
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
С – массовая концентрация продуктов обработки (Сa – в зазоре на аноде 0,95, Cвх – на входе в зазор в электролите 0,04, [1, стр. 20]).

Скорость, исключающая перегрев электролита, определяется следующим образом
 , [1, стр. 21] (2.7)
, [1, стр. 21] (2.7)
где l – длина обрабатываемой поверхности в направлении течения электролита, см
ДT – допустимый нагрев электролита. Определяется точностью ЭХО. На практике ДT = 5-10°С. Для небольших по длине поверхностей принимается меньшее значение ДT. Примем ДT = 5°С [1, стр. 21];
сэ – плотность электролита, г/см3 (сэ = 1,13 г/см3) [1, стр. 21];
Сэ – теплоёмкость раствора электролита (Сэ = 4,18 Дж/г·°С) [1, стр.21].

Окончательно принимаем большее из двух полученных значений скорости Vэ = 1,95 м/c.
2.6 Расчёт необходимого перепада давления при перемещении
электролита в зазоре
Необходимый перепад давления при перемещении электролита в зазоре рассчитывается по формуле
 , [3, стр. 21] (2.8)
, [3, стр. 21] (2.8)
где Vэ – средняя скорость потока электролита, м/с;
l – длина межэлектродного пространства, мм;
g – ускорение свободного падения, 9,8 м/c2;
D – гидравлический диаметр – отношение учетверённого сечения канала S к его периметру П; 

2.7 Расчёт расхода электролита
Напор, создаваемый агрегатом прокачки электролита (насосом, например), должен компенсировать не только перепад давления в межэлектродном пространстве ДP, но и потери давления в подводящей магистрали и на выходе из рабочей зоны (противодавление электролита).
Расход электролита определяется выражением
 , [1, стр. 21] (2.9)
, [1, стр. 21] (2.9)
где м – коэффициент расхода (для плоской щели м = 0,73), [1, стр. 21].
 .
.
2.8 Расчёт размеров формообразующей части электрода-инструмента
Для обеспечения постоянной формы сечения межэлектродного пространства рабочая часть электрода-инструмента имеет только токопроводящий буртик высотой h, остальная часть покрыта электроизоляционным слоем.
Высота токопроводящего буртика определяется по формуле
![]() (1.10)
(1.10)
где ![]() - торцевой межэлектродный зазор,
- торцевой межэлектродный зазор, ![]() =а=0,18 мм.
=а=0,18 мм.
![]()
Рис. 2.2 Эскиз электрод-инструмента
Боковой зазор находится следующим образом:
![]() (2.11)
(2.11)
Длиновые размеры сечения электрода-инструмента рассчитываются:

Диаметр отверстия для подачи электролита находится из формулы: ![]()
Длина рабочей части электрод-инструмента
![]() ,
,
где нл –относительный износ электрод - инструмента, (нл = 5,6 %).
![]()
2.9 Расчёт площади сечения токоподвода
Площадь сечения токоподвода
 , (2.12)
, (2.12)
где IT – величина технологического тока, А;
jП – плотность тока (jП = 1 - 2 А/мм2).
Принимаем jП = 1,5 А/мм2.

3. Исследование характеристик температурных полей при лазерной сварке.
Задание
Листовые заготовки из различных материалов толщиной 3 мм сваривают встык лазерным лучом, перемещающимся с постоянной скоростью.
Ниже в табл. 3.1 приведены значения параметров напряжения, силы тока, скорости движения электронного луча для сплава Д16.
Таблица 3.1
Параметры | Значения параметров | ||||
P, Вт | 1 | 1,5 | 2 | 2,5 | 3 |
V, м/ч | 15 | 20 | 25 | 30 | 35 |
dп, мм | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 |
F, мм | 30 | 50 | 100 |
1. Выбрать марку обрабатываемого материала в зависимости от порядкового номера студента в списке группы.
2. Рассчитать и построить зависимости температурных полей предельного состояния при изменении технологических параметров сварки.
3. Определить зависимости термического цикла в точках, удаленных на различное расстояние от оси шва, от параметров обработки.
4. Определить зависимости времени пребывания выше температуры закалки в точках, удаленных на различное расстояние от оси шва, от параметров обработки.
5. Определить зависимости изменения ширины зоны проплавления, закалки и отпуска материала заготовки в зависимости от параметров обработки.
3.1 Теоретическая часть
Д16 - алюминиевый деформируемый сплав используемый в промышленности: для силовых элементов конструкций самолетов, кузовов автомобилей, труб и т. д.; для детелей, работающих при температурах до -230 град.
Характеристики материала:
Температура плавления - 620 оС;
Температура закалки – 490 оС;
Температура отпуска – 380 оС
Температура старения – 180 оС
Плотность – 2,8 г/![]()
![]()
Удельная теплоемкость - 0,14 кал/г∙ оС;
Коэффициент теплопроводности - 0,062 кал/см∙с∙ оС [8].
Принцип процесса лазерной сварки металлов:
Лазерная сварка является инновационным методом обработки металлов. Суть этого метода в том, что в качестве энергетического источника используется луч лазера. Такая технология имеет очень широкую сферу применения, так как обладает множеством преимуществ. Она может быть использована при работе с одинаковыми и разными металлами, активно применяется в электронной технике и радиоэлектронике.
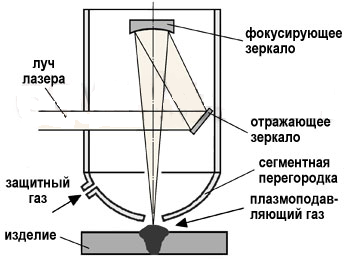
Рисунок 3.1 - Схема лазерной сварки:
Принцип действия лазерной сварки сводится к тому, что лазерное излучение направляют в фокус, где из него создается пучок, который и попадает на свариваемые детали. Пучок попадает внутрь металла, поглощается им, нагревает металл, вследствие чего происходит плавка и возникает сварочный шов.
Удобство метода состоит в том, что такую сварку производят путем частичного или полного проплавления, в любом положении, под любым углом. Процесс лазерной сварки может производиться периодами или же быть непрерывным. Он подойдет как для работы с тонкими листами металла, так и для крупногабаритных деталей. При работе с изделиями малой толщины процесс сварки осуществляется с расфокусировкой лазерного луча.
Современное оборудование, осуществляющее лазерную сварку металлов, способно делать этот процесс очень быстрым – сварка проводится со скоростью около 5 мм/с. Обязательным условием является использование присадки при сварке; в качестве присадки, как правило, используется проволока большого диаметра, специальный порошок или лента. Присадка необходима, так как она способна увеличивать сечение сварочного шва.
Лазерная сварка металла имеет множество преимуществ. Такая технология позволяет сваривать даже высокоточные конструкции. Так как при сварке можно дозировать энергию, метод позволяет обеспечить получение качественных соединений даже при работе с малыми деталями. При работе не понадобятся правки. Не нужна механическая доработка результата. Большая скорость процесса. Высокая производительность. При использовании мощного оборудования можно получить большую глубину шва при его малой ширине. То есть есть возможность уменьшить зону термического влияния, а также предотвратить деформации металлов.
Технология довольно экономичная, так как она позволяет использовать оборудование на большом расстоянии от металла.
Лазерный луч очень прост в управлении – для этого используют зеркала и оптику, что позволяет производить сварку в самых труднодоступных местах.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
