
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
некоторые параметры можно приспособить требованиям пользователя.. Рекомендуем обсудить параметры с производителем в зависимости от потребностей технологии.
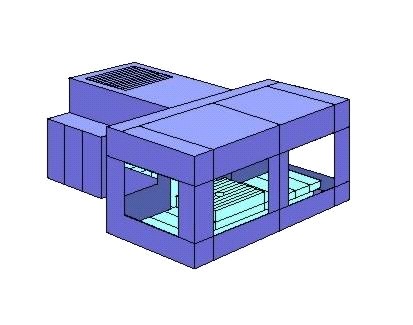
3.10 Автоматическая замена палет

Концептуально устройство для замены палет основано на автоматическом обмене технологических палет между стационарными станциями для укладки, оснащенными манипуляторами, и зажимным основанием палеты на станке. Палета на зажимном основании фиксируются на станке с помощью двух цапф и закрепляется механически с помощью тарельчатых пружин. Отжим палеты осуществляется гидравлически.
Размеры палет и зажимных Т-образных пазов соответствуют нормам ISO.
При количестве 2 палеты происходит их обмен прямо между станциями для укладки и станком, при применении 3-х или 4-х палет палет последние заменяются с помощью вращающего манипулятора, размещенного между укладчиками палет и станком.
3.10.1 Параметры - Автоматическая замена палет
Размеры зажимной поверхности поддона | мм | 1 600 x 1 600, 1 600 x 2 000, 1 800 x 2 200 |
макс. вес обрабатываемой детали | кг | 16 000 |
поперечная перестановка палеты X | мм | 3 000, 4 000 |
зажимные "T" пазы * | ||
- размер | мм | 22H8 |
- шаг | мм | 160 |
- количество | 9 | |
количество палет в системе | шт. | 2 |
время автоматической замены палет(при количестве 2 палет) | сек | 90 |
* другой размер T паза предложит заказчик и обсудит с заводом-изготовителем
3.11 Энергетические источники и агрегаты

Электрическое оснащение находится, главным образом, в электрическом шкафу. Оно состоит из главного модуля системы управления и управления приводов подач и шпинделя, а также из всех питающих, переключающих и предохранительных элементов. Электрооснащение содержит элементы знаменитых фирм (Telemиcanique, Merlin Gerin, Siemens). Электрошкаф охлаждается с помощью кондиционера, встроенного в дверь.
Другие агрегаты размещены вне электрического шкафа и вместе с распределительными сетями энергии образуют компактное целое - «энергобокс», органически связанное со станком и его капотированием. «Энергобокс» включает в себя: гидравлический агрегат, центральную систему смазки, систему охлаждения масла для коробки передач главного привода и агрегат для подачи сжатого воздуха.
3.12 Капотирование станка
Качественное капотирование является неотъемлемой частью каждого современного обрабатывающего станка. Оно служит, прежде всего, для обеспечения безопасности в ходе обслуживания и в то же время защищает окружающую среду от экологических загрязнений и, в общем, увеличивает гигиену и культуру на рабочем месте. Неотъемлемой частью закрытия станка является конвейер стружки, который обеспечивает отвод стружки и рабочей жидкости с рабочего места станка. В техническом решении этого узла можно определить 3 вида капотирования:
- Полное капотирование станка, как технически самое совершенное решение закрытия рабочего места. Капотирование состоит из жестяных панелей. В области рабочего пространства некоторые панели снабжены окнами из прозрачного материала. Капотирование со стороны мастерской снабжено широкими раздвижными дверями, переходящими в потолочную часть, что делает возможной беспроблемную загрузку заготовок с помощью подъемного крана (открывание вручную, у станков со сменой палет – автоматическое). У станков с двумя палетами двери открываются телескопически, у станков с количеством палет более двух или со столом двери открываются в обе стороны.
Доступ к рабочему месту станка, например для крепления детали, настройки инструмента и т. д. осуществляется с рабочего места оператора станка, оснащеного раздвижными дверьми с блокировкой.
Отвод охлаждающей жидкости и стружки из рабочего пространства осуществляется с помощью наклонных листов из жести, соединенных с наклонным телескопическим закрытием оси X или Z, и прочих соединительных элементов, установленных со скосом к конвейеру стружки. Конвейер соединяется со сборником охлаждающей жидкости и с ящиком для стружки. Оборудование дополнено поддоном в фундаменте для сбора жидкости.
