет предприятие-разработчик, постепенно заполняя ее при выдаче течнического задания и по мере прохождения этапов разработки. Форму 5 КУ заполняет предприятие—изготовитель продукции.
Таблица 7.1
Исходные данные
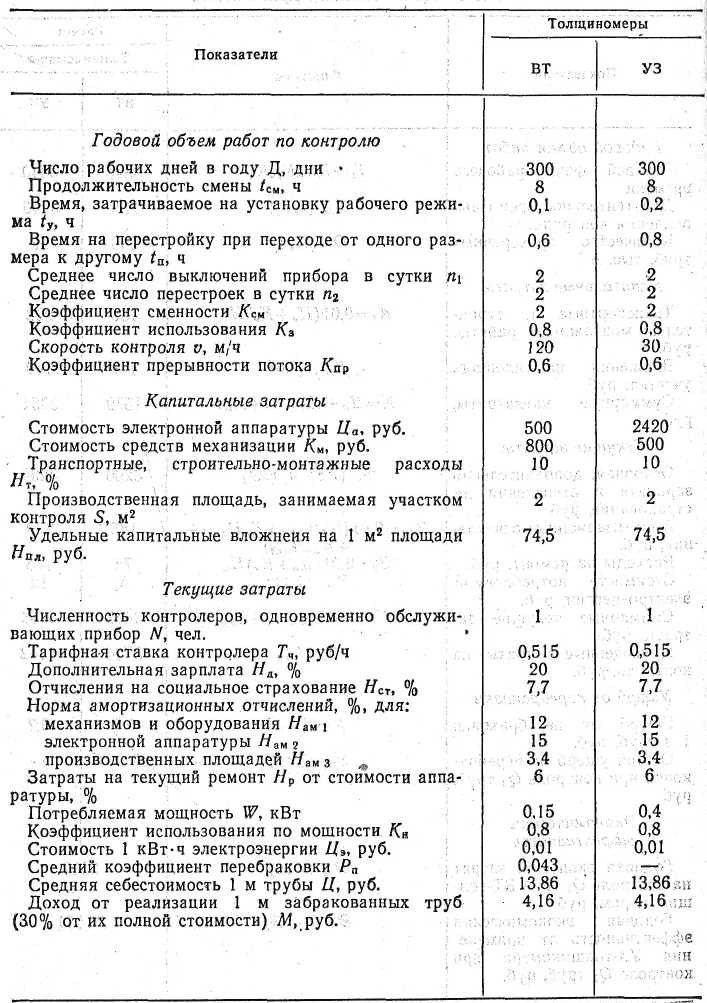
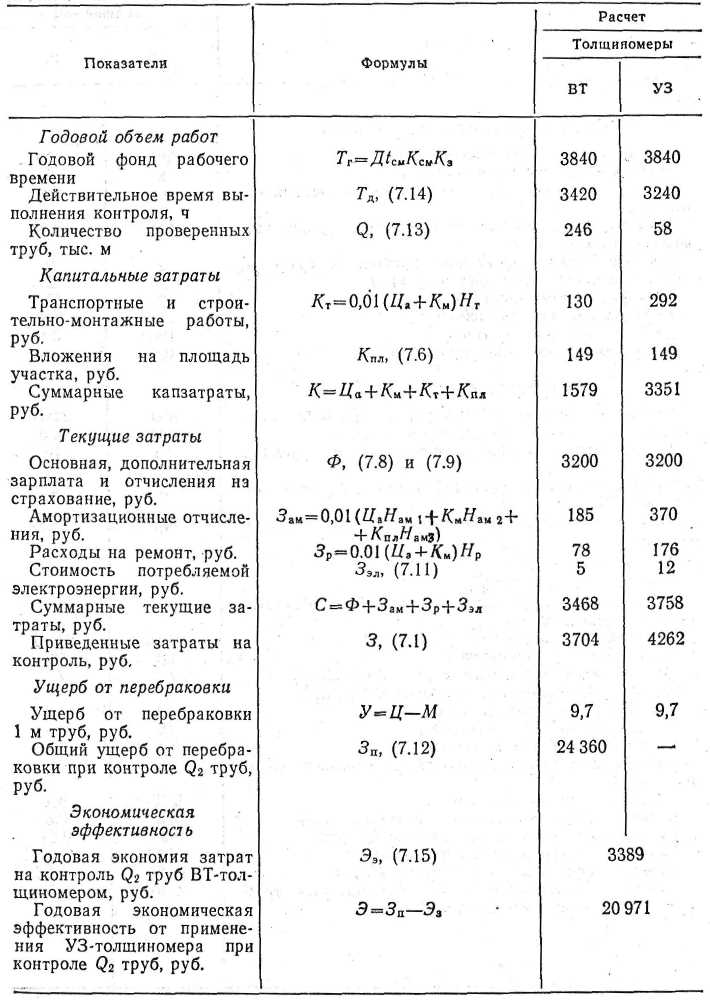
Таблица 7.2
Расчет экономической эффективности
Задачи
7.1. Сопоставить два варианта измерения толщины стенок труб в потоке: вихретоковым (ВТ) и ультразвуковым (УЗ) толщиномерами. Производительность ВТ толщиномера выше, аппаратура стоит дешевле. В то же время при сравнительных испытаниях вихретоковый толщиномер ошибочно забраковал на 4,3% труб больше (перебраковка), а среди труб, признанных годными, вихретоковым прибором обнаружено 1,5% негодных труб (недобраковка).
