


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
D% | 0,01 | 0,1 | 1 | 10 |
R0 | 100а | 10 | 10а | 3а |
Из проведённой оценке можно предварительно изготовить технологическую оснастку системы напыления, произвести контрольные напыления и по контрольным значениям пленки провести коррективу системы напыления.
Вакуумное термическое напыление широко применяется в производстве полупроводниковых интегральных схем. Процесс проводят в вакууме, при условии, что давление насыщенного пара испаряемого материала на несколько порядков выше давления в вакуумной камере и насыщенного пара материала из которого изготовлен тигель. Вакуумное термическое напыление имеет существенный недостаток, трудно получать пленки многокомпонентных материалов с требуемым стехиометрическим составом.
5) Гальванический метод - основан на процессе кристаллизации металлов из растворов солей в присутствии электрического тока. При этом положительные ионы металла нейтрализуются на поверхности покрываемого изделия. Структура покрытия зависит от двух факторов:
- скорости зарождения центров кристаллизации
- скорости роста самих кристаллов
Для получения мелкокристаллической структуры скорость нейтрализации замедляется с помощью специальных добавок. Метод требует особо чистых поверхностей, поэтому перед гальваническим процессом детали должны пройти полную химическую и термическую очистку.
Рис. 2.6 Блок схема нанесения изоляционного покрытия на проволоку |

6) Метод протяжки (рис. 2.6)- это механическое протягивание проволоки через расплав или суспензию покрываемого материала, широко применяется в технологии ЭВП. Так, например, осуществляется покрытие алундом (электрооплавленная окись алюминия Al2O3) проволоки подогревателя перед формовкой петлевых подогревателей.
Очищенная вольфрамовая проволока перематывается с катушки на катушку, проходя последовательно через ванну с алундовой суспензией и печь сушки, этот процесс повторяется многократно.
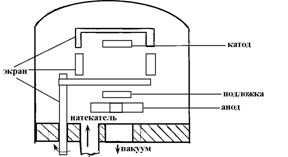
7) Метод катодного распыления (рис. 2.7)- подразделяется на два вида.
а) Метод тлеющего разряда - проводится при давлениях от 10-2 до 1 мм рт. ст. В камере зажигается самостоятельный тлеющий газовый разряд. Ионы плазмы устремляются на эффективный катод и бомбардируют его, энергии ионов не достаточно для полного разрушения кристаллической решетки. Однако энергия соударения передается решетке твердого тела и возбуждает атомы, находящиеся в узлах решетки, процесс передачи энергии возбуждения волнообразен, из-за суперпозиции отдельные атомы получают энергию больше энергии связи, в результате чего они покидают твердое тело, т. е. распыляются.
Количество распыляемого вёщёства определяется формулой
![]() ,
,
где: U - рабочее напряжение;
Uк- критический минимум напряжения, при котором происходит распыление материала, больше сотни В;
Рис. 2.7 Структур установки катодного распыления |
j - плотность тока тлеющего разряда;
P – давление;
d - расстояние катод-подложка;
К - состояние поверхности мишени.
Достоинством метода является возможность переносить на подложку стехиометрический состав распыляемого вещества
б) Реактивное распыление - подобно катодному распылению только через натекатель в камеру вводится газ, реагирующий с распыляемым веществом, следовательно, напыление осуществляется в активной среде с помощью химического реагента.
8) Метод осаждение - седиментация - такой метод применяется для покрытий внутренних поверхностей трубок, путем изготовления суспензии вещества, в которую вводятся необходимые добавки, например жидкое стекло. Под действием сил тяготения частицы суспензии осаждаются на покрываемое изделие.
2.6.2. Типы покрытий
В производстве ЭВП и полупроводниковом используются следующие виды покрытий:
- металлические и прозрачнопроводящие покрытия;
- теплоизлучающие;
- эмиссионные;
- колоидографитовые;
- антиэмиссионные (металлы Au, Ag);
- изолирующие (электрофорез или протяжка через расплавы солей).
1. Металлические покрытия предназначаются для придания изделию товарного вида, а так же для осуществления спаев, для защиты от коррозии. Проводящие покрытия наносятся методами гальваники, протяжкой через каплю расплава и вакуумным напылением. Последний метод используется для получения прозрачных электропроводных покрытий. Например, для входных окон передающих трубок.
