


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Сорбция на активированном угле.
2. Химическое взаимодействие с горячей губчатой медью.
3. Соединение кислорода с водородом при низкой температуре в присутствии катализаторов (палладия, платины, хром-никеля).
Очистка газов от паров воды производится путем вымораживания или с помощью твердых адсорбентов (силикогель, алюмогель, цеолит).
2.2. Очистка поверхности
Классификация методов очистки поверхности
В зависимости от вида загрязнения или их совокупности применяются в определенной последовательности различный способы очистки деталей. К таким способам относятся следующие.
1. Химические - обезжиривание в органических растворителях, и в щелочных растворах, травление в кислотах и щелочах, полирование.
2. Механические - галтовка, ультразвуковая обработка.
Следует отметить, что ультразвуковая обработка широко применяется с химическими методами.
3. Промывка в воде.
4.Термическая обработка последовательно в окислительной и восстановительной среде (или только в восстановительной), в вакууме.
Так, например, для удаления механических загрязнений применяют обдувку очищенным воздухом, окислительно-восстановительный отжиг, травление, галтовку. Неорганические соединения растворимые в воде, удаляют, путем промывки деталей в холодной или горячей воде. Жировые и масленые загрязнения удаляют растворением их в органических растворителях, жироэмульгирующих составах и др. Химические соединения основного металла снимаются травлением в соответствующих кислотах и щелочах или механически - путем. Газообразные элементы и соединения освобождаются из деталей путем термообработки в вакууме или водороде.
Обезжиривание, т. е. удаление с поверхности деталей жиров животного и растительного происхождения, а также минеральных масел (смазки, эмульсии), производится перед термообработкой, иначе на поверхности образуется углерод в следствие разложения жировых загрязнений.
В производстве очистку деталей производят в следующей последовательности:
1. Обезжиривание в органических растворителях;
2. Обезжиривание в щелочных растворах;
3. Галтовка;
4. Обработка ультразвуком;
5. Травление;
6. Полирование;
7. Промывка в воде;
8. Термическая обработка;
9. Финишная очистка.
2.3. Химические методы очистки
поверхности
2.3.1. Обезжиривание в органических растворителях
Обезжиривание - это процесс удаления с поверхности деталей жиров, минеральных масел, смазок и т. д. Жировые загрязнения разделяются на два типа:
1. Состоят из неполярных молекул, например минеральные масла;
2. Состоят из полярных молекул - жиры растительного и животного происхождения.
Как правило жировые загрязнения легче растворяются в растворах с подобным типом молекул. В качестве обезжиривающих средств используются следующие материалы.
1. Трихлорэтилен. Молекула его полярно, температура кипения составляет 90°С, химическая формула С2HCl3 . Представляет собой прозрачную жидкость, не горюч, не взрывоопасен, но токсичен.
![]()
2. Четыреххлористый углерод CCl4. Молекула не полярно, температура кипения составляет 76°С, не горюч, не взрывоопасен, мало токсичен, но стоимость его высока.
3. Бензин (марка "Галоша"). Отлично растворяет жиры органического происхождения, но горюч, взрывоопасен в смеси с воздухом (в пропорции 1,1—5,4%). Из-за взрывоопасности бензин в качестве растворителя используют редко.
4. Фреон 113 (трихлортрифторэтан C2F3Cl3). Молекула полярно, температура кипения 480С, не горюч, не взрывоопасен мало токсичен, но имеет высокую стоимость.
Наиболее широкое применение из перечисленных нашел трихлорэтилен.
Рис.2.2 Ванна для обезжиривания 1 - ванна из нержавеющей стали; 2 – растворитель; 3 - паровой подогрев |
Обезжиривание деталей производится в специальных ваннах при температуре 70‑800С в течение 3‑6 минут (рис.2.2). Промывка, небольших количеств деталей в трихлорэтилене производится на специальных установках с устройством для встряхивания.
Подогрев растворителя осуществляется паром, пропускаемым через змеевик, расположенный на дне ванны. Над ванной имеется второй змеевик, в котором циркулирует холодная вода, для конденсации паров трихлорэтана. Змеевик холодильника должен иметь комнатную температуру окружающей среды во избежания конденсации влаги.
