
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
инструментальная полость шпинедля | ISO 50 / ISO 50 BIG+ | |
Макс. допуст. число оборотов шпинделя | 1/мин | 3 500 |
Макс. допуст. перен. мощность | кВт | 25 |
Макс. допуст. крутящий момент шпинделя | Нм | 1 000 |
Базовый инкремент позиционированияв двух делимых плоскостях | град | 1o |
Величина передачи привода шпинделя | 1:1 |
3.2.9 Шпиндельная бабка с интегрированной Фрезерная головка вилочного HV/2V
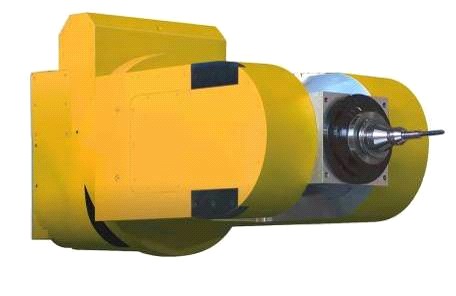
Головка складывается с трех соединенных основных частей с возможностью их одновременного поворачивания в осях А и С. Взаимное движение этих частей обеспечивается отдельными сервоприводами, которые при обработке детали позволяют осуществлять непрерывное позиционирование в полном диапазоне поворотов и плавное движение по обеим осям.
Собственный корпус головки содержит комплектные механизмы привода (зубчатых колес) и механизмы укладки рабочего шпинделя головки (в прецизионных шпиндельных подшипниках). Далее включает в себя два сервопривода для управления вращения двух осей А и С, датчик для измерения позиции и механизм крепления и расжима инструмента.
Внутреняя полость шпинделя | ISO 50 / ISO 50 BIG+ | |
Диапазон оборотов рабочего шп. | 1/мин | 10 – 3 500 |
Макс. – переносная мощность | кВт | 22 |
Макс. крутящий момент шп. | Нм | 500 |
Базовый инкремент позициониров | град | 0,001o |
Размер мех. передачи привода шпинделя | 1:1 |
3.3 Направляющие передвижных групп

Направление всех линейно переставляемых групп станка по осям X, Y, Z реализуется с помощью предварительно натянутых компактных линейных направляющих качения.
Выдвижной шпиндель скользит в полом шпинделе.
Стол установлен на крупноразмерном радиально-упорном подшипнике качения с крестообразными предварительно натянутыми роликами, имеющими высокую грузоподъемность.
Направляющие передвижных групп (т. е. поперечная и продольная станины и колонна) и механизмы привода станка основательно закапотированы и защищены от воздействия рабочей среды. В координатах X и Z применяются телескопические кожухи, в координате Y под шпиндельной бабкой установлены пластинчатые стальные кожухи, а над ней - телескопические стальные кожухи.
3.4 Приводы перемещения
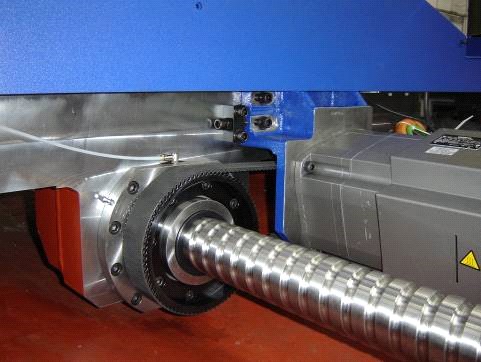
Приводы линейных осей реализованны с помощью отдельных приводов с линейным приводным ремнем и шариково-винтовой парой с высоким поднятием. Приводы осей X и Z реализованны с помощью шариково-винтовой пары с вращающимся винтом. Привод осей Y и W реализован с помощью шариково-винтовой пары с вращающейся гайкой. Привод вращения стола обеспечивается:
- Сервоприводом с передачей на одну шестерню. Передача осуществляется без зазора к внешнему шкиву подшипника, встроенного в поворотный стол. Данное исполнение предназначено для позиционирования стола во всем диапазоне его поворота. Сервоприводом с передачей на две шестерни (управляется с помощью системы Master-slave) – данное исполнение дает возможность полностью управлять столом и проводить обработку при повороте стола с одновременной реверсацией движения и интерполяцией других осей станка (основное движение обработки исполняет вращающийся инструмент, который закреплен в рабочем шпинделе станка).
3.4.1 Параметры – Подачи
диапазон рабочих подач – X, Y, Z, W | мм/мин | 1 – 36 000 |
диапазон рабочих подач – W | мм/мин | 20 000 |
диапазон рабочих подач – B | 1/мин | 0,003 – 1,5 |
ускоренная подача – X, Y, Z | мм/мин | 36 000 |
ускоренная подача – W | мм/мин | 20 000 |
ускоренная подача – B | 1/мин | 3 |
макс. усилие подачи | ||
- в осях X, Y, Z, W | кН | 20 |
- в оси B - 1-шестерня | кНм | 15 |
Макс. момент нагрузки при фиксации оси В | кНм | 25 |
3.5 Смазка станка
Смазка подвижных групп и механизмов станка проводится следующими способами:
– с помощью постоянного масляного наполнителя: подшипники главной посадки шпинделя, крупноразмерный подшипник качения посадки вращающегося стола,
– центральная система смазки с потерями: это смазка узлов качения в линейных направляющих и гайки шариковых винтов привода линейных координат (X, Y, Z, W) и подшипников посадки шариковинтовой пары в осях Y, W.
– оборотные масляные с автономным контуром с температурной стабилизацией: коробка передач привода шпинделя.
3.6 Управление станком