2. Теплоизлучающие покрытия - наносятся на поверхность деталей с целью понижения рабочей температуры устройства, покрытие должно быть шероховатым, чтобы эффективная поверхность излучения была максимальной. Применяют следующие технологии:
а) покрытие мелкодисперсным черным хромом - методом гальванопластики, промывка, сушка. Покрытие имеет максимальную излучающею способность почти 90%;
б) чернение никеля производится путем нагрева его про 13000С в парах легких углеводородов: бензина, метана и их смеси. В зависимости от состава смеси покрытие может быть бархотно-черным, но менее прочным или серым, но с хорошей адгезией к поверхности;
в) покрытие мелкодисперсным порошком титана, обычно методом пульверизации, затем вжиганием при 11000С в вакууме, покрытие обладает дополнительно гетерирующими свойствами;
г) покрытие мелкодисперсным порошком циркония или смеси титана с цирконием. Основной метод нанесения - катафорез, затем вжигание в вакууме С Покрытие так же обладает гетерирующими свойствами.
3. Эмиссионные покрытия - обычно это смеси двойного или тройного карбоната, причем в зависимости от состава смеси и способа осаждения карбонаты имеют либо игольчатую кристаллическую структуру или шаровидную. Поэтому используют несколько способов нанесения карбонатов:
а) способ пульверизации, для нанесение покрытий на керны оксидных катодов;
б) способ катафореза, используется для нанесения более плотных покрытий, карбонаты которых имеют более шаровидную структуру. Катафорезом наносят покрытия как на подогревные, так и на прямонакальные катоды;
в) наиболее плотные оксидные покрытия наносятся метом термического вакуумного испарения карбонатов или окислов металлов.
Например, BaCO3![]() BaO+CO2 .
BaO+CO2 .
Этот способ обеспечивает наиболее плотные и гладкие покрытия, гарантирующие высокие параметры катода.
Антиэмиссионные покрытия на металлических узлах прибора получают путем покрытия их поверхности металлом с большей работой выхода электронов или создания барьерного (запирающего) слоя
4. Колоидно-графитовые покрытия - получают путем изготовления суспензии из мелкодисперсного графитового порошка зерна не более 4 мкм, с добавками жидкого стекла, сульфонала и целлюлозы. Покрытие наносится методом намазывания щетками или реже пульверизацией.
5. Антиэмиссионные покрытия на металлических узлах прибора получают путем покрытия их поверхности металлом с большей работой выхода электронов или создания барьерного (запирающего) слоя.
6. Изолирующие слои получают всеми известными способами, но для различных технологических процессов выбирается отдельно исходя из особенностей производства определенного прибора.
2.6.3. Контроль покрытий
Контролируются следующие параметры:
- вес покрытий;
- толщина покрытий.
Вес определяется путем разностного взвешивания чистого изделия и с покрытием, на особо точных или аналитических весах.
Толщина покрытия, как правило, определяется на часовых проекторах или наиболее точно замеряется на интерференционных микроскопах:
- на покрытии выполняется ступенька и на микроскопе ступенька создает интерференционную картину вида:
|
Толщина покрытия определяется как 
где l - длина волны света, дающего интерференционную картину.
Подобные микроскопы выпускаются двух типов, более грубые работают с точностью 200 А, точные до 20-50 А. Т. е. позволяют измерять даже тонкие покрытия.
2.7. Механические методы формообразова-
ния элементов электронных приборов
2.7.1. Классификация методов
Известно, что более 90% элементов таблицы Менделеева и их соединений используется в электронной промышленности. Среди них могут быть материалы с различными деформационными свойствами ( хрупкие, упругие, пластичные, вязкие и т. д.) поэтому и методы их обработки должны быть различны.
Перед рассмотрением этих методов, определим понятие деформационные свойства материала.
1. Если тело под действием внешней нагрузки практически не деформируется, а при достижении предельных нагрузок разрушается, то такое тело называется идеально хрупким.
2. Если тело под действием внешней нагрузки деформируется, создавая внутренние напряжения, а после снятия нагрузки восстанавливает свою форму и напряжения в теле исчезают, то такое тело называется идеально упругим.
