
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
| ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «САМАРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» |

Кафедра «Инструментальные системы и сервис автомобилей»
Конструкция и геометрия фрез
Методические указания
Самара
Самарский государственный технический университет
2010
Печатается по решению редакционно-издательского совета СамГТУ
УДК 621.9.01.013
Конструкция и геометрия фрез: метод. указ. / Сост. , , . – Самара: Самар. гос. техн. ун-т, 2010. – 21 с.: 11 ил.
Методическая разработка знакомит студентов с различными конструкциями фрез, а также методами их заточки и контроля.
Методические указания предназначены для студентов, обучающихся по специальностям 200501.
Рецензент канд. техн. наук
© , ,
, составление, 2010
© Самарский государственный
технический университет, 2010
Цель лабораторной работы: ознакомиться с различными конструкциями фрез и областями их применения, а также с методами их заточки, переточки и контроля параметров.
Порядок проведения работы:
– ознакомиться и изучить элементы конструкции зубьев фрез, используемых в производстве на станках с ЧПУ и ОЦ в УПЦ «Машиностроитель – ВБМ»;
– изучить методы заточки и доводки фрез, рассчитать размеры установки, ознакомиться с основными характеристиками заточных станков;
– произвести заточку и измерение параметров заданной фрезы;
– оформить отчет по работе;
– сдать зачет по выполненной работе.
ОСНОВНЫЕ ЭЛЕМЕНТЫ КОНСТРУКЦИИ
ЗУБЬЕВ ФРЕЗ
Фрезы являются одним из самых распространенных инструментов и отличаются большим разнообразием типов. Классификацию фрез производят по различным показателям:
– по конструкции инструмента: цельные и сборные фрезы;
– по расположению зубьев относительно оси: цилиндрические (рис. 1, а), торцовые (рис. 1, б), угловые (рис. 1, в), фасонные (рис. 1, г), дисковые двух– и трехсторонние (рис. 1, д);
– по направлению зубьев: прямозубые (рис. 1, д), с наклонным или винтовым зубом (рис. 1, е). Два последних типа зубьев обеспечивают более плавное фрезерование;
– по способу крепления на станке: насадные с отверстием под оправку (рис. 1, а – д) и концевые с коническим или цилиндрическим хвостовиком (рис. 1, е);
– по конструкции зубьев: с острозаточенными (остроконечными) и затылованными зубьями (рис. 1, г).
Острозаточенные фрезы отличаются многообразием типов (рис. 1, а, б, в, д, е). Применяются три вида острозаточенных зубьев: трапециевидные, параболические и усиленные.
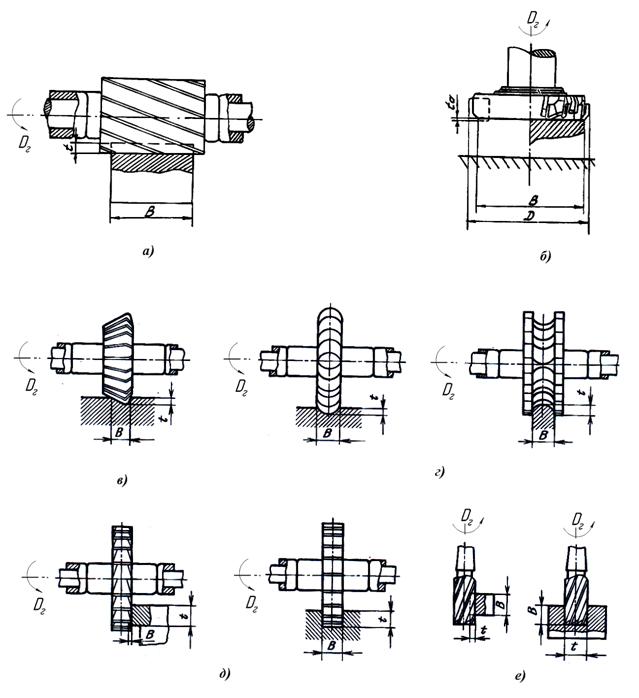
Рис. 1. Типы фрез
Трапециевидный зуб (рис. 2) прост в изготовлении, но он менее прочен, чем остальные типы зубьев [2] .
Угол заточки выбирается из условия прочности зуба

