
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
СВАРОЧНЫЕ МАТЕРИАЛЫ
Посвящается 70-летию
КазНТУ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
КАЗАХСКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
имени К. И.САТПАЕВА
Кафедра: Металлургические машины и оборудование
СВАРОЧНЫЕ МАТЕРИАЛЫ
Учебное пособие
Алматы 2003
УДК 621.771
. Сварочные материалы. Учебное пособие. Алматы: КазНТУ, 1–121с.
В пособии описаны различные сварочные материалы. Приведены их физико-химические, механические и эксплуатационные свойства, рассмотрены вопросы, связанные с применением сварочных материалов для различных видов сварки и даны рекомендации. Приводятся примеры расчетов образующихся шлаков, составов покрытий электродов и металлургических процессов при сварке. Описаны наиболее часто применяемые электроды.
Учебное пособие предназначено для студентов специальности 250540 (оборудование и технология сварочного производства) при изучении курса «Сварочные материалы».
Ил. 8. Табл. 24. Библиогр.: 11 назв.
Рецензенты: , докт. техн. наук, профессор
, канд. техн. наук
Печатается по плану издания Министерства образования и науки Республики Казахстан
© Казахский национальный технический
университет им.
ВВЕДЕНИЕ
Соединения различных конструкций предназначены для сопряжения отдельных элементов между собой. Выбор вида соединения зависит от вида напряженного состояния соединяемых элементов, величины и характера действующей нагрузки, формы сопрягаемых элементов, условий работы соединения и др.
Сварные соединения – наиболее распространенные соединения. Они требуют на изготовление гораздо меньше времени и материала по сравнению с заклепочными и болтовыми соединениями. Применение сварки обеспечивает высокую прочность соединения, автоматизацию процесса сварки, высокое качество сварного шва при выполнении его не только в заводских условиях, но и в построечных. Благодаря этому сварные соединения применяются во всех металлических конструкциях.
Сварные соединения работают в различных условиях, в связи с чем к ним предъявляются и различные требования. Основным является – обеспечение необходимой механической прочности конструкции. В качестве других требований могут быть отмечены: обеспечение плотности (герметичности), химической стойкости, жаропрочности и пр.
Ассортимент сварочных материалов, их расход и режимы сварки определяются главным образом конструктивными особенностями и условиями работы машин и агрегатов. В большинстве случаев для обеспечения надежной работы конструкции должен быть правильно выбран материал для ее изготовления, что обеспечивает все необходимые эксплуатационные, рабочие характеристики сварной конструкции. Свойства металлов и сплавов, выбранных для сварки, определяются их химическим составом и исходной структурой. Выбирая для каждого конкретного способа сварки соответствующие основные и вспомогательные сварочные материалы, можно активно воздействовать на состав и свойства металла сварного шва. Эти сведения содержатся в данном учебном пособии.
1 СВАРОЧНЫЕ МАТЕРИАЛЫ
1.1 Назначение сварочных материалов
При сварке плавлением монолитное, неразъемное сварное соединение получается в результате расплавления либо кромок свариваемого металла, либо кромок и дополнительного присадочного металла с образованием общей металлической сварочной ванны и последующей кристаллизацией этой ванны после прекращения действия теплоты источника нагрева. В большинстве случаев сварку проводят с введением присадочного металла в виде проволок, стержней, пластин и т. п., электрически связанных с источником теплоты (дуговая сварка плавящимся электродом, электрошлаковая сварка) или вводимых независимо (дуговая сварка неплавящимся электродом, электронно-лучевая, плазменная сварка).
Физико-металлургические процессы, протекающие при сварке (на торце электрода, в дуге, ванне), должны обеспечить металл шва такого химического состава, при котором были бы получены необходимые его свойства: отсутствие дефектов (трещин, пор и др.), равнопрочность с основным (свариваемым) металлом и другие свойства, определяемые условиями его работы. Этого можно достичь легированием металла шва присадочным металлом, покрытием, флюсом либо применением особых методов защиты зоны сварки (защитных газов, вакуума) при сварке без добавочных материалов.
Присадочный металл и другие вещества, используемые при сварке плавлением с целью получения непрерывного, неразъемного соединения, удовлетворяющего определенным требованиям, принято называть сварочными материалами.
К сварочным материалам относят сварочную проволоку, присадочные прутки, порошковую проволоку, плавящиеся покрытые электроды, неплавящиеся электроды, различные флюсы, защитные (активные и инертные) газы. Указанные материалы должны обеспечить требуемые геометрические размеры и свойства сварного шва; хорошие технологические условия ведения процесса сварки; высокую производительность и экономичность процесса; необходимые санитарно-гигиенические условия труда при их производстве и сварке.
