
При введении добавки ускорителя твердения с целью уменьшения расхода цемента корректировку состава бетона необходимо производить следующим образом:
а) устанавливают оптимальное количество добавки и достигаемый прирост прочности в проектном возрасте;
б) пересчетом состава бетона устанавливают увеличенное значение водоцементного отношения, при котором бетон с добавкой приобретает требуемую прочность; исходя из этого значения В/Ц при неизменном расходе воды, но уменьшенном расходе цемента, подбирают смесь требуемой подвижности;
в) из подобранной бетонной смеси с добавкой в оптимальном количестве, а также, если это возможно, с уменьшением ее на 0,25 и 0,5% массы цемента, формуют образцы, которые подвергают тепловой обработке или выдерживают в естественных условиях и испытывают на прочность при сжатии.
Подбор состава бетона
Определим состав высокопрочного бетона с прочностью 80 МПа при применении цемента марки 500. Подвижность бетонной смеси 2 см, суперпластификатор С – 3, оптимальная дозировка суперпластификатора 0,75% от массы цемента. Щебень гранитный с истинной плотностью 2,6 кг/дм3 и плотностью 1,48 кг/дм3. Песок строительный средней крупности с истинной плотностью 2,62 кг/дм3.
Коэффициент раздвижки зерен a в этом случае может быть принят 1,25.
1. Определяем расход воды, обеспечивающий требуемую подвижность бетонной смеси: В = 170 кг/м3 (корректировку на расход цемента не производим). Тогда расход воды в бетонной смеси с добавкой В1 = 0,8*170 = 136 кг/м3.
2. Определяем водоцементное отношение:
В/Ц = (1*0,65*500)/(10*80+0,5*1*0,65*500) = 0,29.
Определяем расход цемента: Ц = 136/0,29 = 469 кг/м3. Определяем расход добавки: Д = 0,75*469 = 3,52 кг. Определяем расход щебня:1000/(0,38*1,25/1,48+1/2,6) = 1418 кг/м3.
Определяем расход песка:П = [1000-(151+136+545)]2,62 = 440 кг/м3.
5.6 Технология приготовления добавок, технологические схемы и оборудование
Приготовление бетонной смеси с добавками от приготовления обычного бетона отличается тем, что в бетоносмеситель вместе с водой затворения подается необходимое на замес количество добавки, установленное при подборе состава бетона.
Для введения необходимого количества добавок в бетонную смесь заранее приготовляют их водные растворы повышенной концентрации: 1-5%-ной концентрации для воздухововлекающих добавок и ВРП-1; 5-10%-ной концентрации для пластифицирующих, пластифицирующе-воздухововлекающих и уплотняющих добавок, а также для замедлителей схватывания, ускорителей твердения и ингибиторов коррозии стали; 10-20%-ной концентрации для противоморозных добавок.
Водные растворы добавок повышенной концентрации подают в дозатор воды, в котором их разбавляют до получения растворов рабочей концентрации. Дозирование растворов повышенной концентрации целесообразно производить через специальный жидкостной дозатор добавок.
Расход раствора добавки повышенной концентрации, л, на 1 м![]() бетона определяют по формуле:
бетона определяют по формуле:
![]() , (5.1)
, (5.1)
где Ц - расход цемента на 1 м![]() бетона, кг;
бетона, кг;
С - дозировка добавки, % массы цемента;
К - концентрация приготовленного раствора, %;
П - плотность приготовленного раствора, г/см.
Недостающее на затворение 1 м![]() бетона количество воды, л, определяют по формуле:
бетона количество воды, л, определяют по формуле:
![]() , (5.2)
, (5.2)
где ![]() В - расход воды на 1 м
В - расход воды на 1 м![]() бетона, л.
бетона, л.
При приготовлении бетона одного и того же состава в течение не менее одной смены целесообразно заранее приготовлять водные растворы добавок рабочей концентрации, если имеющиеся производственные площади позволяют размещать емкости для их хранения.
Концентрацию таких растворов устанавливают при подборе состава бетона, а их расход, л, на 1 м![]() бетона определяют по формуле:
бетона определяют по формуле:
![]() , (5.3)
, (5.3)
в которой обозначение величин соответствует указанным в формулах (5.1) и (5.2).