3. Если под действием внешней нагрузки напряжения в любой точке материала постоянны и не зависят от величины нагрузки, а избыточная энергия целиком затрачивается на формоизменение материала, то такое тело называют идеально пластичным.
4. Если материал или тело в процессе его деформации будет порождать напряжения, пропорциональные скорости изменения деформации, то такое тело называют идеально вязким телом или Ньютоновой жидкостью.
Однако в природе идеально упругих, идеально пластичных и вязких материалов нет. Тело может обладать преимущественно теми или иными свойствами, да и то при определенных температурах. Степень проявления деформационных свойств определяется отношением длительности наблюдения к времени релаксации, т. е. времени, в течение которого первоначально возникшие в материале напряжения уменьшаются в е=2,718 раза. Длительность времени релаксации определяется вязкостью материала. Если время релаксации на много порядков превосходит время наблюдения, то такое тело будет идеально упругим.
Если время релаксации значительно меньше времени наблюдения, то такое тело будет идеально вязким.
Например, у воды время релаксации составляет 10-11с, следовательно в реальных условиях она будет себя вести как вязкая жидкость.
Если время релаксации сравнимо с временем наблюдения то такое тело будет идеально пластичным.
В зависимости от деформационных свойств материалов применяют и соответствующие методы обработки. Все методы обработки можно разделить на разрушающие и не разрушающие. По виду обработки делятся на механические, электрофизические и специальные методы формообразования.
Реальные материалы можно обрабатывать различными механическими методами в зависимости от создаваемой в материале деформации.
Различают деформации растяжения, сжатия, сдвига или их совокупность. Первые два вида деформации относятся к объемному деформационному состоянию, третий к плоскому.
2.7.2. Неразрушающие методы формообразования вязкотекучих
материалов
В качестве элементов электронных приборов материалы, обладающие вязкотекучими свойствами при комнатных температурах, не используют.
Эти свойства у материалов проявляются при повышении температуры. Т. е. формообразование производится при высоких температурах. Условием проведения процессов таких материалов является неравенство
τрел<<τпр,
где: τрел - время релаксации материала;
τпр - время проведения процесса.
То есть за время процесса τпр, материал должен успеть заполнить соответствующую форму без больших внешних нагрузок.
На практике формообразование вязкотекучих материалов осуществляют следующими методами литья, литьё в кокиль, литье по выплавленным моделям, литьё под давлением, центробежное литьё и литьё в виде штамповки жидкого металла.
Металлические формы, с помощью которых получают детали, называют кокилем, а литье в металлические формы литьем в кокиль.
В зависимости от сложности детали кокиль может быть выполнен с одной (например, горизонтальной) или двумя (горизонтальной и вертикальной) плоскостями разъема. Увеличение количества плоскостей разъема уменьшает точность изготовления отливки из-за возможного перекоса частей формы относительно друг друга и уменьшения общей жесткости формы.
Достоинством этого метода является многократное использование формы.
Более перспективным методом, чем литье в кокиль, является литье по выплавляемым моделям.
Сущность метода заключается в том, что модель литейной формы изготавливается из легкоплавкого материала (парафина, стеарина и т. д.) и покрывается огнеупорной оболочкой, затем литейную форму модели выплавляют.
В полученную форму высокого качества заливают жидкий металл, а после охлаждения и кристаллизации металла форму разрушают и освобождают отливку.
Достоинством метода является высокая точность отливок. Недостатком высокая себестоимость отливок, за счет одноразового использования литейной формы.
Наиболее перспективным является литье под давлением, т. е. металл впрыскивается в форму. Основное преимущество этого метода высокая производительность и качество отливок, а хорошая заполняемость форм позволяет отливать тонкостенные детали.
При литье под давлением повышаются механические свойства металлических отливок, так как из-за высокой теплопроводности металлической формы расплав быстро охлаждается, что приводит к образованию мелкозернистой структуры отливки и соответственно повышению ее механических свойства, в том числе прочности.
К недостаткам такого литья следует отнести высокую стоимость пресс-форм и сложность применяемого технологического оборудования.