![]()
где ![]() z – число зубьев фрезы.
z – число зубьев фрезы.
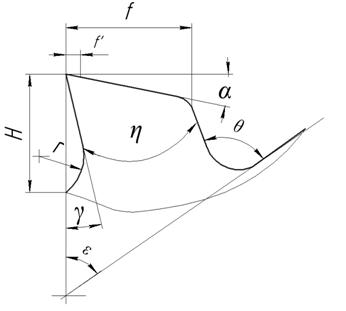
Рис. 2. Трапециевидный зуб
3ависимость ![]() справедлива для фрез с прямыми зубьями. Для фрез с винтовыми зубьями значения углов
справедлива для фрез с прямыми зубьями. Для фрез с винтовыми зубьями значения углов ![]() и
и ![]() находятся по формуле
находятся по формуле

где ![]() – идеальное число зубьев, т. е. число, которое имела бы фреза, если бы ее радиус был равен радиусу кривизны эллипса в сечении, полученном от пересечения фрезы плоскостью, перпендикулярной к направлению винтовых канавок; β – угол наклона винтовых канавок.
– идеальное число зубьев, т. е. число, которое имела бы фреза, если бы ее радиус был равен радиусу кривизны эллипса в сечении, полученном от пересечения фрезы плоскостью, перпендикулярной к направлению винтовых канавок; β – угол наклона винтовых канавок.
Высота зуба: 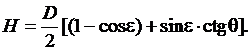
Радиус r и размер фаски ¦' выбираются в зависимости от диаметра фрезы и размеров зуба. Обычно r = 0,5…2 мм, а ¦' = 1-2 мм. Следует заметить, что иногда фаску уменьшают до значений ¦' = 0,05...0,1 мм.
Фреза с трапециевидной формой зуба в основном применяется для чистовых работ.
Особенностью параболическогo зуба является параболическая форма задней поверхности (рис. 3), которая обеспечивает большую прочность и создает условия для оптимального размещения стружки при фрезеровании. Фрезы с параболической формой зуба применяются для чернового фрезерования. Недостатком таких фрез является сложность изготовления: для каждого профиля зуба требуется сложная по форме фреза 2-го порядка.
Рис. 3. Параболический зуб
Усиленный зуб. Задняя поверхность у этих зубьев, в отличие от трапециевидного зуба, образована двумя плоскостями (рис. 4). Эта форма зуба близка к параболической. Необходимые углы находят по зависимостям:
![]()

Усиленная форма зуба применяется при осевом шаге  при
при  . Если значения
. Если значения ![]() и
и  , используется трапециевидная форма зуба.
, используется трапециевидная форма зуба.
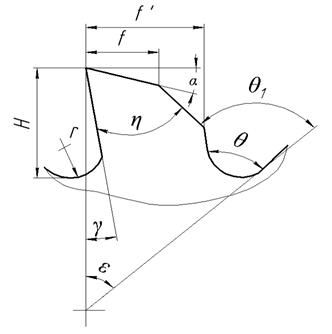
Рис. 4. Усиленный острозаточенный зуб
Затылованный зуб. Фрезы с затылованными зубьями (рис. 5) применяются для обработки деталей с фасонным профилем и делятся на две группы:
1. фрезы черновые с одинарным затылованием (профиль зуба нешлифованный);
2. фрезы чистовые с двойным затылованием (профиль зуба шлифованный на участке ав).

Рис. 5. Затылованный зуб
Основными требованиями, предъявляемыми к задней затылованной поверхности зуба фрезы, являются:
– обеспечение постоянства профиля ( ) и заднего угла в любом радиальном сечении инструмента;
) и заднего угла в любом радиальном сечении инструмента;
– простота затылования, поэтому заточка производится по архимедовой спирали.
Величина падения затылка зуба определяется по формуле
где D – наружный диаметр фрезы; ![]() – задний угол на наружном диаметре новой фрезы.
– задний угол на наружном диаметре новой фрезы.
Величина падения второго затылка зуба принимается равной:
 .
.
Диаметр затылованных фрез определяется по формуле

где d – диаметр оправки (посадочного отверстия), мм;
m – толщина тела фрезы, мм; ![]() ;
;
H – высота зуба фрезы, мм.
Диаметр оправки d можно выбирать в зависимости от высоты профиля детали hд (табл. 1).
Таблица 1
Рекомендуемые значения d в зависимости от hд
hд, мм | 0-5 | 6-10 | 11-20 | 21-30 |
d, мм | 22 | 27 | 32 | 40 |
Высота зуба фрезы: ![]()
где  мм,
мм, ![]() = 1…5 мм. Диаметр фрезы приближенно можно принять: D ≈ 2,5d.
= 1…5 мм. Диаметр фрезы приближенно можно принять: D ≈ 2,5d.
Количество зубьев:

где  .
.
А – постоянный коэффициент, для черновых фрез А = 1,8…2,5; для чистовых А = 1,3…1,8.
Центральный угол между зубьями e находится по формуле

На рис. 6 приведен рабочий чертеж цилиндрической фрезы со спиральным зубом. Конструктивные элементы фрезы (D, b, d, t, z, L) выбираются в зависимости от условий обработки.
Геометрические параметры зуба фрезы – передний γ и задний угол α в главной секущей плоскости, угол спирали зуба β (он же является углом наклона режущей кромки), высота зуба Н, угол впадины стружечной канавки θ и радиус впадины r – принимаются в зависимости от обрабатываемого материала и условий обработки.
Технологические параметры фрезы, необходимые для ее изготовления и заточки, определяются по следующим формулам:
– шаг спирали зуба (см. рис. 6)
– окружной шаг зубьев

В ряде случаев для гашения вибраций в процессе резания и более плавной работы окружной шаг выполняется неравномерным.

Рис. 6. Рабочий чертеж цилиндрической фрезы
Шаг ![]() необходим при изготовлении фрезы,
необходим при изготовлении фрезы, ![]() – для выбора фрезы 2-го порядка, а по величине
– для выбора фрезы 2-го порядка, а по величине ![]() определяется коэффициент равномерности фрезерования:
определяется коэффициент равномерности фрезерования:

где В – ширина фрезерования.
ВЫБОР ГЕОМЕТРИИ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ [2]
Геометрия режущей части фрез выбирается в зависимости от физико-механических свойств обрабатываемого и инструментального материалов, условий обработки и конструктивных параметров деталей. Для фрез из быстрорежущих сталей (Р6М5, Р6М5К5 и др.) передний угол γ при обработке легированных и углеродистых сталей с σв = МПа равен 150 ÷ 200.
Для фрез из твердого сплава угол γ выбирается равным 00 ÷ -100, что уменьшает сколы и повышает стойкость фрезы.
Таблица 2
Рекомендуемые материалы для изготовления фрез
Материал фрезы | Обрабатываемый материал |
Р6М5, Р6М3, Р9М4К8, Р12, Р6М5К5 и др. | Детали из конструкционных сталей |
Р14Ф14, Р9Ф5, Р9К5, Р9К10, Р18Ф2, Р10К5Ф5, Р18К5Ф2 | Титановые сплавы и жаропрочные стали |
Т5К10, Т14К8, Т15К6, Т30К4, ТТ8К6, Т5К12В, ТТ10К8В, ТТ7К15, ТТ7К12, КНТ12, КНТ16, КНТ30 | Конструкционные и легированные стали |
ВК8, ВК8В, ВК60М, ВК10М, ВК6М и др. | Чугун и труднообрабатываемые материалы |
ЦМ332, В3, ВОК60, ВОК63 | Серый чугун и конструкционные стали |
Эльбор-Р, гексанит-А, карбонадо (АСПК) | Высокопрочные сплавы, стали, титановые сплавы |
Для обработки деталей из серого чугуна с Нв > l50 γ = 10°, а с HB ≤ 150 γ = 15°. При обработке в деталях пазов шириной до 3 мм рекомендуется принимать γ = 5°, шириной свыше 3 мм принимать γ = 10°. Задние углы назначаются в пределах α =°. Угол наклона винтовых канавок (β) выбирается в зависимости от конструкции фрез. Например: для цилиндрических крупнозубых фрез β = 40º, для мелкозубых β = 30…35°, для торцовых фрез β =°, для торцовых фрез с цельными зубьями β = 25…40°, а для торцовых фрез со вставными зубьями β =10°.
Выбор углов в плане: для торцовых цельных фрез φ = 90°, φ1 = 1…2°, для торцовых фрез со вставными ножами φ =°, φ1 = 1…2°, а для концевых – φ = 90°, φ1 = 3°.
КРИТЕРИИ ИЗНОСА ФРЕЗ
Критерием притупления фрез является величина износа по задней или передней поверхности, соответствующая определенному времени работы фрезы. Для большинства фрез лимитирующим является износ по задней поверхности, который может колебаться в пределах от 0,2 до 2 мм (рис. 7).

