


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Раздел «Нормирование точности»
Условные обозначения номинальных и предельных размеров, предельных отклонений и допусков отверстий и валов приведены на рисунке. Связь между приведенными параметрами выражаются следующими формулами:
Dmax = D+ES; dmax = D=as (1.1)
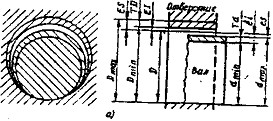
Din = D+EI; dmin = Dee, (1.2)
TD=Dmax-Dmin; Td= dmax – dmin (1.3)
TD = ES-EI; Td=es-ei (1.4)
Допуски отверстий и валов для разных квалитетов и номинальных размеров, за некоторым исключением, вычисляют по формуле:
IT=ai или IT = aI (1.5)
где а - число единиц допуска (принимается для различных квалитетов по таблице)
i(I) - единица допуска, мкм.
Для размеров до 500 мм.
![]() (1.6)
(1.6)
Для размеров свыше 500 мм.
I=0,004Dm + 2,1 (1.7)
где Dm - среднее геометрическое крайних значений интервала D’ и D’’;
![]() (1.8)
(1.8)
Зазоры и натяги для посадок вычисляют по следующим формулам:
наибольший зазор Smax=ES-ei, (1.9)
наименьший зазор Smin=EI-es, (1.10)
наибольший натяг Nmax=es-EI, (1.11)
наименьший натяг Nmin = ei-ES (1.12)
Допуск посадки ТП равен сумме допусков отверстия и вала, составляющих соединение,
ТП=TD+Td=TS=TN
где TS=Smax –Smin – допуск зазора; TN=Nmax –Nmin – допуск натяга.
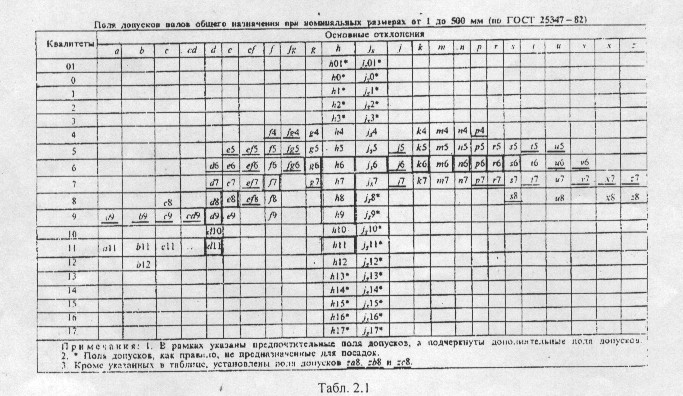
Допуски и квалитеты. Начиная с 5-го квалитета допуски вычисляют по формуле (1.5). С 6-го квалитета при переходе к следующему, более грубому квалитету во всех интервалах номинальных размеров допуски через каждые пять квалитетов увеличивают в 10 раз. Такая закономерность позволяет вычислить допуски для любого квалитета. В таблице приведены значения допусков ЕСДП для квалитетов 01 ... 10. Допуски квалитетов 11 ... 15 можно вычислить по формуле:
IT(N+5)=10 ITN;
квалитетов 16 и выше - по формуле:
IT(N+10)=100 ITN (2.1)
где N - номер квалитета, имеющегося в таблице, который на 5 или 10 номеров меньше квалитета, для которого вычисляют допуск.
Например, требуется определить IТ12 = 10 IТ7 = 10∙ 21 = 210 мкм. Для 18-го квалитета IТ18 = 100 IТ8 = 100- 33 = 3300 мкм.
