
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для каждого промежуточного варианта рассчитываем объемы вскрыши, полезного ископаемого, содержание золота.
Объем горной массы находим следующим образом:

Рисунок 4. Нахождение объема горной массы
Далее находим объем полезного ископаемого и содержание золота:
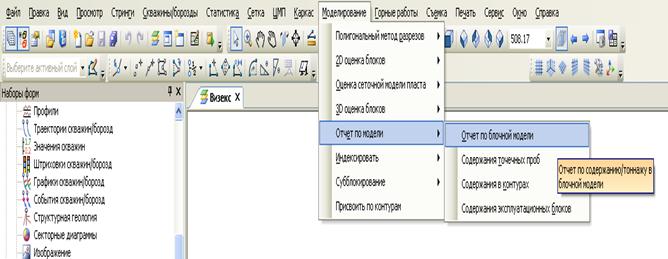
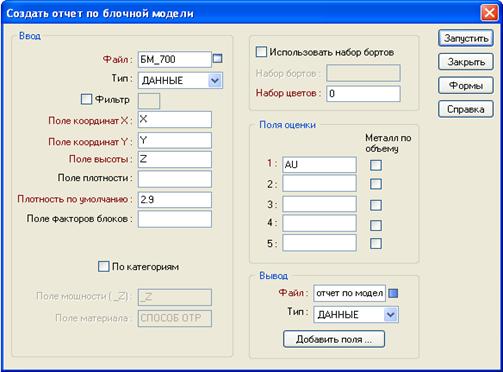
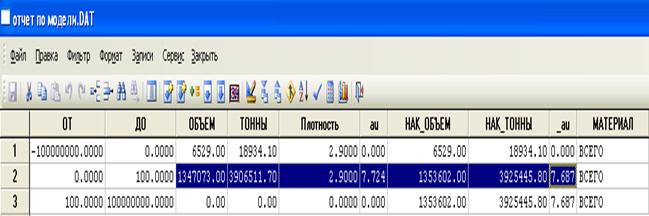
Рисунок 5. Способ определения объема полезного ископаемого и содержания золота
Зная объем горной массы и объем полезного ископаемого находим объем вскрыши. Далее заносим все в таблицу.
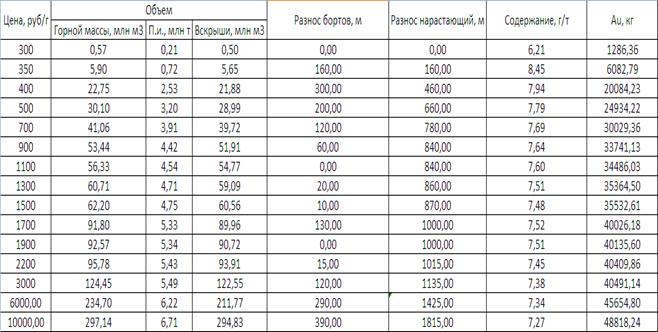
Рисунок 6. Полученные данные для разных контуров карьеров
По полученным данным строим следующие графики зависимости:

Рисунок 7. Зависимость объема полезного ископаемого от разноса бортов

Рисунок 8. Зависимость объема вскрыши от разноса бортов
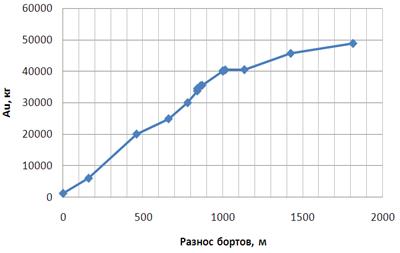
Рисунок 9. Зависимость полезного ископаемого от разноса бортов
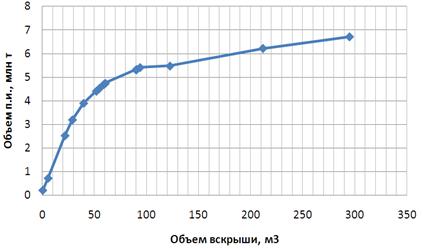
Рисунок 10. Зависимость объема полезного ископаемого от объема вскрыши
По полученным данным можно сделать вывод, что отработку карьера открытым способом вести целесообразно при разносе бортов до 1000м. Далее вести разнос бортов экономически нецелесообразно. Отработку следует вести подземным способом. При разносе бортов более 1000м коэффициент вскрыши резко увеличивается.
В ходе проделанного анализа мы нашли оптимальное значение разноса бортов до которого отработку карьера вести экономически целесообразно. При этом убедились, посчитав самостоятельно, что функция «оптимизатор» задает направление углубки, опираясь на цену на полезное ископаемое и коэффициент вскрыши.