а) б)
Рис. 7. Форма зуба у новой (а) и изношенной (б) фрезы
Наименьший износ имеют фрезы с мелким зубом, наибольший – торцовые сборные фрезы.
ЗАТОЧКА И ДОВОДКА
РЕЖУЩИХ ПОВЕРХНОСТЕЙ ФРЕЗ
Качественная заточка фрез, в том числе оснащенных твердым сплавом и СТМ, является важнейшим условием, обеспечивающим повышение стойкости инструмента, рост производительности труда и улучшение качества выпускаемой продукции. Поэтому необходимо применять такие способы заточки и переточки инструмента, которые позволяют обеспечивать соответствующие требования по качеству при известной производительности и минимальной себестоимости операции заточки.
Процесс заточки в основном характеризуется тремя показателями:
– физико-механическими свойствами поверхностных слоев заточенных поверхностей;
– шероховатостью затачиваемых рабочих поверхностей и режущей кромки;
– точностью соблюдения геометрических параметров затачиваемых режущих кромок.
Переточка фрез может производиться по передней и задней поверхности. При переточках должны быть полностью сняты все следы износа, скола и притупления на зубьях фрезы.
Величина необходимого стачиваемого слоя может быть определена по формуле
где μ – величина износа по задней поверхности; γ, α – передний и задний углы фрезы; ![]() – дополнительный слой, снимаемый при затачивании, равный 0,05 ... 0,1 мм.
– дополнительный слой, снимаемый при затачивании, равный 0,05 ... 0,1 мм.
Толщина слоя, снимаемого за одну переточку, для быстрорежущих фрез примерно равна 0,1 ... 0,5 мм. Величина допустимого съема металла зависит от высоты зубьев, величины выдвижения ножей у сборных фрез и конструкции фрез. Величина допустимого съема не должна превышать ![]() .
.
Количество переточек n определяется по формуле