Детали для промывки загружают в сетчатые корзины и помещают их вначале в первую ванну, затем во вторую и третью. Таким образом по мере очистки от загрязнений, они попадают в более чистую среду. Растворитель из более загрязненой первой ванны поступает в отстойник, а потом на регенерацию и вновь подается в третью ванну.
При обезжиривании широко применяется ультразвуковая обработка на частоте от 0,5 до 10 МГц, в этих условиях кавитация не развивается, однако возникает давление в сотни атмосфер, поэтому раствор прогоняется через отверстие малого диаметра, пазухи и т. д.
Ряд материалов таких как: Al, алюмированное железо, алюмированный никель в хлоросодержащих растворах образуют плотную поверхностную хлоридную пленку, которая потом удаляется с трудом, следовательно обезжиривать в этих растворах такие материалы нельзя. Для их обезжиривания используют растворы щелочей.
2.3.2. Обезжиривание в щелочных и мыльных растворах
Способ очистки в горячих щелочных растворах заключается в разложении жиров животного и растительного происхождения с переводом их в мылообразную массу. Неомыляемая масляная пленка при этом переходит в состояние эмульсии. При обезжиривании в щелочных и мыльных растворах широко используются поверхностно-активные вещества - эмульгаторы, которые облегчают разрыв масляной пленки и стабилизируют эмульсию.
Применение поверхностно-активных веществ (ПАВ) делает щелочное обезжиривание весьма эффективным. ПАВ сами по себе не являются растворителями, но они способны проникать между загрязнениями и поверхностью металла, т. е. ослаблять связи и способствовать эмульгированю загрязнения. К таким веществам относится, наприме, синтанол (ДC-10), представляет собой смесь полиэтиленгликолевых эфиров и синтетически жирных спиртов.
Для приготовления щелочных растворов применяют натриевые, калиевые или аммонийные углекислые, фосфорнокислые, кремнекислые соли и их гидроокиси. Общие требования к щелочным растворам следующие.
1. Должны хорошо смачивать поверхности загрязненного изделия.
2. Хорошо эмульгировать, диспергировать загрязнения.
3. Продукты реакции с загрязнениями должны хорошо удаляться при последующей промывке водой.
4. Не вызывать коррозии на поверхности металла.
Хорошие результаты получаются при промывке в эмульсии керосина и в растворе щелочи.
Вначале детали промывают в подогретой доС эмульсии следующего состава: керосин - 4 л, мыло хозяйственное - 0,3-0,4 кг, вода водопроводная - 6 л. Окончательное обезжиривание и удаление остатков эмульсии производится промывкой в проточной воде, затем при°С в щелочном растворе следующего состава: сода кальцинированная - 15-20 г/л, жидкое стекло - 2-З г/л.(Na2SiO3). Затем детали вновь промывают в проточной дистиллированной воде, подогретой до°С. Общая продолжительность промывки составляет 1,5‑2 минуты.
2.3.3. Электрохимическое обезжиривание
При электрохимическом обезжиривании процесс проводят как на аноде так и на катоде в щелочных электролитах.
При катодном обезжиривании на катоде происходит разряд ионов водорода, а на аноде - гидроксильных ионов раствора. Околокатодный слой электролита обогащается отрицательными ионами ОН-, которые вступают во взаимодействие с жирами и переводят их в мылообразную массу, неомыляемые пленки масел отделяются от поверхности выделяющимися пузырьками водорода.
При анодном обезжиривании в щелочном электролите удаление загрязнений с поверхности металлов происходит за счет обильного выделения на аноде кислорода. В этом случае устраняется опасность наводораживания поверхностного слоя металла. Преимущество электрохимического обезжиривания заключается в полноте и скорости процесса. Недостатком этого способа является плохая рассеивающая способность электролита, т. е. большая неоднородность распределения электрического поля относительно поверхности на деталях сложной конфигурации. Поэтому для деталей сложной конфигурации рекомендуется, вначале химическое, а затем электрохимическое обезжиривание.
Механические свойства тонкостенных стальных деталей (пластины, пружины) при катодном обезжиривании ухудшают свои механические свойства вследствие наводораживания. Это недостаток устраняется путем проведением процесса с переменной полярности или проводят только анодное обезжиривание таких деталей.
