

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2. Следует различать два понятия: условная протяженность дефекта ![]() и длина дефекта
и длина дефекта ![]() . Условная протяженность дефекта является амплитудно-временной характеристикой ультразвукового контроля и прямо пропорциональна длине дефекта:
. Условная протяженность дефекта является амплитудно-временной характеристикой ультразвукового контроля и прямо пропорциональна длине дефекта: ![]() . Условная протяженность дефекта измеряется по длине дефектной зоны между крайними положениями УЗ-преобразователя, при которых амплитуда эхо-сигнала достигает поискового уровня чувствительности.
. Условная протяженность дефекта измеряется по длине дефектной зоны между крайними положениями УЗ-преобразователя, при которых амплитуда эхо-сигнала достигает поискового уровня чувствительности.
Приложение Т
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ
СВАРНЫХ МУФТОВЫХ СОЕДИНЕНИЙ НА СПЛЮЩИВАНИЕ
Для определения стойкости муфтовых соединений к сплющиванию подготавливаются патрубки с расположенными по центру муфтами, изображенные на рисунке Т.1. Длина патрубка и количество образцов, изготавливаемых из каждого патрубка, должны соответствовать таблице Т.1.
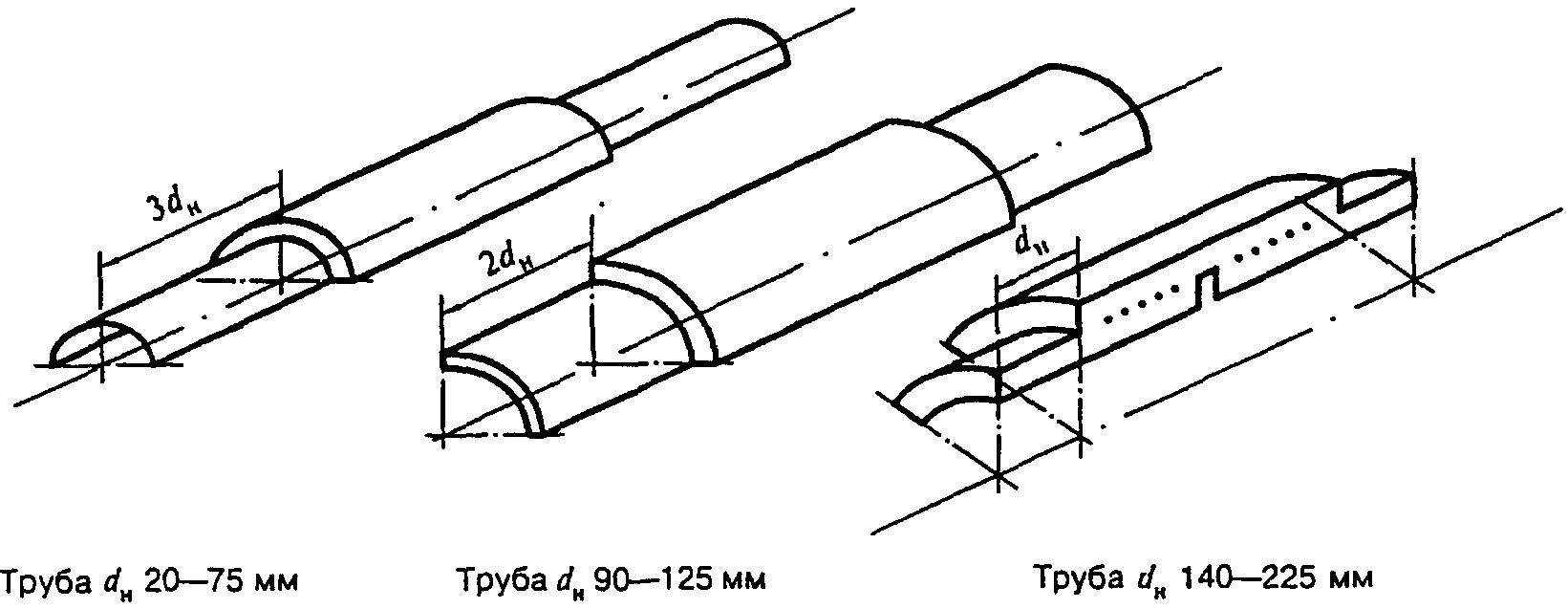
1. Общий вид образцов-сегментов
1
┌───────────────────┬────────────────┬────────────┬──────────────┐
│Номинальный диаметр│Длина свободной │Количество │Угол сегмента,│
│ труб с d, мм │ части образца │образцов из │ град. │
│ н │L, мм, не менее │одного па- │ │
│ │ │трубка, шт. │ │
├───────────────────┼────────────────┼────────────┼──────────────┤
│20 - 75 │3d │2 │180 │
│ │ н │ │ │
├───────────────────┼────────────────┼────────────┼──────────────┤
│90 - 125 │2d │4 │90 │
│ │ н │ │ │
├───────────────────┼────────────────┼────────────┼──────────────┤
│140 - 225 │d │8 │45 │
│ │ н │ │ │
└───────────────────┴────────────────┴────────────┴──────────────┘
Не ранее чем через 24 ч после сварки производят разрезание сварного муфтового соединения вдоль оси на испытательные образцы-сегменты в диаметральном сечении.