Центробежное литье заключается в том, что затвердевание материала происходит во вращающейся литейной форме. Так как материал затвердевает под давлением центробежных сил, он значительно уплотняется, повышаются его механические свойства, отливка становится прочнее. Этот способ наиболее эффективен при использовании для литья материалов с повышенной вязкостью.
К недостаткам следует отнести относительно высокую трудоемкость операции и сложность точной дозировки исходного материала.
Другой разновидностью литья под давлением, напоминающей холодную штамповку, является метод штамповки жидкого металла.
Различают штамповку жидкого металла перемещением (выдавливанием) с кристаллизацией и штамповку без перемещения с кристаллизацией. В первом случае форма расплава в процессе штамповки изменяется, во втором нет.
Штамповку жидкого металла производят на гидравлических прессах при сравнительно низких температурах металла, когда он находится в кашеобразном состоянии. Так, например, для алюминиевых сплавов (Tпл»6600С) температура заливки материала в форму составляет 900 ‑ 9500С, а температура штамповки С.
При производстве электронных приборов методы литья применяют при изготовлении пластмассовых корпусов полупроводниковых приборов и интегральных микросхем; при изготовлении анодов искусственного охлаждения мощных электровакуумных приборов.
Из рассмотренных наиболее широкое применение нашел метод литья под давление в металлические формы.
Несколько специфичными являются методы формообразования стекла при изготовлении колб, трубок и штабиков. Вязкость стекломассы в этом случае меняется от 103 до 109 Па (1Пуаз=Па*с=н*с/м2=кг*м*с/м*с2=кг/м*с) и позволяет производить формообразование изделия путем выдувания или вытягивания.
Выдувание производят с помощью наборной трубки, на конце которой помещают порцию нагретого стекла. Под действием подаваемого в трубку воздуха стекло раздувается, принимая форму сферы или воспроизводя контуры внутренней поверхности специальной металлической формы. После охлаждения деталь затвердевает, и ее отделяют от наборной трубки, направляя на дальнейшие операции технологического цикла.
Вытягивание состоит в подаче стекломассы на специальный мундштук или оправку. Стекломасса под действием собственного веса стекает с поверхности мундштука и затвердевает, образуя трубу.
2.7.3. Неразрушающие методы формообразования пластичных
материалов
Большинство материалов, применяемых при изготовлении электронных приборов, и в первую очередь металлы и их сплавы, являются пластичными. По виду возникающих в материале деформаций методы обработки относят к методам формообразования путем простых или комбинированных объемных деформаций сжатия и растяжения.
Формообразование давлением осуществляют путем прокатки, волочения, свободной ковки, штамповки. В зависимости от геометрической формы заготовки различают листовую и объемную штамповку. К листовой штамповке относятся, гибка, правка, рихтовка и вытяжка. К объемной - ударное выдавливание и объемная штамповка в закрытых штампах.
Прокатка - это процесс обжатия заготовки между вращающимися валками для придания ей требуемой формы. При прокатке осуществляется деформация простого сжатия. При этом вдоль оси перпендикулярной плоскости прокатываемого листа материал сжимается, а вдоль других двух осей - расширяется.
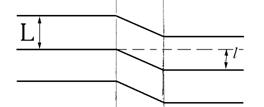
Волочение - это протягивание заготовки через отверстие, сечение которого меньше исходного сечения заготовки, величина обжатия в процессе волочения определяется коэффициентом утончения К, равным отношению диаметра проволоки до и после волочения. Обычно величину этого коэффициента выбирают в пределах 0,8 — 0,95.
Инструмент, через который протягивается проволока или трубка, называют фильерой или волокой. Фильеры изготавливают из очень твердого и износостойкого материала, так чтобы их отверстия, называемое глазком, изнашивалось медленно.
Для волочения толстой проволоки и прутков применяют фильеры из твердых сплавов, а для изготовления тонкой проволоки диаметром менее 500 мкм фильеры изготавливают из алмаза или рубина. Минимальный диаметр проволоки, изготавливаемый волочением для электровакуумной и полупроводниковой технологии, составляет мкм.
При волочении металл не нагревают, поэтому прочность и твердость его после волочения повышаются, а вязкость снижается. Восстановление первоначальных свойств волоченного металла осуществляется рекристаллизационным отжигом.