Необходимо учитывать, что при катодном обезжиривании газа выделяется в два раза больше, чем при анодном. Детали из металлов, стойких к щелочам, обрабатываются попеременно на катоде и на аноде. Детали из цветных металлов лучше обрабатывать только на катоде, так как обработка на аноде сопровождается разрушением их поверхности. При этом применяемые растворы не должны содержать высокую концентрацию щелочи, так как впоследствии возможна коррозия деталей. Кроме того, при проведении процесса в катодном пространстве происходит, за счет реакций, дополнительное увеличение щелочности электролита, поэтому плотность тока в этом случае должна быть небольшой.
Если детали загрязнены незначительно, электрохимическое обезжиривание проводят в теплом 10%-ном растворе едкого калия или натрия. Вследствие бурного выделения водорода при катодном обезжиривание процесс проводят в течениесек или периодически через определённые промежутки времени.
Для сильно загрязненных деталей применяют растворы более сложного состава (например: сода кальцинированная, тринатрий фосфат, жидкое стекло).
2.3.4. Химическое травление
Химическое травление предназначено для удаления загрязнений неорганического происхождения (окислов, солей, окалины), химически связанных с поверхностью. В качестве сред используются сильные кислоты (соляная, серная, азотная или плавиковая), а также расплавы и растворы щелочей.
Особенностью травления является то, что кроме удаления загрязнений удаляется и поверхностный слой материала. При травлении в сильных кислотах возможна коррозия. Работа с сильными кислотами требует строжайшего соблюдения техники безопасности. Менее безопасны в работе являются тройные смеси типа: (НСООН мурав. кисл., Н2О2 перекись водорода, H2O).
Такие смеси не содержат сильно действующих веществ, безопасны и эффективны в работе. В этом случае каждый компонент выполняет определенные функции. Перекись водорода является сильным окислителем загрязнений, муравьиная кислота хорошо реагирует с большинством окислов металла, переводя их в хорошо растворимые в воде соли, вода является растворителем продуктов реакции. С целью удаления загрязнений может быть использовано и электролитическое травление.
Пример режима очистки деталей из стекла и кварца.
1. Мелкосерийное производство:
- кипячение в 6%-ном растворе перекиси водорода - 30 мин;
- промывка в проточной горячей воде марки В;
- сушка при 1200С.
2. Массовое производство:
- промывка в 0,5-10% растворе щелочи с добавкой ПАВ с использованием ультразвука
- промывка в проточной воде марки В;
- кипячение в 5%-ном растворе перекиси водорода Н2Омин;
- промывка в проточной деионизованной воде марки А;
- сушка в термостате 130°С - 10 мин;
Очистка керамики.
- Обработка в смеси фосфида натрия Na3РО4 = 20 г/л, карбоната натрия (сода) Na2СОг/л + ПАВ (ДС-10) – З г/л, с применением ультразвука.
- Промывка в проточной деионизованной воде.
- Прокаливание на воздухе 10000С 30 мин.
-
2.3.5. Химическое полирование
Полирование применяется с целью уменьшения тепловых потерь или для получения большой отражательной способности поверхности. Полирование может быть выполнено химическим и электрохимическим способом.
Химическое полирование возможно при повышении скорости химического травления. Большая скорость растворения выступов при химическом полировании объясняется их большей пористостью и меньшей химической прочностью, поэтому растворение их происходит быстрее, чем растворение окислов в углублениях. Равномерное растворение поверхностного слоя металла обеспечивается применением составов с сильными окислительными свойствами, которые способствуют образованию пассивирующей окисной пленки.
Химический способ полирования имеет перед электрохимическим следующие преимущества. Отсутствие источника, постоянного тока и электрических контактов, возможность полирования деталей сложной формы и практически любых размеров, большую производительность. Недостатком химического способа травления является сравнительно небольшой срок службы раствора, малый коэффициент отражения химически отполированной поверхности.
2.3.6. Электрохимическое полирование
Электрохимическое полирование заключается в анодном растворении металла, при котором удаляются микроскопические выступы. Электролиты для этого способа должны удовлетворять следующим требованиям.
1) Способствовать образованию на деталях, являющимися анодами, вязкой пленки с большим электросопротивлением, которая задерживаясь в углублениях, способствует интенсивному растворению выступов.
2) Не изменять свои свойства при хранении и эксплуатации.
3) Работать в широком интервале температур при относительно небольших плотностях тока и напряжениях.
4) Не вызывать коррозии полируемого металла при отсутствии тока.