Испытания проводят при температуре (23 +/- 5) °С. При указанной температуре образцы выдерживают не менее 2 ч.
Для испытаний применяют механизированный процесс, обеспечивающий сближение плит со скоростью (100 +/- 10) мм/мин; допускается использование пресса со скоростью сближения плит (20 +/- 2) мм/мин.
Подготовленный к испытанию образец устанавливают между обжимными плитами пресса так, как показано на рисунке Т.2. Затем осуществляют сближение обжимных плит до тех пор, пока расстояние между ними не сократится до удвоенной толщины стенки трубы.
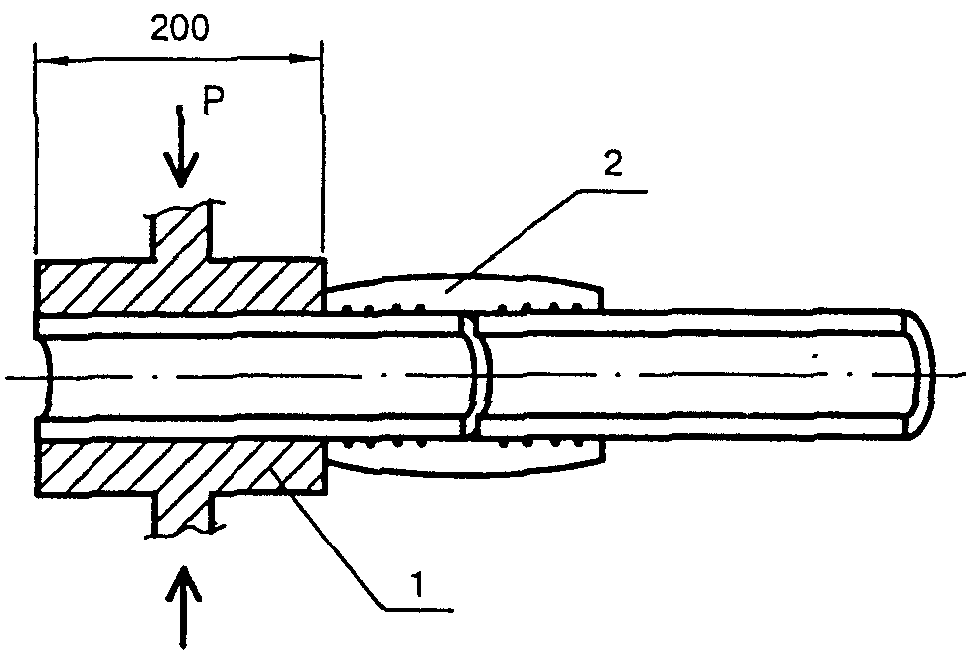
1 - обжимные плиты; 2 - испытываемый образец
2. Схема испытания образцов-сегментов
на сплющивание
Допускается проведение испытаний с использованием обжимных плит без округления кромок. В этом случае в начале испытания расстояние от торца соединительной детали до торца губок должно быть (20 +/- 3) мм.
При согласовании с заказчиком допускается испытание образцов соединений труб диаметром до 63 мм включительно производить в слесарных тисках по ГОСТ 4045 плавным деформированием образца.
После снятия нагрузки образец извлекают из пресса или тисков и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
В случае если на части длины шва обнаружен отрыв трубы или соединительной детали от муфты, штангенциркулем по ГОСТ 166 измеряют длину части шва, не подвергнутой отрыву, и расстояние между крайними витками закладного нагревателя в зоне сварки в пределах одной трубы, которое принимают за длину шва.
Длина шва, не подвергнутая отрыву при сплющивании ![]() , %, определяется по формуле
, %, определяется по формуле
![]() ,
,
где ![]() - длина шва, не подверженная отрыву, мм;
- длина шва, не подверженная отрыву, мм;
![]() - длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента, мм.
- длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента, мм.
Для удобства измерения допускается дополнительное разрезание образца любым режущим инструментом в продольном и поперечном направлениях.