Решение. Расчеты экономической эффективности оформляют в виде таблиц, в одной из которых приводят исходные данные (табл. 7.1), а в другой — промежуточные и окончательный результаты (табл. 7.2). В приведенном ниже примере расчета использована эта форма. Исходных данных по влиянию недобраковки не имелось, поэтому этот фактор не учитывался. На формулы, приведенные в тексте, в табл. 7.2 даны ссылки. Как следует из расчетов, затраты на контроль ВТ толщиномером значительно меньше. Однако влияние перебраковки и большая цена труб привели к тому, что УЗ-толщиномер более экономичен.
7.2. Приведенная ниже задача дает пример совместного учета затрат в процессе производства и эксплуатации. Ввиду сложности, здесь опущен расчет деталей, приведенных в предыдущей задаче, и выделены только наиболее существенные затраты.
Энергетические блоки котел — турбина обладают тем более высокими экономическими показателями, чем больше их мощность. Поэтому существует тенденция строительства блоков мощностью 200, 300, 500, 800 и даже 1200 МВт. Однако переход к строительству мощных блоков потребовал повышения качества контроля.
Сварные соединения труб, поверхностей нагрева котлов, блоков малой мощности, выполненные электродуговой сваркой, контролировались выборочным рентгенографическим (РГ) методом. На заводе-изготовителе суммарные затраты на такой контроль одного блока составляют Зи = 5 тыс. руб. При эксплуатации первых же блоков большой мощности, для которых была сохранена технология контроля сварных соединений, выяснилось, что в среднем на один котел приходится A1 = 9,5 аварийных остановки в год по причине выхода из строя именно этих сварных соединений. Ущерб от каждой аварии оценивается стоимостью ремонтных работ, а главное тем, что на время остановки блока (2...3 сут) недостача электроэнергии покрывается эксплуатацией низкоэффективных блоков малой мощности. В среднем ущерб составляет У = 15,8 тыс. руб. на одну аварию.
В качестве альтернативной технологии контроля был предложен 100%-ный ультразвуковой (УЗ) контроль сварных соединений. Данных по надежности такого контроля к моменту внедрения контроля не имелось. Для их оценка был проведен экспериментальный УЗ-контроль партии, сварных соединений с их последующей разрезкой. В результате были выбраны оптимальные нормы контроля по критерию идеального наблюдателя (§ 2.5), исходя из достижения оптимального соответствия результатов УЗ контроля существующим нормам допустимости реальных дефектов. При использовании этого критерия вероятность перебраковки Рп = 0,009, а недобраковки Рн = 0,004.
Ресурс работы блока t = 10 000 ч = 11,4 года. В каждом котле имеется n = 1000 сварных соединений, контроль которых рассматривается. Стоимость УЗ-контроля сварного соединения Ск = 4,5 руб., а ремонта Ср = 6 руб. Капитальные затраты на УЗ-контроль состояли из стоимости разработки методики и изготовления аппаратуры К2 = 200 тыс. руб. Оценить экономическую эффективность введения УЗ-контроля при годовом выпуске заводом 10 блоков в год.
Решение. Предполагаем, что каждый случай недобраковки является причиной аварии, тогда экономический эффект в сфере эксплуатации составит
![]()
Нормативный ресурс блоков не изменился, поэтому экономический эффект по этому показателю не учитываем.
Изменение затрат на контроль составит

Суммарная экономическая эффективность согласно (7.4) составит
![]()
Приведенные расчеты показывают целесообразность ужесточения критериев забракования с целью уменьшения недобраковки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