где В – величина припуска, снимаемого при заточке фрезы, мм.
Заточка задних поверхностей острозаточенных фрез производится двумя способами, которые получили наибольшее распространение: это способ заточки торцом чашечного или тарельчатого шлифовального круга (рис. 8, а) и метод шлифования периферией круга прямого профиля (рис. 8, б). Заточка фасонных фрез производится с применением копиров.
а) б)
Рис. 8. Схема заточки фрез с острозаточенными зубьями шлифовальными
кругами чашечной формы (а) и прямого профиля (б)
Затачивание фрез с остроконечными зубьями производится на универсально-заточных станках, оснащенных универсальными приспособлениями – центрами, упорами, поворотной бабкой и др.
Перед затачиванием фрез алмазные и абразивные инструменты выбираются по табл. 2. Все характеристики кругов: форма, размеры, связка, неуравновешенность, зернистость, твердость и др. – подробно описаны в [1, 2]. Для заточки цилиндрических фрез с прямыми зубьями необходимо устанавливать их на оправку в центрах универсально-заточных станков 3А64М, 3Д64Е или WS 54. Для обеспечения заднего угла на станке устанавливается упор на величину ![]() , расположенный ниже центра фрезы или круга (рис. 8, а и 8, б):
, расположенный ниже центра фрезы или круга (рис. 8, а и 8, б):
![]()
где αт – торцевой задний угол (при β = 0º αт= α), подсчитываемый
по формуле tgαт = tgα/cosβ; D и Dk – диаметры соответственно фрезы и круга, мм.
Затачивание цилиндрических фрез с косыми или винтовыми зубьями производится аналогично заточке фрез с прямыми зубьями. Следует отметить, что упор в этом случае устанавливается на колонну бабки шлифовального круга, а его острие направляется под затачиваемый зуб фрезы, по высоте ниже оси центров на ту же величину е. При затачивании вручную фреза прижимается зубом к упору и при продольном движении стола поворачивается вокруг своей оси, копируя переднюю поверхность канавки по упору.
![]() Таблица 3
Таблица 3
Рекомендуемые алмазно-абразивные инструменты для операций заточки и доводки
Инструментальный материал | Марки | Операции заточки инструмента | Синтетические алмазы | Эльбор | Абразивы | |||||
АС2 | АС4 | АС6 | АС15 | ЛО | 24А | 43А | 63С | |||
Твердые сплавы | ВК6, ВК8, ВК6М, ВК10 | Черновая Чистовая | 0 (1) | (1) 1 | (1) 1 | (1) (1) | 0 0 | 0 0 | 0 0 | 1 1 |
Т15К6, Т14К8 Т30К4, ТТ7К12 Т5К10 | Черновая Чистовая | 0 (1) | (1) 1 | (1) 1 | (1) (1) | 0 0 | 0 0 | 0 0 | 1 1 | |
Безвольфрамовые твердые сплавы | КНТ16 КНТ12 КНТ20 КНТ30 | Черновая Чистовая | 0 (1) | (1) (1) | (1) 1 | (1) (1) | 0 0 | 0 0 | 0 0 | 1 1 |
Быстро- режущие стали | Р18, Р9 ХВГ | Черновая Чистовая | 0 0 | 0 0 | 0 0 | 1 1 | 0 0 | 1 1 | 1 1 | 0 0 |
Р9К10, Р9К5 Р10К5Ф5, Р18К5Ф2 | Черновая Чистовая | 0 0 | 0 0 | 0 0 | 1 1 | (1) (1) | 1 1 | 1 1 | 0 0 |
![]() Окончание табл. 3
Окончание табл. 3
Инструментальный материал | Марки | Операции заточки инструмента | Синтетические алмазы | Эльбор | Абразивы | |||||
АС2 | АС4 | АС6 | АС15 | ЛО | 24А | 43А | 63С | |||
Инструменты из поликристаллов | АСБ, АСПК | Черновая Чистовая | 0 (1) | (1) 1 | 1 1 | 0 1 | 0 0 | 0 0 | 0 0 | 0 0 |
Эльбор-Р Гексанит-А | Черновая Чистовая | 0 (1) | (1) (1) | 1 1 | 1 1 | 0 0 | 0 0 | 0 0 | 0 0 | |
Инструменты из керамических сплавов | ЦМ332, ВОК60, В3, ВОК63 | Черновая Чистовая | 0 (1) | (1) 1 | 1 0 | (1) (1) | 0 0 | 0 0 | 0 0 | 0 0 |
Примечание: Знаком «Δ» обозначены рекомендуемые материалы, «+» допустимые для применения и знаком «-» не рекомендуемые.
Скорость кpyгa Vк выбирается в зависимости от ограничивающих факторов (температуры, мощности станка и др.). Оптимальными скоростями следует считать: для заточки кругами на металлической и керамической связке Vк = 20-25 м/с, для доводки Vк = 25-35 м/с. Глубину шлифования рекомендуется выбирать в зависимости от зернистости по приближенной формуле
![]()
где k – коэффициент, учитывающий величину вылета зерна из связки и равный 0,2…0,3; ![]() – максимальный размер зерна в сотых долях, мм.
– максимальный размер зерна в сотых долях, мм.
Величина продольной скорости стола Vи зависит от величины съема металла. Чем больше снимаемый припуск за один двойной ход, тем меньше продольное перемещение фрезы относительно круга. Рекомендуется Vu = 0,3…1,5 м/мин. Определять режимы заточки и доводки фрез следует по методике расчета наиболее выгодных режимов резания при шлифовании, где учитываются многие ограничивающие факторы.
ОБОРУДОВАНИЕ
ДЛЯ ЗАТОЧНЫХ И ДОВОДОЧНЫХ РАБОТ
Заточка осуществляется на универсально–заточных станках отечественного и зарубежного производства. При этом станки отечественного производства дешевле и проще в эксплуатации по сравнению с импортными. Приведем характеристики некоторых моделей станков.
Универсально-заточной станок 3Д642Е
Наибольшие размеры обрабатываемой заготовки, устанавливаемой в центрах:
– диаметр, мм............................................................................................
– длина, мм................................................................................................
Размеры рабочей части поверхности стола, мм..........................×800
Продольное перемещение стола, мм.....................................................
Угол поворота стола в горизонтальной плоскости, ° ......................... ± 45
Перемещение шлифовальной бабки:
– вертикальное, мм.................................................................................