В состав электролитов, как правило, входит серная кислота, ортофосфорная кислота и вода, для повышения электропроводности электролита. Для предупреждения разъедающего действия электролита в него вводят глицерин, эфиры, которые понижают электропроводность анодной пленки.
Электрохимическое полирование обеспечивает хорошее сцепление поверхности с гальваническими и другими видами покрытий.
2.3.7. Термические методы очистки
Под термическими методами очистки понимают различные виды отжига, предназначенные:
1. Для удаления остаточных загрязнений на поверхности, например, следов углерода.
2. Для восстановления окислов на поверхности металлов.
3. Для обезгаживания, т. е. удаления растворенных в металле газов.
Для достижения перечисленных целей используются следующие виды отжига.
1) Отжиг в водороде, влажном иди сухом.
2) Окислительно-восстановительный отжиг.
3) Отжиг в вакууме.
4) Комбинированные виды отжига.
Отжиг в водороде - основной вид отжига в производстве электронных приборов. Отжиг во влажном водороде удаляет следы графитовой смазки, в сухом водороде восстанавливает окислы на поверхности металла. Отжиг в водороде осуществляется также для замены атмосферы растворенного в металле газа на водородную, которая, в свою очередь, удаляется при обезгаживание внутри вакуумной арматуры при откачке.
Следовательно, режим отжита в водороде должен обеспечить диффузию водорода внутрь металла при высокой температуре, вытеснение газовой атмосферы — водородной, а также выделение избытка водорода при охлаждении металла. Поэтому режим отжига должен состоять из: нагрева, выдержки и охлаждения.
В таблице 6 приводятся некоторые режимы отжига металлов и сплавов.
Таблица 6
Металл | Температура 0С | Время выдержки мин | Время охлаждения мин. |
Никель | Тпл 1453 Тотж 750-800 | 10 | 30 |
Молибден | Тпл 2267 Тотж 1100 | 30 | 60 |
Ковар* | Тпл 1450 Тотж 800 | 10 | 30 |
Медь | Тпл 1084 Тотж 650 | 15 | 30 |
*Ковар (сплав 29НК) - 28,529,5 % Ni, 17-18 % Со кобальт, остальное Fe железо с небольшими примесями C, Si, Mn.
Окислительно-восстановительный отжиг используется только в массовом производстве. При этом остаточные загрязнения окисляют кипячением деталей в воде и низкотемпературным окислением на воздухе, затем окисленные слои удаляются отжигом.
Пример обработки никелевых деталей.
1. Промывка в кипящей деионизованной воде 3 мин.
2. Сушка при температуре 120°С - 7 минут.
3. Окисление на воздухе при температуре 450ОС - 10 минут
4. Промывка в кипящей деионизованной воде - 1,5 минут.
5. Сушка при температуре 120 0С - 7 минут.
6. Отжиг в водороде при температуре 750ОС - 15 минут, охлаждение - 30 минут.
Отжиг в вакууме используется в том случае, когда невозможно отжигать в водороде, например при отжиге металлов, способных наводораживаться (например: тантал, титан, цирконий, торий).
Температура отжига должна быть ниже температуры кристаллизации, т. е. примерно на 15% от температуры плавления.
При вакуумном отжиге опасны следы масел, которые могут попасть на поверхность детали при вакуумировании их паромаслеными насосами, поэтому желательно использовать безмасляную откачку.
Комбинированные типы отжига - это последовательный отжиг в названных выше средах. Чаще всего это отжиг в азоте или инертных газах, или последовательный отжиг в водороде и вакууме.
2.4. Финишная очистка
Финишная очистка - это завершающий этап процессов очистки, который по своим характеристикам должен удалить остатки загрязнения деталей, неизбежно внесенных на предыдущих операциях. Используется для этой цели сильноточный тлеющий разряд в инертном газе. При этом возникает ионная бомбардировка эффективного катода, которым являются металлические детали. При этом энергия ионов выбирается достаточным для удаления следов загрязнений.
Детали из диэлектрика помещаются в специальной таре (металлическая сетка) в газоразрядный промежуток и бомбардируются ионами плазмы. Примерные параметры режима ионно-плазменной обработки следующие:
U=0,8–2 кВ ;
I=0,5 0,03 А/см2 .
