
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тем не менее у данной технологии есть несколько недостатков: Стоимость оборудования для лазерной сварки очень велика. Низкий КПД лазерного оборудования.
3.2 Расчет параметров обработки
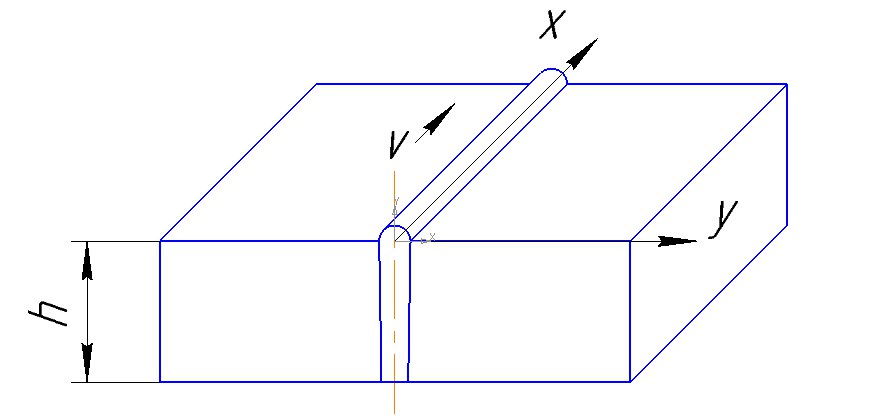
Рисунок 3.2 - Схема модели движущегося линейного источника тепла по поверхности пластины
Определим распространение тепла
![]()
![]()
![]()
t - время экспозиции, или нахождения тепла под зоной обработки;
![]()
![]()
где d(в) - диаметр валика;
V - скорость перемещения лазера.
 т ↔ V, т. е. скорость распространения тепла примерно соответствует скорости передвижения лазера (табл. 3.1). Поэтому для решения данной тепловой задачи используется модель движущегося источника тепла по поверхности пластины.
т ↔ V, т. е. скорость распространения тепла примерно соответствует скорости передвижения лазера (табл. 3.1). Поэтому для решения данной тепловой задачи используется модель движущегося источника тепла по поверхности пластины.
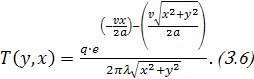
Тогда для расчета температуры используется следующая формула [11 ]:
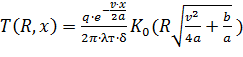
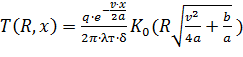
где x - абсцисса точки A в подвижной системе координат;
a = лт/(cг) - коэффициент температуропроводности;
R - постоянный радиус-вектор в подвижной системе координат, т. е. расстояние рассматриваемой точки A от начала координат 0 подвижной системы координат;
К0- функция Бесселя мнимого аргумента второго рода нулевого порядка.
![]() - тепловая мощность.
- тепловая мощность.
![]()
где I, U - соответственно ток и напряжение, при которых происходит обработка;
з - КПД процесса наплавки.
![]()
где з1 - КПД лазера;
з2 - КПД, связанный с передачей энергии от луча на подложку.
Примем з = 40%. [11]
3.3 Построение зависимости температурных полей предельного состояния при изменении технологических параметров обработки
плазменный дуговой
С помощью программного пакета Excel были получены кривые термического цикла, представленные на рис. 3.2 - 3.7.
V1 = 4 м/с = 0,11 см/с - скорость перемещения лазера;
q1 = з![]()
![]() = 0,4·1000 = 400 Вт
= 0,4·1000 = 400 Вт ![]() 95,7 кал/с - тепловая мощность.
95,7 кал/с - тепловая мощность.
В Excel задаем соответствующие параметры, при которых происходит обработка, и формулу:
Далее по полученным кривым находим Tm, tm, wохл..
Tm - это есть максимальная температура, соответствующая экстремуму каждой кривой, находим по графику.