Это достигается тем, что сварочные материалы участвуют:
а) в защите расплавленного металла в зоне протекания металлургических процессов, а в некоторых случаях и нагретого твердого металла от вредного действия атмосферного воздуха (насыщения его газами атмосферы) в течение всего процесса сварки - в процессе расплавления, переноса в дуге, пребывания в сварочной ванне, кристаллизации;
б) в регулировании химического состава металла шва путем его легирования и раскисления;
в) в очистке (рафинировании) металла шва - удалении серы, фосфора, включений окислов и шлаков;
г) в очистке металла шва от водорода и азота;
д) в ряде случаев в модифицировании, измельчении первичной структуры шва.
Присадочный металл (в виде сварочной, электродной или присадочной проволоки, стержня электрода), имеющий определенный химический состав, и дополнительные средства (в виде толстого покрытия на электроде, флюса или защитного газа либо порошка в порошковой проволоке) в комплексе обеспечивают газовую, шлаковую или комбинированную газошлаковую защиту зоны сварки от воздуха, стабилизацию горения дуги, раскисление и легирование металла шва, очистку его от вредных примесей и газов и предотвращают образование в нем трещин и т. п.
Следовательно, при сварке осуществляется сложная физико-химическая обработка электродного и основного металла, происходящая в газовой и шлаковой фазах и завершающаяся в сварочной ванне, что приводит к образованию шва нужного состава с требуемыми свойствами. Эту обработку обычно называют металлургическими или физико-металлургическими процессами сварки.
Присадочный (дополнительный) металл обычно требуется для получения шва с необходимыми геометрическими размерами, так как в большинстве случаев расплавление только кромок основного металла не обеспечивает получение усиления шва и заполнение зазора и разделки кромок (если она есть). Если дополнительный металл в процессе сварки расплавляется в виде сварочной (электродной) проволоки, стержней и т. д., включенных в сварочную цепь, он обычно называется электродным, а если он не включен в сварочную цепь, - присадочным.
Закристаллизовавшийся металл шва состоит из смешанных в жидком состоянии (в сварочной ванне) расплавленных основного и присадочного металлов. Поэтому доли их участия определяют по исходной конфигурации кромок до расплавления и конечным геометрическим размерам шва.
Площадь поперечного сечения шва
Fm =Fnp+Fн, (1)
где Fnp и Fн,— площади поперечного сечения расплавленных основного и дополнительного металлов, см2; Fн, обычно называют площадью поперечного сечения наплавленного металла.
Доля участия основного металла в формировании шва определяется отношением (рисунок 1, а)
го= Fnp/(Fnp+Fн), (2)
Соответственно доля участия наплавленного металла в образовании шва
гн= Fн/(Fnp+Fн), (3)
При этом го + гн = 1, а гн = 1 – го. Величины Fnp и Fн, гн и го непосредственно зависят от метода и режима сварки, формы подготовки кромок и определяются расчетом по эмпирическим формулам или графикам.
Содержание рассматриваемого элемента в металле шва определяется на основании правила смешения по формуле
[Х]ш = го[Х]о. м +(1-го)[Х]э ± ДХ, (4)
где, [Х]ш, [Х]о. м, [Х]э – концентрация рассматриваемого элемента соответственно в металле однослойного шва, основном и электродном металлах; ДХ - обобщенное изменение данного элемента в составе основного и электродного металлов вследствие неизбежного взаимодействия расплавленного металла с окружающей средой - газами и шлаками.
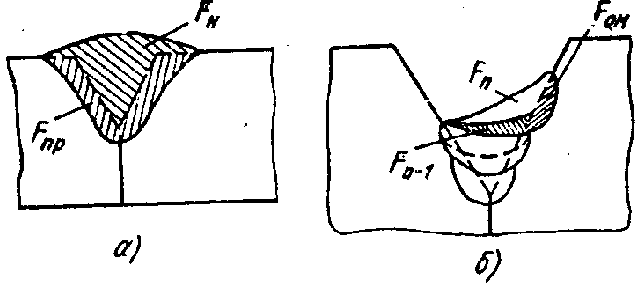
Рисунок 1– Определение доли участия металла в формировании шва
При многослойной сварке, когда последующий валик (рисунок 1, б) накладывают в разделке на основной металл (Fо. м) и предыдущий валик (Fп-1), их долю в образовании металла п-го валика также следует учитывать. В этом случае площадь поперечного сечения шва
Fm =Fо. м +Fп-1 + Fн, (5)
Соответственно доли участия каждого компонента в формировании шва
го. м = Fо. м/ Fш; гп-1 = Fп-1/ Fш, гн = Fн/Fш, (6)
Если свариваются разнородные металлы, значительно различающиеся по химическому составу, участие их в формировании шва учитывается следующим образом:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