Свободная ковка осуществляется чаще всего в горячем состоянии в виде вытяжки, осадки, высадки и гибки. При вытяжке длина изделия увеличивается за счет уменьшения поперечного сечения. При осадке, наоборот, поперечное сечение увеличивается за счет высоты, причем осадка, произведенная на части заготовки называется высадкой. При гибки плоской заготовке придаются V или П-образные формы за счет сложной деформации сжатия-растяжения. На производстве свободную ковку осуществляют с помощью прессов, молотов или вручную. Поэтому она применяется в основном в условиях единичного и мелкосерийного производства.
При производстве электронных приборов ковку используют в форме более современных и прогрессивных методов - холодной или горячей штамповки.
Штамповкой называют ковку в стальных формах - штампах. Обрабатываемый материал в процессе штамповки принимает форму, соответствующую внутренней полости штампа.
Производительность штамповки во много раз больше, чем свободной ковки, при этом обеспечивается высокая точность размеров изделия при высоком качестве её поверхности.
Гибка является одной из распространенных операций холодной штамповки и представляет собой процесс упругопластических деформаций, которому могут подвергаться как плоские заготовки, так и любой прутковый или проволочный материал.
Частным случаем, гибки, является рихтовка и правка изогнутого материала для придания ему правильной плоской формы.
Одной из наиболее сложных операций листовой холодной штамповки является вытяжка, состоящая в пластической деформации плоских заготовок в полые изделия различной конфигурации.
Объемная штамповка деталей основана на трехосном неравномерном сжатии и пластическом перераспределении объема заготовки в пределах и за пределами матрицы и пуансона. В этом случае процесс штамповки заключается в пластическом деформировании материала между пуансоном и матрицей и под действием пуансона происходит пластическое растекание (говорят истечение) материала в зазор между формообразующими поверхностями пуансона и матрицы.
Если истечение направлено в сторону движения пуансона, то метод называется прямым выдавливанием и позволяет получать высоту детали, равную 12 диаметрам. Если истечение противоположно движению пуансона, то метод называется обратным выдавливанием, и в этом случае высота детали достигает 6 - 8 диаметрам и зависит от стойкости пуансона.
Обычно процесс объемного выдавливания ведут в импульсном режиме, когда деформация материалов заканчивается за время, исчисляемое сотыми долями секунды.
2.7.4. Разрушающие методы формообразования пластичных и
малопластичных материалов
Характерным признаком разрушающих методов формообразования является наличие деформации сдвига и развитие этих деформаций до значений превышающих предел прочности материала. Такие методы называют еще методами резания и разделяют на резание без стружкообразования и со стружкообразованием.
К методам резания без стружкообразования относят разделительные операции, когда плоскость зоны разрушения непосредственно отделяет готовую деталь от отходов, к таким операциям относят резку, обрубку, вырубку, пробивку.
К методам резания со стружкообразованием относят точение, фрезерование, сверление, нарезание резьбы, протягивание, а также виды чистовой обработки связанным абразивом: шлифование, притирка, хонингование и суперфиниш.
Классификация разделительных операций основано на форме контура разрушения (замкнутый или нет) и месте расположения детали относительно этого контура (внутри, вне контура или по обе стороны от него).
Резкой - называют операцию, при которой форма контура разрушения представляет собой прямую линию, а готовое изделие располагается вне контура разрушения.
Обрубкой называют операцию с незамкнутым прямолинейным или криволинейным контуром разрушения и расположением детали внутри этого контура.
Вырубкой называют операцию с замкнутым контуром разрушения, когда готовая деталь расположена внутри него.
Пробивкой называют операцию, подобную вырубке, но с расположением готового изделия вне контура разрушения.
Процессы резки без стружкообразования проводят на ножницах или на прессах, у которых форма контура режущих кромок инструментов соответствует форме контура готового изделия. В электронной промышленности методы резки без стружкообразования применяют для изготовления многих деталей внутри ламповой арматуры (аноды, сетки, экраны, радиаторы и лучевые пластины) Кроме того, эти методы применяются для изготовления деталей корпусов приборов.