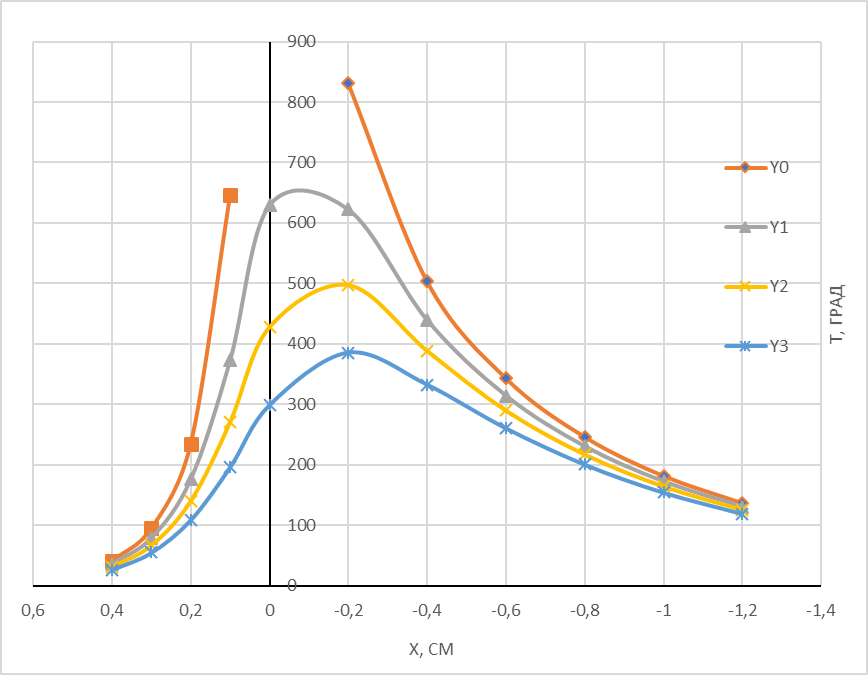
Рисунок 3.2 - Кривые термического цикла при q1 и V1
Для нахождения tm воспользуемся формулой
![]()
где tm - время достижения максимальной температуры;
![]() - координата максимальной температуры (находим по графику);
- координата максимальной температуры (находим по графику);
V - скорость передвижения источника тепла.
Получаем,
при y = 0,04;![]()
![]()
Скорость охлаждения металла детали найдем по формуле
![]()
Получаем,
При y=0,04 см; ![]()
![]()
Результаты, полученные в ходе решения занести в таблицу 3.2
Таблица 3.2
y | 0 | 0,146 | 0,205 | 0,265 |
Tмах | - | 629,63 | 497,39 | 385,59 |
tмах | 0,00 | 0,35 | 0,49 | 0,64 |
Ѡохл | -334,81 | -260,79 | -226,59 | - |
tр. з | 0,96 | 0,36 | 0,24 | - |
2) V2 = 0,555 см/с; q2 = зI2U2 = 0,4·1500 = 600 Вт ![]() 143,5 кал/с.
143,5 кал/с.
Таблица 3.3
y | 0 | 0,245 | 0,3 | 0,355 |
Tмах | - | 630,88 | 495,16 | 385,70 |
tмах | 0,00 | 0,59 | 0,72 | 0,85 |
Ѡохл | -303,90 | -252,27 | -155,97 | - |
tр. з | 1,68 | 0,58 | 0,24 | - |
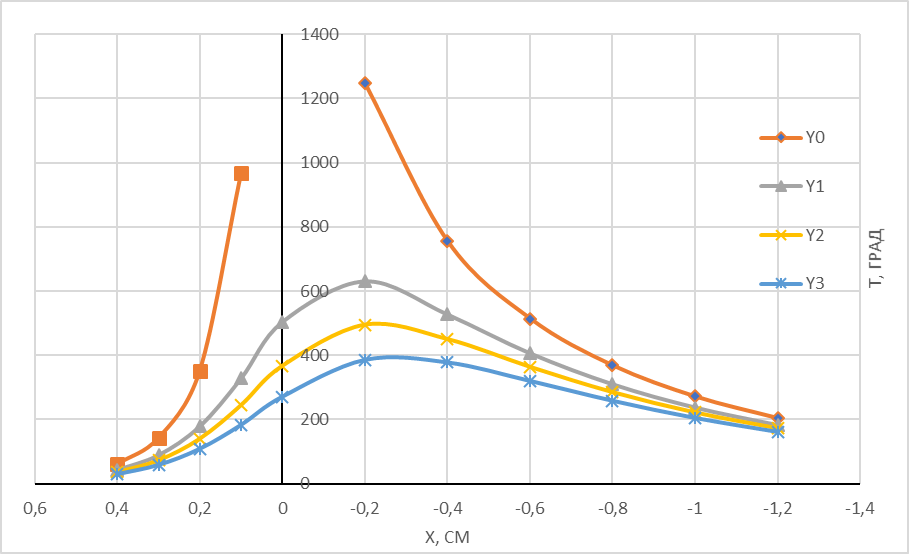
Рисунок 3.3 - Кривые термического цикла при q2 и V1
3) V3 = 0,694 см/с;
q3 = зI3U3 = 0,4·2000 = 800 Вт ![]() 191,38 кал/с.
191,38 кал/с.
