
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Из графика видно, что при увеличении тепловой мощности увеличивается время пребывания выше температуры закалки. Это объясняется тем, что с увеличением энергии теплового источника увеличивается мощность излучения, а, следовательно, повышается температура обрабатываемой поверхности и материал дольше находится выше температуры закалки.
3.5 Построение зависимостей изменения глубины зон проплавления, закалки и отпуска в зависимости от параметров обработки
На основании построенных кривых термического цикла (рис. 3.2 - 3.8) была получена зависимость изменения глубины зоны проплавления, закалки и отпуска от величины тепловой мощности источника тепла (рис. 3.10 -3.12).
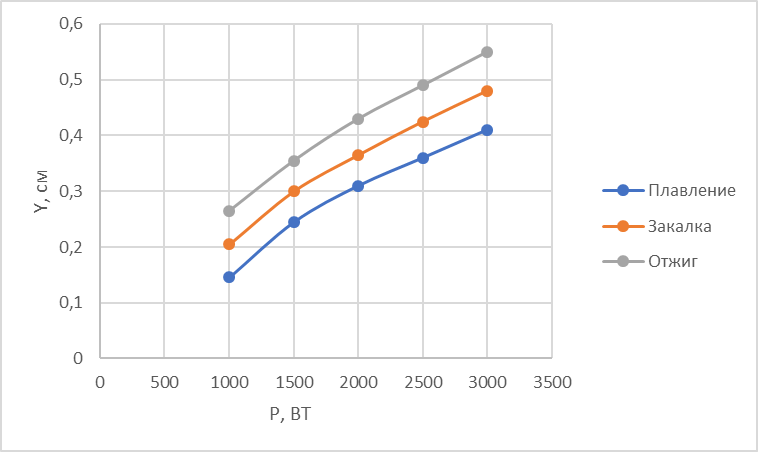
Рисунок 3.11 - Зависимость изменения глубины зоны проплавления, закалки и отпуска от величины тепловой мощности источника тепла.
3.6 Вывод
По полученным графикам видно, что с увеличением мощности излучения источника нагрева, увеличивается ширина зоны проплавления, закалки и отпуска. А при увеличении скорости перемещения источника тепла ширина зон проплавления, закалки и отпуска уменьшается, так как источник нагрева при движении не успевает передать достаточного тепла обрабатываемой поверхности, и чем больше скорость движения источника нагрева, тем меньше ширина зон проплавления, закалки и отпуска. Таким образом, глубина зон закалки, отпуска и проплавления уменьшается настолько быстрее, насколько быстрее увеличивается скорость движения источника нагрева.
Список литературы
1. , Проектирование технологических процессов электрохимического и комбинированных методов обработки поверхностей деталей двигателей летательных аппаратов. Учебное пособие. Куйбышев, 1985 г.
2. . Технология вакуумного ионно-плазменного нанесения покрытий. Учебное пособие: УГАТУ, Уфа. 1993 г. - 74 с.
3. , , . Технология вакуумной ионно-плазменной обработки. Учебное пособие. Москва.2007 г.
4. , , Бор, его соединения и сплавы. Киев: Изд-во АН УССР, 1960. 470 с.
5. Основы лазерной обработки материалов. М.: Машиностроение, 1989 г. – 304 с.
6. . Физические основы вакуумно-плазменной технологии нанесения покрытий: Учебное пособие. УГАТУ, Уфа, 1993 г.
7. , , Электрохимическая размерная обработка материалов в машиностроении: Учебное пособие /, , ; Уфимск. Гос. Авиац. Ун-т. – Уфа, 2004.- 258 с.
8. , , Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах). Обработка материалов с применением инструмента / под ред. .-М.: Высш. шк., 1983 г.
Приложение 1
Ионный ток насыщения, |
|
Толщинас двойного слоя, лD |
|
Поток ионов метала, |
|
Поток молекулярного газа, |
|
Энергия, выделяемая на поверхности конденсации за единицу времени, Дq |
|
Количество газа, вступившего в реакцию с металлом, nx |
|
Содержание неметалла в соединении, Cx | 1 |
Пороговое значение потенциала подложки, Uпкр |
|
Результаты расчётов при электрохимической обработке
Приложение 2
Результаты расчётов при вакуумной ионно-плазменной обработке
Электрохимический эквивалент, |
|
Электропроводность рабочей жидкости, ч | 8,1 Ом-1·м-1 . |
Скорость анодного растворения, |
|
Величина технологического тока, |
|
Плотность тока, |
|
Минимально необходимая скорость течения электролита, Vэ | 1,95 м/c |
Необходимый перепад давления, |
|
Расход электролита, |
|
Площадь сечения токоподвода, |
|


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