Добавление воды в смесь в данном случае не требуется.
Растворы добавок рабочей или повышенной концентрации готовят в емкостях путем растворения и последующего разбавления твердых, пастообразных или жидких продуктов. Для повышения скорости растворения продуктов рекомендуется подогревать воду до 40-70°С и перемешивать растворы, а твердые продукты при необходимости предварительно дробить.
Растворы добавок из твердых или пастообразных продуктов готовят их растворением в заданном количестве воды. После полного растворения продукта ареометром проверяют плотность полученного раствора и доводят до заданной добавлением продукта или воды.
Определение содержания сухого вещества пастообразных продуктов рекомендуется производить высушиванием при 105°С до постоянной массы навески (около 1,5 г с точностью до 1 мг) применяемого продукта.
При приготовлении раствора добавки из жидкого продукта необходимое количество последнего, л, для заправки емкости определяют по формуле:
![]() , (5.4)
, (5.4)
где ![]() Q - объем приготовляемого раствора, л;
Q - объем приготовляемого раствора, л;
Д1 - содержание безводного вещества добавки в 1 л приготовляемого раствора, кг;
Д - то же, в 1 л жидкого продукта.
Необходимое количество воды, л, для заправки приготовительной емкости определяют по формуле:
![]() . (5.5)
. (5.5)
Простая и надежная схема приготовления и дозирования добавок разработана КТБ "СТРОИИНДУСТРИИ" на рисунке (5.1). В состав линии входят: приготовительный бак (П), расходный бак (Р), буферный бак (Б), объемный дозатор и система трубопроводов с центробежными насосами. Приготовительный бак предназначен для из жидких и пастообразных исходных продуктов. Он оснащен загрузочными корзинами (3), мешалкой (4), нагревателями (2), счетчиками воды, термометром, датчиком уровня, фильтрами и трубопроводами.
Бак для накопления технологического запаса рабочих растворов добавок имеет емкость в два раза большую, чем емкость бака (П) и обеспечивает постоянное давление на входе дозатора.
Рисунок (5.1)
Технологическая схема приготовления и дозирования
добавок КТБ "СТРОИИНДУСТРИИ» 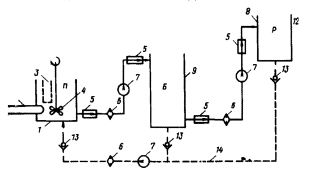
1 – приготовительный бак; 2 – труба для подачи пара; 3 – емкость для
загрузки сухой добавки; 4 – мешалка; 5 – нормально открытый клапан;
6 – фильтры; 7 – насосы; 8 – расходный бак; 9 – промежуточный бак;
10 – дозатор; 11 и 12 – впускной и сливной клапаны; 13 – обратный
клапан; 14 – обратная линия
На рисунке 5.2. представлена схема приготовления комплексной химической добавки –нитрит-нитрат-хлорид-кальция (ННХК), применяемая на заводе ЖБИ №7 г. Москвы. Достоинством этой схемы является механизация процесссов и надежность работы оборудования. К числу недостатков следует отнести непосредственную подачу неразбавленного концентрата добавки в автоматический дозатор воды, а также применение малопроизводительного насоса для разгрузки железнодорожных платформ и подачи концентрата в приемные емкости. Непосредственная подача концентрата в автоматический дозатор приводит к увеличению погрешности дозирования добавки.
Рисунок 5.2
Технологическая схема приготовления добавки ННХК

1 – железнодорожная цистерна; 2, 5, 8- насосы; З - приемный резерву-
ар; 4 – вентиль; 6 – вертикальный резервуар; 7 – трубопровод для по-
дачи сжатого воздуха; 9 – расходный бак; 10- электро-
пневматический клапан; 11 – весовой дозатор типа АВДЖ,- 12- слив-
ной трубопровод.
5.7 Назначение режима тепловой обработки бетона
Режим тепловой обработки бетонов с добавками, как правило, должен быть не продолжительнее, чем для бетона без добавки.
Необходимость удлинения режима тепловой обработки бетона с замедляющей схватывание добавкой должна быть обоснована соответствующими технико-экономическими расчетами.
При применении добавок с целью сокращения режима тепловой обработки его продолжительность ориентировочно может быть установлена по формуле:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