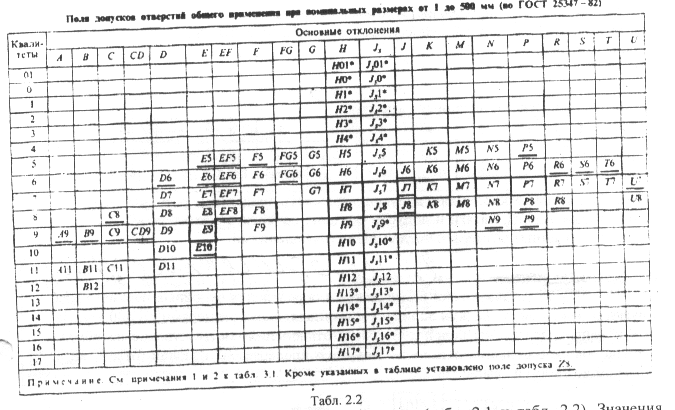
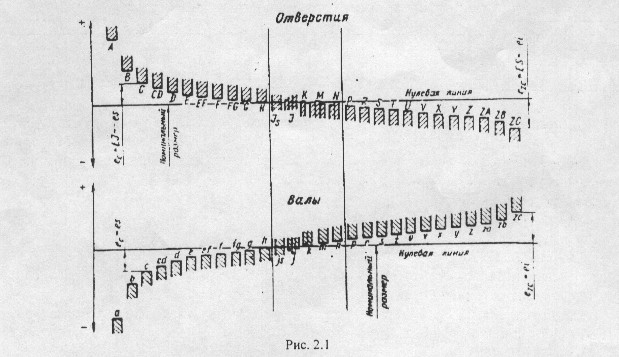
Основные отклонения (рис.2.1) и поля отпусков (табл. 2.1 и табл. 2.2). Значения основных отклонений валов вычисляются по эмпирическим формулам, приведенным в ГОСТ 25346 -82 ив справочнике, а основные отклонения отверстий определяют по общему и специальному правилам. По общему правилу:
для отверстий А... Н
EI=-es, (2.2)
для отверстий К... ZС
ЕS = - ei(2.3)
Из общего правила для размеров свыше 3 до 500 мм сделаны исключения: основное отклонение отверстия N равно нулю, начиная с 9-го квалитета; для отверстий J... N до 8-го квалитета и для отверстий Р... ZС до 7-го квалитета включительно основные отклонения определяются по специальному правилу:
ES=-ei+∆ (2.4)
где ∆ = ITn – ITn-1- разность между допуском рассматриваемого квалитета и допуском ближайшего более точного квалитета. Обычно для посадок переходных и с натягом назначают на вал более точный допуск (на один квалитёт), чем на отверстие, т. е. ITn =TD и ITn-1=Td.
Значения основных отклонений валов и отверстий приведены в табл. П19 ... П21. Второе, не основное, отклонение вычисляют по формуле (1.4)
Посадки, установленные в ЕСДП, для размеров 1 ... 3150 мм указаны в табл. 3.3 ... 3.5. В ГОСТ 25347 - 82 имеются рекомендации по применению полей допусков и образованию посадок для размеров менее 1 мм.
Правила обозначения полей допусков и предельных отклонений в технических документах в соответствии с ГОСТ 2.307-68 м СТ СЭВ 2180-80 рассмотрены в приложении П1.
Предельные отклонения размеров с неуказанными допусками, кроме радиусов закруглений и фасок, назначают в соответствии с табл. 3.6. В одной общей записи ни чертеже детали применяют сочетания неуказанных предельных отклонений по вариантам этой таблицы.
Неуказанные предельные отклонения размеров металлических деталей, обрабатываемых резанием, предпочтительно назначать по 14-му квалитету и классу точности средний.
Значения неуказанных предельных отклонений предельны в табл. П22 ... П24 Примеры элементов деталей, относящиеся к валам и отверстиям и не относящиеся к ним. показаны на рис 2.2
Задачи.
Вычислить допуски для заданных размеров:
Вариант | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Размер, | 72 | 80 | 40 | 60 | 90 | 100 | 120 | 130 | 140 | 170 |
мм | Н7/g6 | Н7/k6 | Н7/гб | Н7/hб | Н7/js6 | Н6/g5 | Н6/m5 | Н6/р5 | Н8/f7 | Н8/n7 |
Найти предельные отклонения и допуски; вычислить предельные размеры отверстий и валов, предельные зазоры, натяги и допуски посадок; начертить эскизы полей допусков посадок; записать заданные размеры с предельными отклонениями.
2. Методические указания.
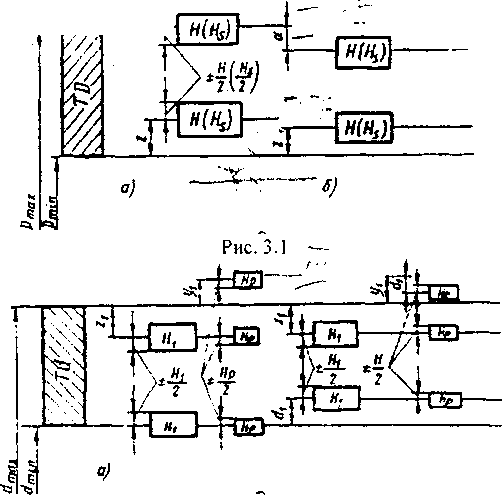
СТ СЭВ 157-75 устанавливает обозначения и определения основных параметров, а
также допуски и отклонения гладких калибров с номинальными размерами до 500 мм. На
рис 3.1 и 3.2 приведены схемы полей допусков и отклонений соответственно калибров-
пробок и калибров-скоб относительно полей допусков проверяемых изделий (отверстий и
валов) размером до 180(а) и свыше 180 мм (б). _
!