Полученный при помощи оптимизатора карьер называется оптимальным потому, что он приносит максимальную прибыль, в карьере отсутствуют рудные блоки, приносящие компании убытки, показывает границы для проектирования карьера. Также он дает возможности для анализа запасов в карьере по схеме «что если». Оптимизатор не является эталонным инструментом, поэтому нельзя его применять во всех случаях, так как он не учитывает ряд факторов (например, изменение ценности по годам). Поэтому выполненные расчеты следует считать верными относительно наших исходных данных.
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ПРОИЗВОДСТВА
БЕЛОГО САХАРА ВЫСОКОГО КАЧЕСТВА
, ,
Воронежский государственный университет инженерных технологий, Воронеж, Россия julija979@rambler.ru
В современных условиях многие пищевые предприятия предъявляют строгие требования к качеству сырья. Так, для производства безалкогольных напитков, детского питания, некоторых кондитерских изделий, молочных консервов требуется сахар высокого качества - категории «Экстра» по ГОСТ Р . Главной особенностью такого сахара является высокое содержание сахарозы - поляризация не менее 99,8 °Z и минимальное количество примесей – массовая доля редуцирующих веществ – не более 0,03 %, массовая доля золы – не более 0,027 %, цветность – не более 45 ед. ICUMSA и др.
Для получения сахара категории «Экстра» чистота стандарт-сиропа, поступающего в кристаллизационное отделение свеклосахарного завода, должна быть достаточно высокой – не менее 93-94 %. При этом, как правило, технологическая схема сахарного завода в России рассчитана на проведение трех кристаллизаций. Если чистота стандарт-сиропа превышает 93 %, максимальное истощение исходного раствора в три кристаллизации с минимальными потерями сахара в мелассе - весьма затруднительно.
Известно два способа решения проблемы – загрязнение утфеля I за счет возврата первого оттека «на себя», уваривание утфеля последней кристаллизации с отбором или сочетание двух указанных методов.
Способ с возвратом первого оттека «на себя» осуществляется как при переработке сахарной свеклы, так и при переработке тростникового сахара-сырца. Возврат делается либо на последние подкачки при уваривании утфеля I в вакуум-аппарате, либо путем подачи оттека на дефекосатурацию (при переработке тростникового сахара-сырца) [1]. Но данный способ не позволит получить белый сахар категории «Экстра» из-за высокого содержания красящих веществ в возвращаемом оттеке, которые плохо удаляются и при дефекосатурационной очистке, и за счет перекристаллизации.
Один из вариантов технологии варки утфеля последней кристаллизации с отбором предусматривает первоначальный набор вакуум-аппарата в количестве, достаточном для реализации заводки кристаллов в нем после сгущения. После сгущения, заводки кристаллов и их наращивания до достижения объема утфеля, равного 110 – 120 % от объема первоначального набора, осуществляют отбор утфеля в количестве 10 – 20 % от объема первоначального набора. Отобранный утфель центрифугируют, полученный оттек возвращают в вакуум-аппарат совместно с исходным сиропом, который берут в количестве, достаточном для компенсации сухих веществ, выведенных из вакуум-аппарата в виде кристаллического сахара. Отбор утфеля и возврат оттеков в вакуум-аппарат осуществляют многократно до достижения чистоты межкристального раствора, равной чистоте межкристального раствора последнего утфеля. При этом содержание кристаллов в утфеле на протяжении всего цикла уваривания составляет 20 – 25 %. [2].
Однако, такой способ приводит к длительному пребыванию сахарозы в производственном цикле, а, следовательно, к большим потерям сахарозы от термохимического разложения, накоплению красящих веществ, препятствующих получению сахара высокого качества. Более рационально выводить лишнее количество сахарозы с первой ступени.
Способ варки утфеля I кристаллизации с отбором объективно приведет к увеличению продолжительности процесса, которую ориентировочно можно принять пропорциональной величине отбора. Для того, чтобы сократить высокотемпературное воздействие на увариваемые продукты, схему с отбором утфеля рекомендуется комбинировать с кристаллизацией охлаждением. При этом нарастание цветности будет происходить в меньшей степени, а за счет охлаждения можно выкристаллизовать дополнительное количество кристаллов.
