
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
По допустимым пространственным положениям сварки или наплавки электроды подразделяют на четыре вида: для всех положений – индекс 1; для всех положений, кроме вертикального сверху вниз, – индекс 2; для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх – индекс 3; для нижнего и нижнего в лодочку – индекс 4.
По роду и полярности применяемого при сварке или наплавке тока, а также номинальному напряжению холостого хода, используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются на виды, указанные в таблице 6.
С учетом приведенных данных условное обозначение электродов должно, содержать следующие данные; расположение которых указано на рисунке 6; 1 – тип; 2 – марка; 3 – диаметр, мм; 4 – назначение электродов; 5 – обозначение толщины покрытия; 6 – группа электродов; 7 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 8 – обозначение вида покрытия; 9 – обозначение допустимых пространственных положений сварки или наплавки; 10 – обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 11 – обозначение стандарта ГОСТ 9467-75; 12 – обозначение стандарта на типы электродов.
Таблица 6
Обозначения видов электродов в зависимости от рода и полярности сварочного тока
Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение электродов | Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение электродов | ||
номинальное | Пределы отклонений | номинальное | Пределы отклонений | ||||
Обратная | – | – | 0 | Любая Прямая Обратная | 70 | ±10 | 4 5 6 |
Любая | 1 | ||||||
Прямая | 50 | 5 | 2 | Любая Прямая Обратная | 90 | ±5 | 7 8 9 |
Обратная | |||||||
Обратная | 3 |
Такое полное условное обозначение должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации условное обозначение электродов должно состоять из марки, диаметра, группы электродов и обозначения стандарта ГОСТ 9466-75.Так, например, для электродов типа Э46А (по ГОСТ 9467-75), марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, 2-й группы с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности О полное обозначение будет иметь следующий вид:
 -ГОСТ 9466-75, ГОСТ 9467-75
-ГОСТ 9466-75, ГОСТ 9467-75
а обозначение в технических документах:
электроды УОНИ-13/45-3,0-2 - ГОСТ 9466-75.
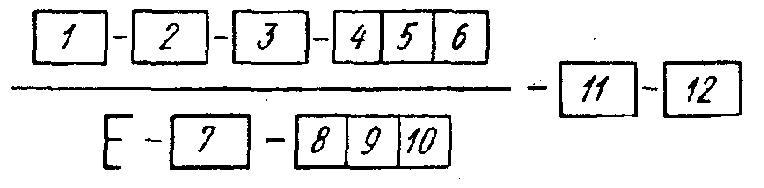
Рисунок 6 - Структура условного обозначения электродов согласно ГОСТ 9466-75
Сущность букв и цифр в знаменателе полного обозначения, характеризующих свойства наплавленного металла, указана в ГОСТ 9467-75. В ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей» регламентировано 14 типов электродов для сварки конструкционных сталей и 9 типов электродов для сварки теплоустойчивых сталей.
Для сварки конструкционных сталей тип электрода содержит букву Э, вслед за которой цифрами указана величина временного сопротивления при разрыве; например: Э38, Э42, Э50 ... Э150. У некоторых типов электродов после цифр поставлена буква А, что характеризует более высокие характеристики пластичности наплавленного металла (см. таблицу 5). Электроды этого типа регламентированы только по характеристикам механических свойств (д5; ув; ан, угол загиба) и содержанию серы и фосфора в наплавленном металле.
Типы электродов для сварки теплоустойчивых сталей в своем обозначении содержат характеристики химического состава наплавленного металла; например: Э-09М; Э-09МХ; Э-09Х1М; Э-05Х2М; Э-09Х2М1; Э-09Х1МФ; Э-10Х1М1НФБ и т. д. Стандарт регламентирует эти электроды как по химическому составу наплавленного металла, так и по его механическим свойствам (д5; ув; ан ).
Согласно требованиям ГОСТ 9467-75 в условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 6,0 мПа в знаменателе (во второй строке - см. рисунок 6) группа индексов, указывающих характеристики наплавленного металла, должна быть записана следующим образом: первые два индекса указывают минимальное значение величины ув (мПа), а третий индекс одновременно условно характеризует минимальные значения показателей д5 и температуры Тх при которой определяется ударная вязкость.
