

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ИССЛЕДОВАНИЯ КАТОДНОГО МАТЕРИАЛА Li1+xV3O8, СИНТЕЗИРОВАННОГО ПО
РАЗНЫМ ТЕХНОЛОГИЯМ
Исследования обратимых электрохимических систем проводились с использованием катодов на основе материалов состава LixV3Os,, изготовленных методом твердофазного синтеза. Они обеспечивали удельную емкость q = 250 мА/г и синтезировались на различных предприятиях: ЦЛЭХИТ БАН НРБ (Болгария), НПП «КВАНТ» (Москва) и заводе химреактивов в г. Верхняя Пышма (Россия). Все российские и болгарские катодные материалы идентичны по структурному составу и энергетическим параметрам.
Разработка технологии изготовления положительного электрода является одним из наиболее важных этапов изготовления литиевого аккумулятора [5], так как она во многом определяет его электрические характеристики. Она включает следующие этапы:
- выбор метода синтеза литий-ванадиевой бронзы (ЛВБ) состава: LixV3O8; выбор состава катодной массы; выбор способа изготовления положительного электрода.
Для получения ЛВБ в аморфном состоянии синтез проводился в растворе ЫОН+УгО5 и проходил по следующему пути:
1/3V2O5 + 2LiOH -> 2/3Li3VO4 (1)
2/3LiVO4 + 1/3V2O5 -♦ 2LiVO3 (2)
2LiVO3 + 2V2O5 -* 2LiV3O8 (3)
Время" синтеза составляло 18-24 ч при температуре 50 - 60° С при постоянном перемешивании раствора. Аморфность материала подтверждается рентгенограммой рис.1, на которой отсутствуют пики исходных веществ V2O5, LiOH и пики, характеризующие кристаллическую фазу ЛВБ. Для подтверждения состава синтезированного материала аморфная фаза переводилась в кристаллическое состояние путем отжига при температуре 350° С.
d=6,35
8,07
16,14
Li0,04V2O5
d=4,37
11,78
23,56
(3-Lio,3V205 d=7,22 7,09 14,15
![]()
Рис. 1. Рентгенограмма аморфной ванадиевой бронзы.
Рис. 2. Рентгенограмма аморфной ванадиевой бронзы
о после термообработки при 350 С.
46
Рентгеноструктурный анализ термообработанного материала показал (рис. 2), что его состав соответствует формуле: ЫхУзО8. Для определения энергетических возможностей аморфной ЛВБ были проведены исследования разрядных и вольтамперных характеристик макетов аккумуляторов (рис. 3-5).
4 - г
3,5
CD
2,5
1,5
кристаллич. материал аморфный материал
0,5
1 2 3 4 5 6 7 8 9 10 11 12 13 j, мА/см2
Рис. 3. Вольтамперные характеристики аккумуляторов с кристаллическим и аморфным катодными
материалами.
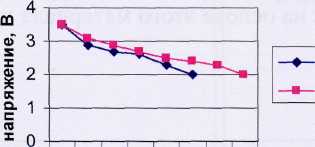
0 12 3 4 5 6 7 время разряда, ч
кристаллич. материал аморфный материал
Рис. 4. Сравнение разрядных характеристик аккумуляторов с кристаллическим и аморфным
катодными материалами.
Анализ экспериментальных данных показал, что удельная емкость полученного материала составляет 300 - 400 мАч/г за счет большого количества внедренного в решетку ЛВБ лития (до девяти катионов лития), тогда как в кристаллических материалах этот показатель не превышает шести.
0,75
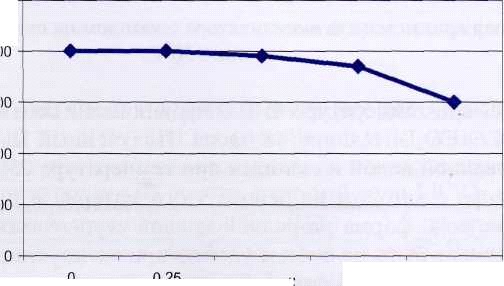
500
j, мА/см'
Рис. 5. Изменение удельной разрядной емкости аккумулятора от плотности тока с катодом из
аморфной ванадиевой бронзы.