При финишной очистке наиболее эффективно удаляются следы жировых загрязнений, следы органики, пыль, ворса. Финишная очистка эффективна для узлов, предназначенных к окончательной сборке.
2.5. Организация технологического
процесса очистки деталей
После механической обработки детали, вначале, очищаются в помещении второй категории (рис 2.3), в них обычно осуществляется полный цикл химической обработки, а затем в специальной таре детали поступают в помещение первой категории (рис 2.4), где заканчивается цикл химико-термической очистки отжигом деталей. После этого детали идут на финишную очистку в помещение первой категории окончательной сборки.
Технологическая тара предназначена сохранить свойств деталей, полученных на последнем этапе обработки.
Основные требования к технологической таре:
1. максимальная герметичность;
2. отсутствие возможности загрязнения деталей;
3. должна быть чистой как с внешней, так и с внутренней стороны.
Тара | Срок хранения | |
1 | Медицинский шкаф | 1 час |
2 | Полиэтиленовый мешок | 2-3 часа |
3 | Эксикатор со смазанным шлифом | 0,5 часа |
4 | Эксикатор без смазки | двое суток |
5 | Стеклянная трубка с несмазанной пришлифованной пробкой | 30 суток |
б | Стеклянная трубка с фторопластовой пробкой | 15 суток |
7 | Запаянная стеклянная трубка без откачки | 40-60 суток |
При истечении срока хранения деталей в таре, не использованные детали должны пройти повторно полный цикл химической и термической обработки.

Рис. 2.3. Помещение второй категории
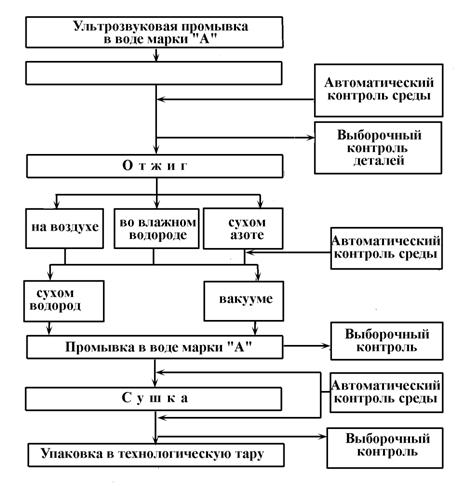
Рис.2.4. Помещение первой категории
2.6. Технология нанесения покрытий
2.6.1. Основные методы нанесения покрытий
Основными параметрами покрытий являются:
1) плотность;
2) шероховатость, существует семь классов шероховатости:
А - очень гладкая поверхность;
Б - гладкая поверхность;
В - средняя гладкость, высота микронеровностей до 7,5 мкм;
Г - слегка шероховатая, до 15,5 мкм;
Д - средне шероховатая, до 21,5 мкм;
Е - шероховатая до 25 мкм;
Ж - грубо шероховатая, более 25 мкм;
Наиболее часто используются классы Г, Д, Е;
3) вес покрытия млг до единиц граммов на единицы длины и толщина покрытий от долей мкм до 200 мкм.
Судя по параметрам промышленность использует большое количество покрытий из разных материалов, а следовательно невозможно использовать универсальные метод нанесения покрытий. В производстве электронных приборов используется множество методов нанесения покрытий. Основными являются:
1. Механический метод;
2. Пульверизация;
3. Электрофорез;
4. Вакуумное термическое распыление;
5. Гальванический метод;
6. Протяжка;
7. Метод катодного распыления;
8. Метод осаждения – седиментация;
1) Механический методы: погружение в расплав, окунание в покрываемый раствор, нанесение кисточкой, валиком материал покрытия.
2) Пульверизация - это распыление струи суспензии напыления растворимого вещества с помощью сжатого воздуха. Раствор, составляющий суспензию смачивает поверхность деталей, и скрепляет наносимое вещество с деталью в результате сложных физико-химических процессов. Обычно детали собираются в рамку, в камере для пульверизации создается стабильная температура и влажность. Рамка. вращается и сжатым воздухом происходит пульверизация. Качество покрытий зависит от состава суспензии, расстояния между пульверизатором и рамкой, влажности и температуры камеры.
Процесс прост, не требует сложного оборудования, позволяет получать покрытия в широком диапазоне шероховатостей, веса и толщины.