Таким образом, третья цифра будет означать: 0 - дs <. 20 и Тх не регламентированы; 1 - д5 = 20 и Тх = +20 °С; 2 - д5 = 22 и Тх = 0°; 3 - д5 = 24 и Тх = -20 °С; 4 - д5 == 24 и Тх = -30 °С; 5 - д5 = 24 и Тх =-40 °С; 6 - д5 = 24 и Тх = -50 °С; 7 - д5 = 24 и Тх = - 60 °С. Если показатели д5 и Тх различны, то третий индекс соответствует минимальному значению показателя д5, а для Тх вводится дополнительно, в скобках, четвертый индекс, характеризующий показатель Тх. Так, например, для электродов УОНИ-13/45 этот показатель был 432 (5), что соответствует ув = 4,3 мПа; д5 == 2,2 мПа и Тх = -40°С.
В условном обозначении электродов для сварки сталей с ув > 6,0 мПа группа индексов, обозначающих характеристики наплавленного металла и металла шва, указывает среднее содержание основных химических элементов в наплавленном металле и минимальную температуру, при которой ударная вязкость металла составляет не менее 3,5 Дж/м2. Эта запись включает:
а) первый индекс из двузначного числа, соответствующего среднему содержанию углерода в сотых долях процента;
б) последующие индексы, каждый из которых состоит из буквенного обозначения соответствующего химического элемента и стоящего за ним числа, показывающего среднее содержание элемента в наплавленном металле (с погрешностью до 1%);
в) последний индекс, характеризующий минимальную температуру, при которой ан ≥ 3,5 Дж/м2.
У электродов для сварки теплоустойчивых сталей вслед за индексом, характеризующим ан, вводится дополнительный индекс, который указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва (0 - ниже 450°; 1 - 450 - 465°; 2 - 470 - 485°; 3 - 490 - 505°; 4 - 510 - 525°; 5 -530 - 545°; 6 - 550 - 565°; 7 - 570 - 585°; 8 - 590 - 600°;9 — свыше 600°С).
Так, например, электроды для сварки теплоустойчивых сталей типа Э-09Х1МФ по ГОСТ 9467-75 имеют маркировку
![]()
![]() ГОСТ 9466-75 ГОСТ9467-75
ГОСТ 9466-75 ГОСТ9467-75
т. е. марка покрытия ЦЛ-20, диаметр 4 мм, сварка теплоустойчивых сталей Т, толстое покрытие Д, 3-я группа, Тх = 0°С (индекс 2) и температура эксплуатации 570—585 °С (индекс 7), основное покрытие Б, сварка во всех пространственных положениях (индекс 1) на постоянном токе обратной полярности (индекс 0).
Органические соединения, используемые в покрытиях, – мука, крахмал, декстрин, целлюлоза, дают в основном только газовую защиту. В качестве шлакообразующих добавок используют рутил, титановый концентрат, марганцовую руду, окислы марганца и железа чаще в виде руд (гематита, марганцовой руды), алюмосиликаты (гранит), полевой шпат, карбонаты (мрамор) и т. д.
Газовая защита обеспечивается за счет разложения органических составляющих и в результате образования углекислого газа при диссоциации мрамора (СаСОз) в процессе нагрева. Имеющиеся в покрытии ферросплавы связывают кислород, который отдают при нагревании шлакообразующие окислы, входящие в покрытие.
При плавлении кислых покрытий (А) большая часть введенных в них ферросплавов окисляется рудами; легирование металла кремнием и марганцем идет по схеме кремнемарганцевосстановительного процесса; оно не позволяет легировать металл элементами с большим сродством к кислороду. Образующиеся шлаки, обычно кислые, не содержат СаО и не очищают металл от фосфора. В наплавленном металле много растворенного кислорода и неметаллических включений.
В результате швы обладают пониженной стойкостью против горячих трещин, ударная вязкость металла шва обычно не превышает 12 Дж/м2. В связи с высоким содержанием в покрытии ферромарганца и окислов железа они более токсичны, так как аэрозоли в зоне сварки и зоне дыхания сварщика содержат большое количество вредных соединений марганца.
Основу рутиловых покрытий (Р) составляют шлакообразующий компонент – рутиловый концентрат ТiO2 (до 45%), а также алюмосиликаты (слюда, полевой пшат и др.) и карбонаты (мрамор, магнезит); ферромарганца в покрытии обычно меньше 10 - 15%. Газовая защита обеспечивается введением органических соединений (до 5%), а также разложением карбонатов. Покрытия этого вида обеспечивают высокое качество металла шва, малотоксичны и обладают хорошими сварочно-технологическими свойствами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