Рис. 3.2
Предельные размеры отверстий Dmax и Dmin являются номинальными размерами калибров-пробок; предельные размеры валов dmax и dmin - номинальными размерами калибров-скоб; TD и Td - поля допусков проверяемых изделий; Н и Нs - допуски на изготовление калибров-пробок соответственно с цилиндрическими и сферическими измерительными поверхностями; НI - допуск на изготовление калибров-скоб; Нр - допуск на изготовление контрольных калибров для контроля калибров-скоб; z отклонение середины поля допуска на изготовление проходного калибра-пробки относительно Dmin контролируемого отверстия; z1 - отклонение середины поля допуска на изготовление проходного калибра-скобы относительно dmax контролируемого вала; y и y1 - допустимый выход размера соответственно изношенного калибра-пробки или изношенного калибра-скобы за границу поля допуска контролируемого изделия; б и б1- величины для компенсации погрешности контроля калибрами соответственно отверстий и валов при номинальных размерах свыше 180 мм.
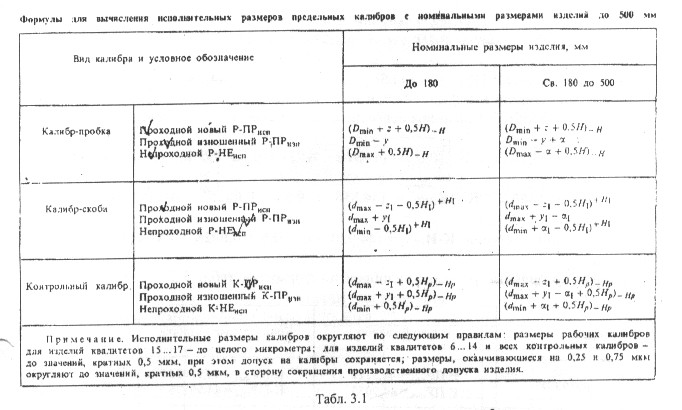
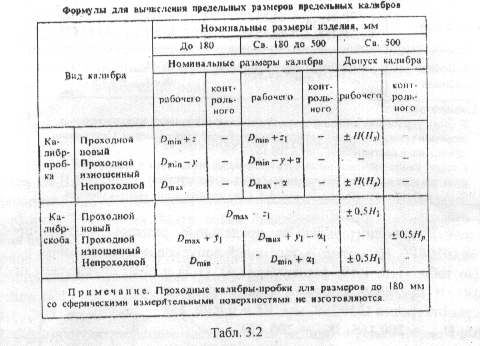
Исполнительные размеры калибров и их предельные размеры по формулам, приведены в табл.3.1 и 3.2. Допуски и отклонения калибров принимают по табл. П27.
Примеры расчета.
3.1.Определить исполнительные и предельные размеры калибра-скобы для контроля вала Ш45d9 и контрольных калибров к нему. Начертить схему полей допусков этих калибров и их эскизы.


Решение. По табл. П18, П19. формулам (1.4), (1.1) и (1.2) определяем предельные отклонения, допуск и предельные размеры вала Ш45d9, мм: es= - 0,080; ei = - 0,142; Td =0,062; dmax = 44,920; dmin =44,858.
Предельные отклонения и допуски калибров
находим по табл. П27, мкм: z1 = 11, Н1 = 7, Y1=0, Нр = 25.
Затем руководствуясь рис. 3.2. чертим схему полей
допусков контролируемого вала, проходной и
непроходной сторон калибра-скобы и контрольных ^..
калибров (рис.3.3) I—
Рис. 3.3
Используя таблицу 3.1, вычисляем исполнительные размеры калибра-скобы, мм:
проходной новой стороны Р-ПРисп = (44,920 - 0,011 - 0,5 х 0,007)+0,007 = 44,9055+0,'007;
непроходной стороны Р-НЕИСп = (44,858 - 0,5 • 0,007)+0'007= 44,8545+0,007;
проходной изношенной Р-ПРИзн = 44,920 + 0 = 44,920.
По формулам таблицы 3.1 находим исполнительные размеры контрольных калибров для контроля, мм:
проходной новой стороны К-ПРисп = (44,920 - 0,011 + 0,5 х 0,0025)-0,0025 = 44,91025
непроходной стороны К-НЕИсп=(44,858+0,5•0,0025=44,85925)-0,0025=44,859-0,0025
износа проходной стороны К-Иисп = (44,920 -0 + 0,5 • 0,0025 = 44,92 125)_0,оо25 = 44,921-0,0025
Определяем предельные размеры калибров по формулам табл. 3.2 и сводим их в таблицу.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