Недостатки:
1. требуется особой квалификации персонал
2. невелика эффективность используемых материалов: лишь 2% распыляемого материала попадает на изделие, остальное в камере.
3) Электрофорез - это процесс перемещения в эл. поле твердых заряженных частиц размерами 0,мкм. Он был открыт в 1808 г. твердые частицы, переносимые электрофорезом могут иметь собственный заряд, либо заряд им обеспечивается за счет добавок легко диссоциирующих в данном растворе веществ, заряды которых группируются на твердые частицы. Если частица передвигается в поле к эффективному катоду, то процесс называется катафорезом, к аноду - анафорезом.
Скорость перемещения частиц в поле определяется:
![]() , (см/с ),
, (см/с ),
где: x - электрокинетический потенциал частицы;
e - диэлектрическая проницаемость среды, в которой происходит электрофорез;
U - разность потенциалов;
h - вязкость среды;
l - расстояние между электродами.
Из формулы видно, что производительность электрофореза повысится, если в качестве среды взять материал с большим e и малой вязкостью. Хорошим является метиловый спирт.
Плотность покрытия, полученная методом электрофореза:
![]() , (гр/см3) ,
, (гр/см3) ,
где: К - коэффициент, зависящий от материала суспензии;
С - концентрация вещества суспензии;
t - время электрофореза;
h - толщина покрытия;
E - напряженность электрического поля.
Обычно электрофорез осуществляется при напряжении несколько десятков В, время нанесения покрытия - несколько секунд. Катафорез позволяет получать более рыхлые покрытия, но однородные по толщи не. Анафорез чувствительнее катафореза к рН среде. Процесс производителен, не требует сложного оборудования и сложной квалификации, широко применяется для нанесения оксидных покрытий.
4) Вакуумное термическое напыление.
Рассмотрим методику инженерного расчета режима напыления и основных соотношений установки напыления (рис. 2.5). Из теории газов известно, что скорость испарения вещества определяется факторами.
Рис 2.5 Схема процесса формирования покрытия на установки напыления |
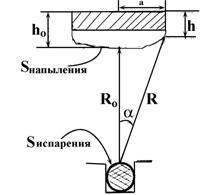
Оценочный расчета, который обеспечит расчет технического режима (h - толщина пленки, t - время напыления, T - температура) и основные соотношения в размерах напылительных систем a, R0=f(D%) - в зависимости от относительной погрешности.
Из кинетической теории газов известно
 , г/см2с ( 1 ),
, г/см2с ( 1 ),
где p=f(T) давление насыщенных паров определяется как  здесь к1 и к2 - коэффициенты зависящие от свойств испаряемого материала.
здесь к1 и к2 - коэффициенты зависящие от свойств испаряемого материала.
В общем случае скорость испарения материала определяется выражением:
![]() , ( 2 )
, ( 2 )
Где: NS - поверхностная концентрация атомов; М - молекулярная масса вещества; n0- частота колебаний атомов; ai- коэффициент испарения атомов с учетом обратного возврата атомов; DEA - работа выхода атома.
Тогда количество испаренного вещества с поверхности материала можно определить из выражения:
![]() , ( гр
, ( гр
Так как испаряемый материал осаждается только в верхнюю полусферу, то количество вещества, напыляемого на подложку оценивается из соотношения:
![]() , ( гр
, ( гр
Если известна удельная плотность g напыляемого вещества то:
![]() , ( гр
, ( гр
Приравнивая выражения (4) и (5), можно определить толщину пленки, которая равна ![]()
С учетом выражения (3) и (1) можем получить окончательное выражение для толщины напыляемой пленки:
![]()
где: P - давление насыщенного пара испаряемого вещества при заданной температуре определяется из табличных данных или графиков;
M - атомная или молекулярная масса вещества;
Sисп- площадь испарения;
g - удельная плотность материала пленки;
t - время напыления.
Из полученных выражений можно оценить конструктивно–технологические особенности устройства, т. е. из выражения (7) видно, что при прочих равных условиях толщина пленки зависит от расстояния
![]() ,
,
![]() ,
,
где: А - это общая постоянная величина в выражении (7).
Тогда относительная погрешность  .
.
Из рисунка видно, что ![]() .
.
Теперь можем оценить размеры системы напыления в зависимости от изменения толщины от центра к периферии, будем задавать значение погрешности D% и определять расстояние от испарителя к подложке R0 .

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