Чистовые и отделочные методы обработки основаны на применении в качестве режущих материалов сверхтвердых абразивных микропорошков в виде шлифовальных кругов, притиров и абразивных брусков. Основные характеристики инструментов определяются видом связи зерен абразива, размером зерна абразива и его природой.
Для предварительного шлифования применяют крупнозернистые круги, а для окончательного - мелкозернистые, потому что при обработке крупнозернистым абразивом скорость обработки больше, но поверхность получается шероховатой.
Достоинством абразивной обработки в том, что зерна постепенно выкрашиваются, образуя острые режущие кромки других зерен, т. е. происходит как бы самозатачивание инструментов.
Шлифование производят с помощью шлифовальных кругов при скорости перемещения инструмента порядка м/с и глубиной резания от 5 до 100 мкм. Точность обработки составляет 1 - 2 мкм.
Притирку (лапингование) производят о помощью специального круга, изготовленного из чугуна, меди или специальных пород дерева, который называется притиром. Поверхность притира покрывают шлифовальным порошком, смешанным с маслом. После предварительного втирания порошок внедряется в поверхность притира и служит режущим инструментом. Точность размеров после притирки составляет порядка 2 мкм.
Хонингование - это особый вид такого шлифования, который применяют для окончательной отделки цилиндрических отверстий. Процесс отличается от шлифования значительно меньшей скоростью резания и малым удельным давлением (кН/м2). Инструмент представляет собой цилиндрическую головку с абразивными брусками. Точность хонингования составляет мкм.
Суперфиниш - это процесс доводки, применяемый к наружным поверхностям деталей для придания высокой степени чистоты. Процесс проводят с помощью абразивных брусков с применением смазывающей жидкости. Скорость перемещения инструмента составляет обычно 0,05 - 0,7 м/с, а удельное давлениекН/м2. Пока высота неровностей велика, они прорывают пленку смазывающей жидкости (не скользят), соприкасаются с брусками и срезаются. Однако с уменьшением высоты неровностей удельное давление инструмента на поверхность детали в зоне обработки резко уменьшается и неровности уже не могут прорвать пленку жидкости (скользят), поэтому процесс автоматически прекращается.
Литература
Основная
1. , , Шейнгауз технологии производства электронных приборов. Л.: Энергия, 1971.
2. Антонов производства электровакуумных и полупроводниковых приборов: Учебное пособие для ВУЗов. М.: Высшая школа, 1979.
3. Колобов технологии электронных приборов: Учебное пособие для ВУЗов. М.: Высшая школа, 1980.
4. , Саминский процессы электровакуумного производства. М.: Высшая школа, 1975.
5. , Цветков полупроводниковых и диэлектрических материалов: Учебник для студентов ВУЗов. М.: Высшая школа, 1983.
6. Александрова электровакуумного производства. Л.: Энергия, 1974.
7. Рябцев. Материалы квантовой электроники. М.: Сов. радио, 1972. с.384.
8. Б и др. Изготовление резонаторов и замедляющих систем электронных приборов. М.: Сов. радио, 1969.
9. , Вершин системы управления технологическими процессами. Л.: Машиностроение, 1984.
Дополнительная
1. Топфер Микроэлектроника толстых пленок. Технология, конструирование, применение. Перевод с английского под. ред. . М.: Мир 19с.
2. Готра микроэлектронных устройств: Справочник. М.: Радио и связь, 1с.
3. Пичугин полупроводниковых приборов: Учеб. пособие для ВУЗов по спец. - М.: Высш. шк., 1с.
4. Лазерная технология и анализ материалов: Пер. с англ. - М. Мир. 1986.
5. Кондратьев. Технология полупроводникового и электровакуумного машиностроения. - М.: Высшая школа, 1969.
КОНСПЕКТ ЛЕКЦИЙ
ПО КУРСУ
Технология материалов и
изделий электронной техники
Для студентов специальности 210105
Ответственный за выпуск
Подписано к печати 14.01.2013г.
Формат 60х84 1/16. Бумага офсетная.
Печать офсетная. Усл. п. л.- 5,187. Уч.-изд. л.- 5,25
Заказ № 7. Тираж 100 экз.
«С»
Типография Южного федерального университета в г. Таганроге
ГСП 17 А, Таганрог, 28, Энгельса, 1.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