47
Кристаллическая ЛВБ состава LixV3O8. синтезировалась при температурах 350° С и 650° С. Рентгенограмма материала представлена на рис. 6.
Li1+xV3O7l9
d=6,35
8,07
16,14
Рис. 6. Рентгенограмма кристаллической ванадиевой бронзы
Синтез ЛВБ при температуре 350° С проводился в соответствии с реакцией: 2ЫОН + 3V2O5 —> 2L1V3O8 + НгО в течение 24 часов. Далее материал измельчался, отмывался дистиллированной водой и сушился при температуре 250° С. Результаты испытаний макета аккумулятора с катодом на основе этого материала представлены на рис. 7.
«Г
0 0,75 1,5 2,25 3 3,75 4,5 5,25 6
время разряда, ч
Рис. 7. Разрядная кривая макета аккумулятора с катодом на основе ЛВБ, синтезированной
при350°С.
Синтез ЛВБ при температуре 650° С проводился в соответствии с реакцией: +3V2O5 —> 2ЫзО8 + СО2 в течение 48 часов. Полученный материал измельчался, отмывался дистиллированной водой и сушился при температуре 250° С. Результаты испытаний макета аккумулятора с катодом на основе этого материала представлены на рис. 8. Как видно из этого рисунка, форма разрядной кривой ступенчатая, обусловленная фазовыми переходами, что может быть не совсем удобно при эксплуатации аккумулятора с катодом на основе данного материала. Поэтому был разработан материал, имеющий двухфазовый состав на основе твердых растворов состава 1лхУзО8 • Lio. o4 V2O5 (рис. 9), фазовые переходы которых не совпадают и поэтому разрядная характеристика имеет вид наклонной кривой (рис. 10) без ярко выраженных разрядных ступеней.
48
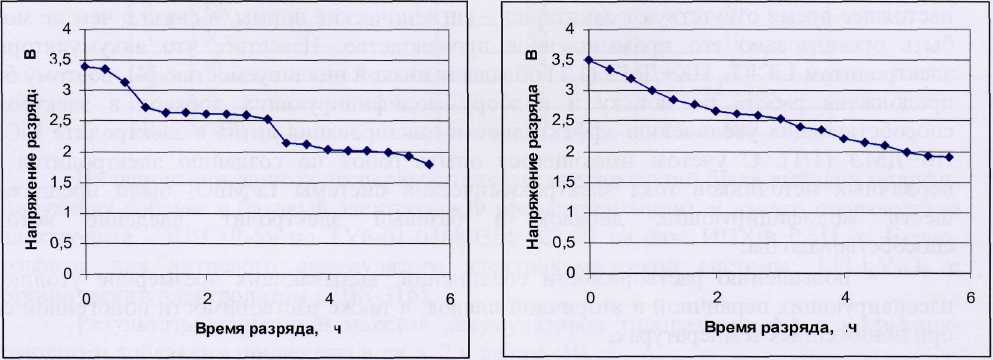
Рис. 8. Разрядная характеристика кристаллической ЛВБ состава: LixV3O8.
Рис. 10. Разрядная характеристика кристаллической ЛВБ состава: LixV3O8" Lio. o4 V2O5.
Lii+xV3O7,9 d=6,35 8,07 16,14 | |
Li0,04V2O5 d=4,37 11,78 23,56 | |
1 | n |
Рис. 9. Рентгенограмма кристаллической ванадиевой бронзы двухфазового состава.