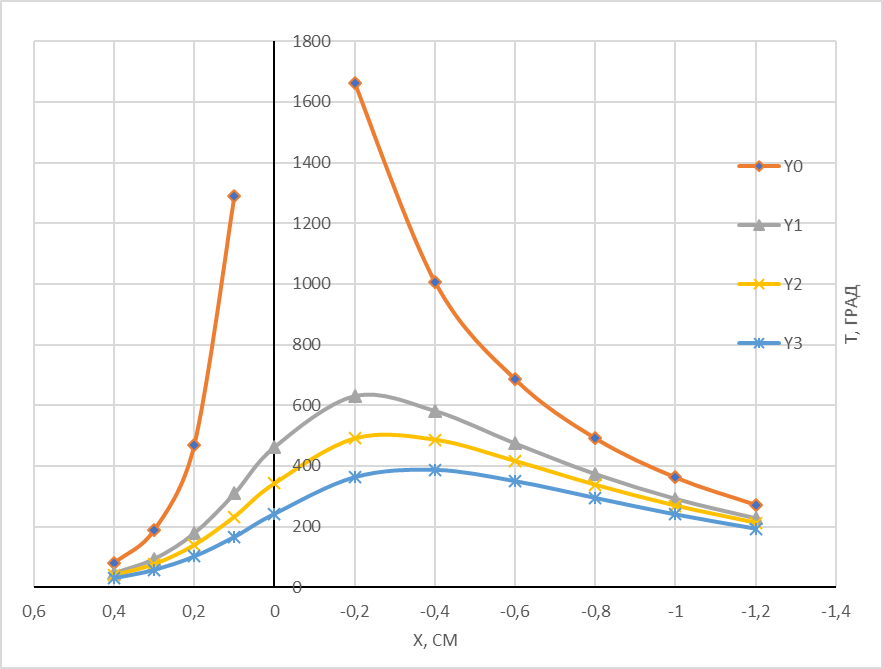
Рисунок 3.4 - Кривые термического цикла при q3 и V1
Таблица 3.4
y | 0 | 0,31 | 0,365 | 0,43 |
Tмах | - | 631,16 | 491,19 | 387,83 |
tмах | 0,00 | 0,74 | 0,88 | 1,03 |
Ѡохл | -268,93 | -210,35 | -163,96 | - |
tр. з | 1,92 | 0,96 | 0,24 | - |
4) V4 = 0,833 см/с;
q4 = зI4U4 = 0,4·2500 =1000 Вт ![]() 239,23 кал/с.
239,23 кал/с.
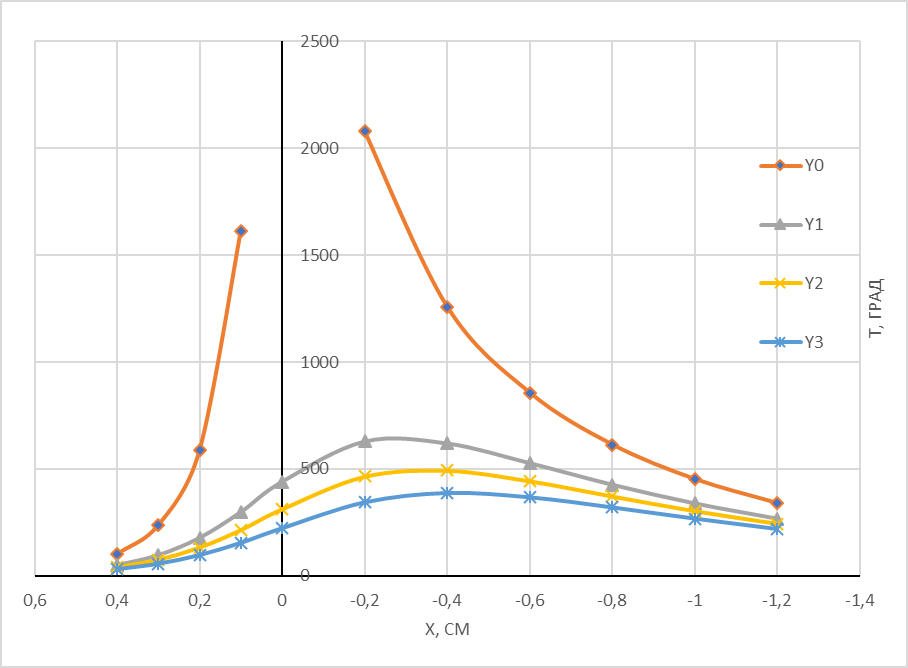
Рисунок 3.5 - Кривые термического цикла при q4 и V1
Таблица 3.5
y | 0 | 0,36 | 0,425 | 0,49 |
Tмах | - | 628,25 | 493,63 | 388,08 |
tмах | 0,00 | 0,86 | 1,02 | 1,18 |
Ѡохл | -336,16 | -192,02 | -103,13 | - |
tр. з | 2,01 | 1,08 | 0,24 | - |
5) V5 = 0,22 см/с;
q5 = зI5U5 = 0,4·3000 = 1200 Вт ![]() 287 кал/с.