Управление станком осуществляется с главной панели управления. Панель установлена на вращающемся рычаге в месте оператора станка. Главная панель управления в стандартном исполнении дополняется переносной панелью управления, предназначенной для управления движением станка в ручном режиме, включая управление с помощью электронного маховика.
Периферийные узлы станка – устройства для автоматической замены инструментов или для автоматической замены палет оснащены вспомогательными панелями для ручного управления отдельными движениями при наладке, манипуляции с инструментами или при проведении ухода.
3.7 Системы управления
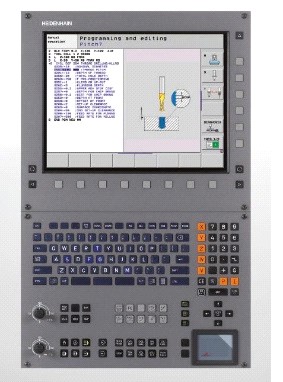
Управляют станком с выдвижным шпинделем и вращающимся столом в 5-ти управляемых осях (X, Y, Z, W, B) и шпинделем с возможностью углового позиционирования (ось В имеет два варианта исполнения!). Положение в координатах программируется с инкрементом 0,001 мм или 0,001° по координате B.
Обрабатывающий центр WHtec 130 предлагается с системой управления HEIDENHAIN iTNC 530 HSCI, Sinumerik 840 D SL.
3.8 Измерения

Линейные оси X, Y, Z укомплектованы прямым линейным измерением, встроенным в линейные направляющие Schneeberger. Измерения проводятся на основе магнитного отталкивающего принципа. Измеряемыми являются оси X, Y, Z и W. Угловой поворот стола (ось В) осуществляется прямо ротационным датчиком, установленным в оси стола.
3.9 Автоматическая смена инструменто
Автоматическая смена инструментов представляет собой самостоятельный узел, находящийся на фундаменте около станка.
В зависимости от технологических потребностей заказчика магазин может поставляться в нескольких различных вариантах, отличающихся количеством гнезд для инструментов и конструкционным решением (см. пункт 2.3). Поиск инструмента концептуально решается на основании кодирования гнезда в магазине инструментов.
Исполнение с цепным / меандровым магазином состоит из магазина и передвижного манипулятора оснащенного поворотной двухрамной рукой.
Оборудование позволяет проводить автоматическую замену инструментов также и во фрезерной головке с управляемым с помощью ЧПУ положением оси шпинделя (HUI 50, HOI 50, HV/E-H), интегрированного в шпиндельную головку.
3.9.1 Параметры - Автоматическая смена инструментов (АСИ)
3.9.1.1 Выбор магазина
магазин | количество мест для укладки |
цепной | 40, 60 |
меандрический | 80, 100, 120 |
стеллажный | 150 - 300 |
3.9.1.2 Технические данные для цепного магазина
шаг гнезд | мм | 130 |
макс. диаметр инструмента | ||
- полностью занятый магазин | мм | 125 |
- свободные соседние гнезда | мм | 320 |
макс. длина инструмента | мм | 500 |
макс. вес инструмента | кг | 25 |
макс. вес инструментов в цепи | кг | 1 000 |
общее время замены инструмента | сек | 14 |
3.9.1.3 Параметры остальных магазинов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