ИСЛЕДОВАНИЯ ВЛИЯНИЯ МОДИФИЦИРУЕЩИХ ДОБАВОК В БАЗОВЫЙ ОРГАНИЧЕСКИЙ ЭЛЕКТРОЛИТ НА ЦИКЛИРОВАНИЕ АККУМУЛЯТОРА
Выбор базового электролита на основе литиевой соли LiClO4 с бинарной системой органических растворителей пропиленкарбонат (ПК) - 1,2-диметоксиэтан (ДМЭ) был обусловлен его подготовленностью к серийному производству. В некоторых зарубежных аккумуляторах электрохимической системы Li/LiViOs [2] используется электролит состава 1,5 М LiAsF6B смеси тетрагидрофуран (THF)/ 2-метил-тетрагидрофуран (2MeTHF) (1/1), компоненты которого не выпускаются серийно отечественной промышленностью. Кроме того, на экологически опасное вещество LiAsF6, входящее в состав электролита, в
49
настоящее время отсутствуют санитарно - гигиенические нормы, в связи с чем не может быть организовано его промышленное производство. Известно, что аккумуляторы с электролитом LiClCU, ПК+ДМЭ (1/1) обладают низкой циклируемостью [4], поэтому была продолжена работа по поиску и подбору модифицирующих добавок в электролит, способствующих увеличению эффективности циклирования лития в электролите ЫСЮ4, ПК+ДМЭ (1/1). С учетом имеющегося опыта работ по созданию электролитов для первичных источников тока электрохимической системы Ы/МпОг были предложены шесть модифицирующих добавок в базовый электролит, введение которых способствовало бы:
- повышению растворимости соединений, вызывающих чрезмерное утолщение
пассивирующих первичной и вторичной пленок, а также растворимости ионогенной соли
при пониженных температурах; созданию благоприятных условий для формирования пассивирующих пленок на
электродах, облегчающих процессы растворения-осаждения лития на аноде и его
интеркаляции-деинтеркаляции на катоде и, как результат, повышающих эксплуатацион
ные характеристики аккумуляторов; подавлению свободно - радикальной полимеризации продуктов деструкции
электролита, сопровождающейся нарастанием вторичной рыхлой полимерной пленки с
пониженной электрической проводимостью; удалению микропримесей воды, кислорода,- двуокиси углерода и других
активных примесей, приводящих к образованию нерастворимых соединений,
пассивирующих анод.
Исследованы добавки с условным наименованием: БК, Ф, X, Хл, ОХА, t-Ви.
Механизм действия ионопроводящий пассивирующей пленки (ИПП) в процессе заряда следующий: катионы лития, проходя из раствора электролита через ИПП и получая электрон, восстанавливаются до металлического лития, при этом вновь образованные частицы лития покрываются пассивирующей пленкой. Эти частицы, как правило, сохраняют контакт с основной массой лития. При циклировании, когда изменяется объем литиевого электрода, ИПП должна обладать достаточной эластичностью, в противном случае, она будет разрушаться, и это может привести к деградации литиевого электрода.
Проведен качественный анализ эффективности циклирования лития в электролитах с модифицирующими добавками, т. е. показателя, определяющего количество циклов разряд заряда аккумуляторов, зависящего от качества электродов, электролита, конструкционных материалов и определяемого как отношение разрядной емкости к зарядной. Еще одним важным показателем качества аккумулятора являются токи, определяющие сохранность заряда в процессе хранения изделия. При увеличении эффективности циклирования за счет новых ко нструкторско-технологических решений обычно происходит увеличение ресурса циклов заряд-разряда аккумуляторов. Анализируя значения эффективности и динамику ее падения в различных электролитах, можно судить о циклируемости лития в каждом из них. Иногда для этой цели определяют среднее значение эффективности циклирования по 10 циклам, поскольку от цикла к циклу может наблюдаться разброс кулоновской эффективности. Значение эффективности и тока коррозии, определяемого при нулевом токе циклирования для электролитов с различными добавками, приведены в табл. 1. Эти результаты позволяют выбрать оптимальный электролит для создаваемого литиевого аккумулятора.
Таблица 1
nn п/п | Добавка в базовый электролит | Эффективность, Емах,%; | Ток коррозии, мкА |
1. | ОХА | 63 | 20 |
50

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