– поперечное, мм.....................................................................................
Диаметр шлифовального круга, мм......................................................
Частота вращения шпинделя, об/мин.....................................– 6300
Скорость автоматического продольного
перемещения стола, м/мин................................................................... 0,2 – 8
Мощность электродвигателя привода
главного движения, кВт........................................................................ 1,1/1,5
Габаритные размеры:
– длина.....................................................................................................
– ширина.................................................................................................
– высота..................................................................................................
Масса, кг..................................................................................................
Заточной станок WS 54 производства Германии
Технические характеристики станка WS 54:
Бабка изделия:
Наибольшая длина шлифования, мм....................................................
Максимальный диаметр детали, мм.............................................../200
Максимальный вес детали, кг...................................................................... 5
Шлифование винтовых канавок и затыловочное шлифование:
Угол подъема винтовой линии............................................................ 0 – 90°
Шаг Н, мм................................................................................................... 0 – ∞
Продольный ход, мм................................................................................
Значение подачи на врезание при 1 делении, мм.................................. 0,02
Поперечный ход, мм.................................................................................
Значение подачи на врезание при 1 делении, мм................................... 0,01
Максимальный угол поворота.............................................................. ± 7,5 °
Крепежный конус, мк..................................................................................... 5
Шлифовальная бабка:
Диапазон поворота поворотного стола...............................................°
Диапазон поворота шлифовальной бабки
вокруг вертикальной оси......................................................................°
Диапазон поворота шлифовальной головки
вокруг горизонтальной оси...................................................................°
Вертикальное перемещение шлифовальной головки, мм................
Радиальная подача стойки к поворотному столу, мм.......................
Поперечное перемещение стойки, мм........................................................ 40
Шлифовальный шпиндель:
Частота вращения, мин-1.......................................................→ 10000
Пневматическая шлифовальная машина
(спецпринадлежности), мин-1.............................................................
Габариты и вес
Высота установки, около мм................................................................
Площадь основания установки, мм............................................× 670
Занимаемая площадь, мм..........................................................× 2200
Вес нетто (установка с основным оснащением), около кг.................
Приводные двигатели:
Мощность двигателя шлифовального шпинделя, кв............................ 2,2
Мощность насоса охлаждающей жидкости, кв.................................. 0,045
Способы применения и настройки отдельных узлов подробно описаны в инструкции к станку.
Описанные заточные станки могут производить заточку и доводку передней, задней и фасонных поверхностей инструмента разных типов с прямой и винтовой канавками (фрез, сверл, разверток, резцов, протяжек, метчиков и др.), поэтому называются универсальными заточными станками. Существуют также специальные станки, предназначенные для заточки и доводки одного типа инструмента. Они проще в изготовлении, более производительны и дешевы, чем универсальные.
ИЗМЕРЕНИЕ И КОНТРОЛЬ КОНСТРУКТИВНЫХ
И ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ФРЕЗЫ
Изучение и контроль параметров производится на фрезе, которая выдается студентам.
Линейные размеры фрез измеряются штангенциркулем, микрометром и скобами-калибрами.
Сложный профиль фасонных фрез контролируется специальным шаблоном или на инструментальном микроскопе.
Измерение угла наклона спирали фрез β производится с помощью универсального угломера, как показано на рис. 9. Измерение угла профиля φ угловых фрез производится универсальным угломером (рис. 10).
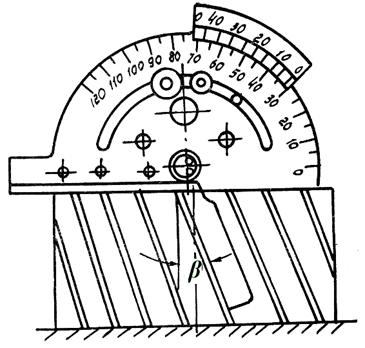
Рис. 9. Измерение угла спирали β
с помощью универсального угломера
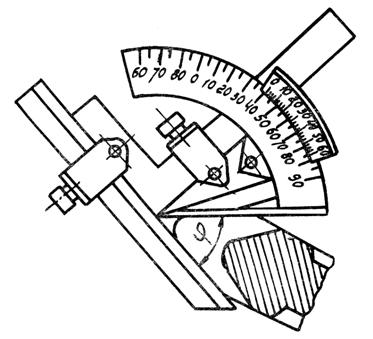
Рис. 10. Измерение угла профиля φ
с помощью универсального угломера
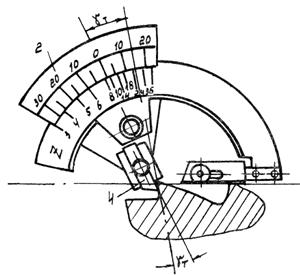
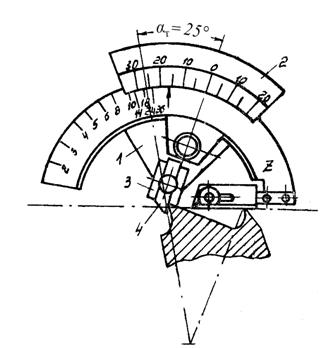
Рис. 11. Измерение переднего γт (а) и заднего αт (б) углов
с помощью угломера :
1 – основание, 2 – сектор, 3 – направляющая,
4 – измерительная ножка, 5 – подвижная линейка
Определение передних γ и задних α углов в главной секущей плоскости производится в следующей последовательности: сначала измеряют передний γт и задний αт углы в торцовой плоскости фрезы при помощи прибора системы , как показано на рис. 11, а затем путем расчета определяют углы γт и αт по формулам:
![]()