Приложение У
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СЕДЛОВЫХ ОТВОДОВ НА ОТРЫВ
Испытания на отрыв проводят на образцах седловых отводов, сваренных с полиэтиленовыми трубами с номинальным наружным диаметром от 63 до 225 мм, в зависимости от типоразмера седлового отвода. Длина полиэтиленовой трубы (патрубка) принимается равной длине седелки. Перед испытанием образцы кондиционируют при температуре (23 +/- 2) °С не менее 2 ч.
Допускается для упрощения фиксации образца в испытательной машине производить срезание хвостика седлового отвода, а также укорочение горловины (отводящего патрубка).
Испытания проводят при температуре (23 +/- 2) °С.
Для проведения испытаний возможно использование машин для испытания на сжатие типа ИП6010-100-1 с наибольшей предельной нагрузкой 100 кН. Испытательная машина должна быть снабжена оснасткой, изготовленной по чертежам, утвержденным в установленном порядке, и обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рисунке У.1.
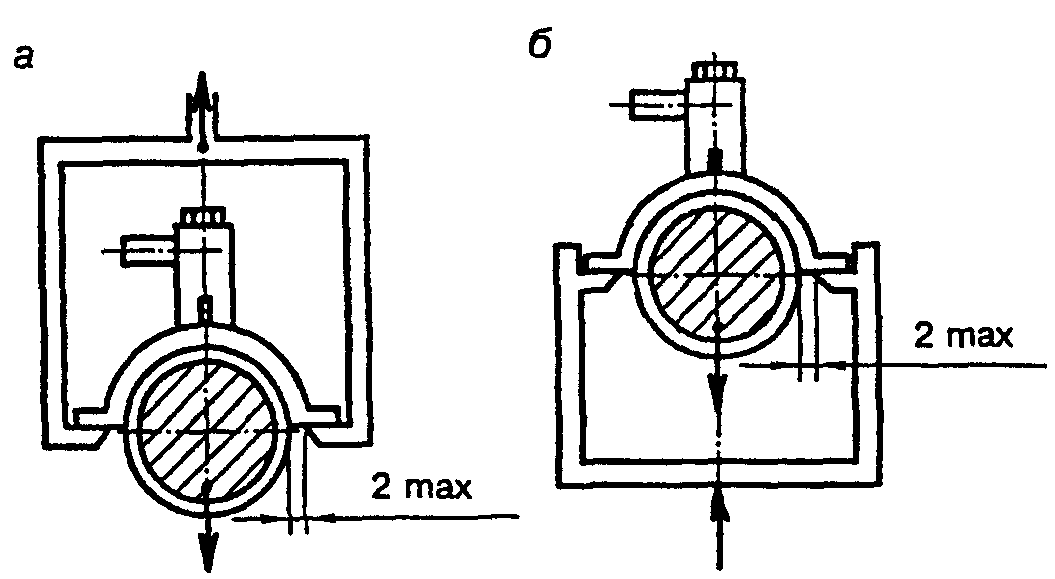
а - отрыв при растяжении; б - отрыв при сжатии
1. Схемы испытания седлового отвода на отрыв
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого определяется по таблице У.1.
1
В миллиметрах
Диаметр трубы | Диаметр сердечника |
63 SDR 11 | 49,5 - 0,1 |
75 SDR 17,6 | 64,7 - 0,2 |
75 SDR 11 | 59,3 - 0,2 |
90 SDR 17,6 | 77,7 - 0,2 |
90 SDR 11 | 70,7 - 0,2 |
110 SDR 17,6 | 95,5 - 0,2 |
110 SDR 11 | 87,5 - 0,2 |
125 SDR 17,6 | 108,7 - 0,2 |
125 SDR 11 | 99,3 - 0,2 |
140 SDR 17,6 | 121,9 - 0,2 |
140 SDR 11 | 111,5 - 0,2 |
160 SDR 17,6 | 139,0 - 0,2 |
160 SDR 11 | 127,0 - 0,2 |
180 SDR 17,6 | 156,4 - 0,2 |
180 SDR 11 | 143,0 - 0,2 |
200 SDR 17,6 | 174,0 - 0,2 |
200 SDR 11 | 159,0 - 0,2 |
225 SDR 17,6 | 196,0 - 0,2 |
225 SDR 11 | 179,0 - 0,2 |
Нагружение испытываемого образца проводят со скоростью (100 +/- 10) мм/мин до полного отрыва корпуса седелки от полиэтиленовой трубы или до деформации деталей узла соединения, вследствие чего испытательная нагрузка снижается до нуля.
Допускается проведение испытания со скоростью (20 +/- 2) мм/мин.
Приложение Ф
(рекомендуемое)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