287 кал/с.
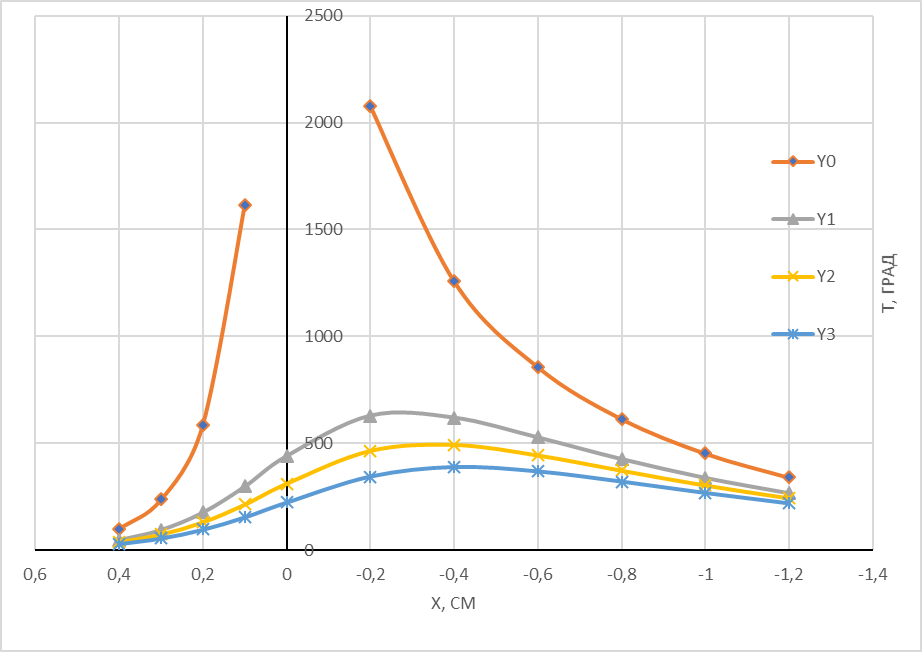
Рисунок 3.6 - Кривые термического цикла при q5 и V1
Таблица 3.6
y | 0 | 0,41 | 0,48 | 0,495 |
Tмах | - | 625,01 | 483,62 | 384,24 |
tмах | 0,00 | 0,98 | 1,15 | 1,19 |
Ѡохл | -281,83 | -194,46 | -59,71 | - |
tр. з | 2,06 | 1,15 | 0,24 | - |
3.4 Расчет зависимости времени пребывания выше температуры закалки от параметров обработки
На основании построенных кривых термического цикла была получена зависимость времени пребывания выше температуры закалки от величины тепловой мощности источника тепла (рис. 3.9).
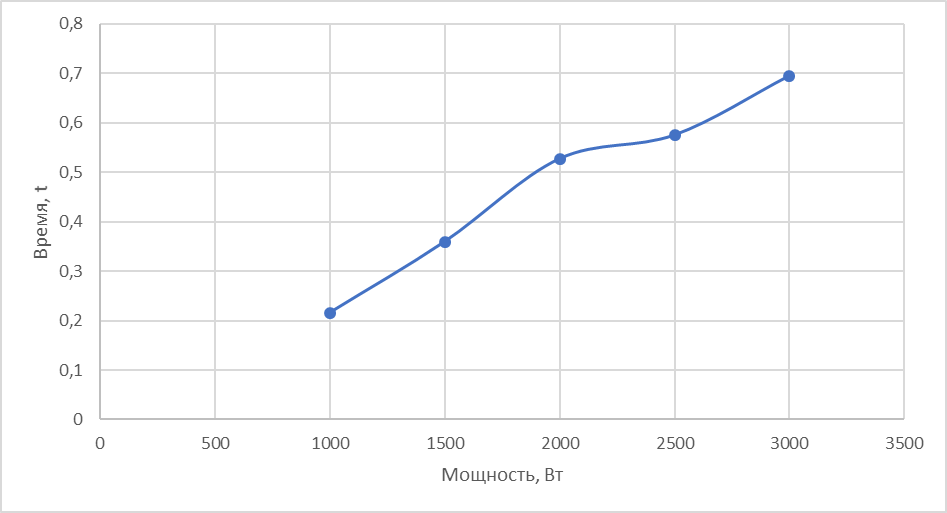
Рис. 3.9 - Зависимость времени пребывания выше температуры закалки от величины мощности источника при скорости движения источника тепла 0,555 см/с;

Рис.3.10 - зависимость времени пребывания выше температуры закалки от скорости движения источника тепла при тепловой мощности q=157 кал/с

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
