
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 , (1.8)
, (1.8)
где c – теплота образования, Дж/моль (с = 238647 Дж/моль);
Тогда количество газа, вступившего в реакцию с металлом

 .
.
Полученное значение количества газа, вступившего в реакцию, превышает значение количества потоков ионов и атомов газа на единицу площади в единицу времени, так как значение приложенного потенциала на подложку превышает пороговое значение потенциала подложки.
1.6 Расчёт порогового значения потенциала подложки Uпкр
Пороговое значение потенциала подложки, при котором весь поток газа вступает в химическое соединение, однозначно связанное с давлением газа, можно найти из соотношения [11, с.21]
 , (1.9)
, (1.9)
При подстановке числовых значений получаем
1.7 Расчёт содержания неметалла Cx в соединении NbC
Если энергия Дq, подводимая к поверхности, достаточна для того, чтобы
весь падающий на поверхность подложки поток газа образовал химическое соединение, то содержание неметалла Сx [11, с.21] не зависит от энергии ионов и будет определяться только потоком nг, то есть давлением газа, тогда
 , (1.10)
, (1.10)

1.8 Вывод
В зависимости от параметров конденсируемого плазменного потока в процессе синтеза покрытий методом вакуумной ионно-плазменной обработки рассчитаны характер и эффективность плазмохимических реакций, и получены следующие характеристики:
1)плотность ионного тока насыщения, ![]() ;
;
2)толщина двойного слоя положительных ионов, ![]()
3) поток ионов металла, ni = 101·1019 ион/м2;
поток ионов газа, nг = 103,5·1019 атом/м2;
4)энергия выделяемая на поверхности конденсации, ![]()
5)количество газа вступившего в реакцию, ![]()
6)пороговое значение потенциала в подложке, ![]()
7)содержание неметалла в соединении, ![]()
2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ
Исходные данные:
Марка материала – Д16;
Длина (А) – 26 мм;
Ширина (В) – 13 мм;
Высота (Н) – 18 мм;
Электролит – 5%NaCl +8%NaNO3;
Межэлектродный зазор (МЭЗ) – 0,18 мм;
Напряжение на клеммах источника (U) – 16 В;
Температура электролита – 20 °С.
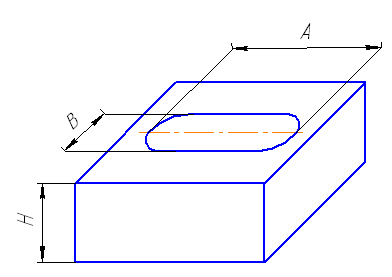
Рис. 2.1 Эскиз обрабатываемой детали
Необходимо:
- рассчитать электрохимический эквивалент обрабатываемого материала;
- из справочной литературы в зависимости от состава, концентрации и температуры электролита выбрать электропроводность рабочей жидкости;
Учитывая размеры и форму обрабатываемой детали, выбранных или назначенных режимов обработки рассчитать:
- скорость анодного растворения;
- величину технологического тока, плотность тока;
- минимально необходимую скорость течения электролита;
- необходимый перепад давления при перемещении электролита в зазоре;
- расход электролита;
- размеры формообразующей части электрод-инструмента;
- площадь сечения токоподвода.
2.1. Расчёт электрохимического эквивалента обрабатываемого
материала
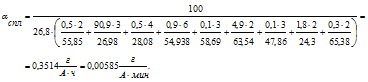
Электрохимический эквивалент сплава рассчитывается по формуле
 , (2.1)
, (2.1)
где xi – процентное содержание химического элемента в сплаве (табл. 1.1);
zi – степень окисления химического элемента в сплаве;
Аi – атомная масса химического элемента в сплаве;
F – число Фарадея (F = 96500 Кл =26,8 A/ч).
Таблица 2.1
Химический состав материала Д16
Химический элемент | Процентное содержание | Валентность | Атомная масса |
Fe | 0,5 | II | 55,85 |
Si | 0,5 | IV | 28,08 |
Mn | 0,9 | VII | 54,93 |
Ni | 0,1 | III | 58,69 |
Ti | 0,1 | III | 47,86 |
Al | 90,9 | III | 26,98 |
Cu | 4,9 | II | 63,54 |
Mg | 1,8 | II | 24,3 |
Zn | 0,3 | II | 65,38 |
Объёмный электрохимический эквивалент сплава определяется следующим образом:
 , (2.2)
, (2.2)
где г – плотность сплава, г/см3
 .
.
2.2. Электропроводность рабочей жидкости
По справочнику определяем электропроводность электролита:
для 8%NaNO3 ч=8,1 Ом-1·м-1 [1, стр. 71];
для 5%NaCl ч=6,7 Ом-1·м-1 [1, стр. 71].
Для сложных электролитов удельную электропроводность обычно определяют по компоненту, концентрация которого в растворе наибольшая [2, стр. 17].
Получаем, электропроводность электролита ч=8,1 Ом-1·м-1 .
2.3 Расчёт скорости анодного растворения
Скорость анодного растворения определяется выражением
 , [1, стр. 23] (2.3)
, [1, стр. 23] (2.3)
где з – выход по току материала заготовки (для Д16 з = 1,12) [1, стр. 73];
![]() – объёмный электрохимический эквивалент сплава;
– объёмный электрохимический эквивалент сплава;
ч – удельная электропроводность электролита, Ом-1·м-1;
U – напряжение на зажимах источника тока, В;
ДU – суммарная поляризация электродов, В (ДU = 3 В) [1, стр. 23];
amin – минимальный межэлектродный зазор, мм.

2.4 Расчёт величины технологического тока и плотности тока
Величина технологического тока рассчитывается по формуле
![]() , [1, стр. 25] (2.4)
, [1, стр. 25] (2.4)
где U – напряжение на зажимах источника тока, В;
ДU – сумма анодного и катодного потенциалов, В;
S – площадь обрабатываемой поверхности, мм2 (![]() );
);
ч – удельная электропроводность раствора, Ом-1·м-1;
a – межэлектродный зазор, мм;

Плотность тока определяется выражением
![]() (2.5)
(2.5)
где I – величина технологического тока, А;
S – площадь обрабатываемой поверхности, мм2.
2.5 Расчёт минимально необходимой скорости течения электролита
Для расчёта минимально необходимой скорости течения электролита следует определить скорость Vэ’ электролита, которая могла бы обеспечить полный унос продуктов анодных и катодных реакций из указанного пространства, затем скорость Vэ’', которая исключила бы в нём недопустимый перегрев электролита.
 , [1, стр. 20] (2.6)
, [1, стр. 20] (2.6)
где н – кинематическая вязкость электролита в пределах диффузионного слоя, мм2/с (н = 1,5 мм2/с) [1, стр. 20];
l – длина обрабатываемой поверхности заготовки в направлении потока электролита, мм (![]() );
);
с – плотность продуктов обработки, кг/м3 (с = 2700 кг/м3) [1, стр. 20];
D – коэффициент диффузии, применяется в зависимости от концентрации электролита и его температуры, мм2/с (D = 1,3·10-3 мм2/с) [1, стр. 20];

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