Полное закрытие необходимо при использовании системы подачи СОЖ через ось инструмента.
При возникновении необходимости обеспечить откачку загрязненного воздуха с рабочего места необходимо обсудить это с изготовителем, а также уточнить некоторые параметры состава откачиваемого аэрозоля и рассчитать эффективность откачки.
- «Индивидуальное капотирование» станка. При специальном требовании и после обсуждения с производителем можно использовать специальное капотирование, например на основании требований, возникающих при повороте большой детали.
3.13 Элементы, обеспечивающие безопасность и защиту здоровъя
Являются неотъемлемым компонентом конструкции станка и включают в себя логические цепи системы управления станка, защиту от разбрызгивания СОЖ и стружки и защиту против появления посторонних лиц. Требования о соответствии нормам ES (обозначение CE) необходимо указывать в заказе. В этом случае оснащение станка должно включать в себя элементы в соответствии с п. 6.
3.14 Остальные параметры
рабочее давление гидравлических контуров | MПa | 11 – 12 |
рабочее давление уравновешивания шп. бабки | MПa | 15 |
подача воздуха под давлением к станку | ||
- давление | МПа | 0,6 |
- количество | л/ сек | 18 |
напряжение/ частота электрической сети | В/ Гц | 3 x 400 / 50, 3 x 400 /60 |
напряжение управления | В = | 24 |
общая потребляемая мощность станка (с выдвижным шпинделем, вращающимся столом и цепным магазином) | кВА | 110 / согласно исполнению |
уровень звука A в рабочем месте макс. | дБ (A) | 80 |
общий вес станка (с выдвижным шпинделем, мин. параметрами X, Y, Z, поворотным столом 1800x1800, АСИ для 40 инструментов и полным капотированием) | кг | 34 100 |
общие размеры станка | мм | согласно исполнению |
4. ТОЧНОСТЬ И ИСПЫТАНИЯ СТАНКА
4.1 Геометрическая точность станка
Выражается в документе «Протокол приемки геометрической точности», который исходит из нормы ISO 10791-1 или ISO 3070-2,3.
Испытание проводится производителем при выходном контроле, протокол прилагается к станку, а контроль снова повторяется при передаче станка заказчику.
4.2 Точность позиционирования групп станка
Подтверждается "Протоколом точности позиционирования". В протоколе, который является внутренним документом изготовителя, точность отображается числовыми величинами в соответствии с параметрами стандарта VDI/DGQ 3441 в границах, установленных изготовителем.
Испытание проводится производителем при выходном контроле. У заказчика испытание не проводится, если в договоре купли-продажи не оговаривается иначе.
4.3 Рабочая точность станка
Проверяется производителем при выходном контроле путем обработки пробной заготовки NASA. Результаты испытаний заносятся в протокол, который является внутренним документом изготовителя. У заказчика испытание не проводится, если в договоре купли-продажи не оговаривается по-другому.
4.4 Остальные испытания при выходном контроле
- проверка правильности функционирования всех частей станка при работе вхолостую, проверка электрического оборудования станка, проверка соответствия техническим параметрам, производственному исполнению и укомплектованности станка согласно спецификации поставки.
5. БЕЗОПАСНОСТЬ И ЭКСПЛУАТАЦИЯ СТАНКА
Подтверждаем, что конструкция станка и производственное исполнение соответствует общедействующим нормативам, относящимся к безопасности труда и гигиене, что обеспечивает безопасность обслуживания станка.
Станок можно поставлять также в соответствии со специальными нормами по безопасности.
Особое внимание необходимо уделять нормам безопасности ES, которые объязательны для эсплуатации станков в Европейском Сообществе, которые необходимо применять и в других странах.
Для исполнения норм станок должен быть оснащен следующими элементами безопасности:
- сам станок и его логические цепи по управлению и безопасности должны сответствовать нормам СЕ защита обслуживающего персонала и пространства возле станка от разбрызгивания СОЖ и стружки должна быть обеспечена защитным кожухом в соответствии с п. 4.12 защита против появления посторонних лиц: у стандартных станков с защитным кожухом обеспечено конструктивно. Ограждение вокруг АСИ является стандартным оснащением.
Станки с автоматической сменой палет необходимо оснастить ограждением или световым барьером вокруг зоны нахождения палет.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