После контроля геометрических параметров заточенной фрезы (γ и α) делается вывод о качестве заточки углов с учетом заданной точности.
Содержание отчета:
– цель и задачи лабораторной работы;
– описать основные элементы конструкции и формы зубьев фрез (рис. 4 – 7);
– выбор геометрии режущей части фрез;
– указать критерии износа фрез;
– рекомендуемые инструментальные материалы для изготовления фрез;
– схемы заточки и доводки режущих поверхностей фрез (рис. 9, а, б);
– описать технологию заточки фрез;
– описать контроль конструктивных и геометрических параметров фрез;
– сделать выводы.
Контрольные вопросы
1. Какие существуют формы зубьев фрез?
2. Для каких целей производится затылование фасонных фрез?
3. По какой кривой выполняется задняя поверхность затылованныx фрез?
4. Для каких конструкций фасонных фрез затылование делается двойным?
5. Как классифицируются фрезы по способу крепления на станке?
6. Как определяется центральный угол между зубьями?
7. По какой поверхности перетачиваются затылованные фрезы?
8. Какие быстрорежущие стали и твердые сплавы рекомендуется применять для изготовления фрез, используемых при обработке конструкционных и легированных сталей?
9. Какие быстрорежущие стали и твердые сплавы рекомендуется применять на фрезах, предназначенных для обработки алюминия, чугуна, жаропрочных и титановых сплавов?
10. Какие существуют конструкции фрез?
11. С какой целью зубья фрез делаются спиральными?
12. Как выбираются конструктивные и геометрические параметры фрез?
13. Для чего нужно знать величины е, ек, Нк при заточке фрез?
14. В каких случаях применяют заточку задних поверхностей фрез периферией круга?
15. Какие режимы резания применяют при заточке быстрорежущих фрез?
16. Чем контролируется профиль фасонных фрез?
17. Чем контролируют углы β, γТ и αТ на фрезах?
18. Как определяются передний γ и задний α углы в главной секущей плоскости?
19. Какие абразивные материалы применяются для заточки фрез из быстрорежущей стали и твердого сплава?
20. Какими кругами производится заточка фрез по задней поверхности?
Библиографический список
1. , , Схиртладзе инструмент: учебник для вузов / Под ред. . – М.: Машиностроение, 2004. – 512 с.: ил.
2. Справочник конструктора-инструментальщика / Под ред. и . – 2-е изд., перераб. и доп. – М.: Машиностроение, 2006. – 542 с.: ил.
3. Справочник инструментальщика / Под общ. ред. . – Л.: Машиностроение. 1987. – 846 с.
Учебное издание
Конструкция и геометрия фрез
Составители ИВАНОВ Ювеналий Иванович
ПАПШЕВА Нина Дмитриевна
МЛАДЕНЦЕВА Ольга Алексеевна
Редактор
Компьютерная верстка
Выпускающий редактор
Подписано в печать 16.02.10.
Формат 60х84 1/16. Бумага офсетная.
Усл. п. л. 1,32. Уч..-изд. л. 1,30.
Тираж 50 экз. Рег.№ 000/09.
Государственное образовательное учреждение
высшего профессионального образования
«Самарский государственный технический университет»
44. Главный корпус
Отпечатано в типографии
Самарского государственного технического университета
44. Корпус № 8