Разработан способ получения утфеля I кристаллизации [3], согласно которому утфель I уваривают из стандарт-сиропа с чистотой%, содержащего около 60-65 % сухих веществ. После заполнения им вакуум-аппарата выше поверхности нагрева в паровую камеру подают греющий пар и сгущают сироп при остаточном давлении около 0,015 МПа до степени пересыщения 1,25 – 1,30. Затем осуществляют заводку кристаллов, вводя в вакуум-аппарат кристаллическую основу с диаметром 0,02 – 0,04 мм. Кристаллы заводят в количестве 7 – 8 шт. на 1 мм поверхности пробного стекла. Повышенное количество заводимых кристаллов необходимо в связи с последующим отбором 30 % утфеля из вакуум-аппарата. Такой способ позволяет получить более однородные кристаллы с размером около 0,6 – 0,7 мм при завершении цикла получения утфеля I. После заводки кристаллов процесс уваривания подкачкой стандарт-сиропа переводят в метастабильную зону и проводят их наращивания при коэффициенте пересыщения 1,1 – 1,12. Наращивание кристаллов в начальной стадии до отбора проводят в вакуум-аппарате до их размера 0,55 – 0,6 мм. При этом полезный объем вакуум-аппарата заполняется на 95 – 100 %.
Затем отбирают 30 % сваренного утфеля в приемную мешалку для «отбора» и через утфелераспределитель направляют на центрифугирование в центрифугах. Отбор центрифугируют «нагорячо» с выделением белого сахара и двух оттеков, которые направляются в один общий сборник. С отбором выводится примерно 30 % образовавшихся кристаллов при уваривании утфеля в вакуум-аппарате. Оставшийся в вакуум-аппарате утфель продолжают уваривать за счет подкачки смеси оттеков отбора, разбавленных клеровкой, и подогретых в сборнике перед вакуум-аппаратом до температуры 85 оС. С целью получения сахара стандартного качества цветность подкачиваемых оттеков должна быть не более 30 усл. ед. При этом цветность подкачиваемого раствора регулируется за счет добавления клеровки желтых сахаров в оттеки отбора. Утфель уваривают до концентрации сухих веществ 91,0 – 91,5 %.
Далее часть доваренного в вакуум-аппарате утфеля выгружается в отдельную утфелемешалку – кристаллизатор. Для предотвращения выпадения «муки» при выгрузке утфеля, его орошают водой температурой 75 оС. Перед выгрузкой утфеля приемную утфелемешалку – кристаллизатор прогревают за счет подачи через поверхность теплообмена воды с температурой около 70 оС.
После выгрузки утфеля подачу воды в поверхность теплообмена прекращают, утфель подвергается кристаллизации при естественном охлаждении в течение 6 ч или принудительном охлаждении в течение 4 ч до температуры 50 оС. При принудительном охлаждении создается такой перепад температур, при котором коэффициент пересыщения у стенки поверхности охлаждения не превышал бы критического значения.
По данным [4] снижение температуры утфеля на 10 оС позволяет дополнительно выделить 1,3 % кристаллов. Изменение растворимости сахарозы при охлаждении утфеля с 70 оС до 50 оС позволяет повысить концентрацию кристаллов в межкристальном растворе примерно на 7 – 8 %. Таким образом, кристаллизация охлаждением позволяет увеличить концентрацию кристаллов сахара с 46 % до 54 %, т. е. дополнительно со ступени кристаллизации охлаждением выводят 8 % кристаллов. Перед центрифугированием утфель в утфелемешалке – кристаллизаторе нагревают на 5 – 8 оС и центрифугируют с получением белого сахара и двух оттеков. Итого, в расчете на один цикл уваривания способ получения утфеля I кристаллизации позволяет вывести с первой ступени кристаллизации дополнительно 8 – 10 % кристаллов по массе утфеля.
Таким образом, приведенный способ уваривания утфеля I с отбором позволит истощить полупродукты с высокой чистотой, а кристаллизация охлаждением – предотвратить повышение цветности готовой продукции. В совокупности способ дает возможность получения белого сахара категории «Экстра» при минимальных потерях сахара в мелассе.
Литература
1. Инструкция по ведению технологических процессов приемки, хранения и переработки сахара-сырца на свеклосахарных заводах. – М.: ТОО «Сахинформ», 1994. – 90 с.
2. А. с. № 000. Бюл. изобретений № 25.07.07.90. Способ уваривания утфеля. , , .
3. Патент РФ № 000. Бюл. изобретений 20.12.2005. Способ получения утфеля I кристаллизации. , , .
4. Сапронова, технологии кристаллизации сахара на основе исследования физико-химических свойств сахарных растворов [Текст]. - Автореф. дис. докт. техн. наук. – М. - МГУПП. – 2001. – 56 с.
ПРОБЛЕМЫ ЭКСПЛУАТАЦИИ АВТОМОБИЛЬНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ
, ,
Пензенский государственный университет архитектуры и строительства,
г. Пенза, Россия, fsm8@mail.ru
Автомобильная аккумуляторная батарея (АКБ) предназначена для электроснабжения стартера при пуске двигателя и других потребителей электроэнергии при неработающем генераторе или недостатке его мощности.
Недостаток мощности генератора появляется на низких оборотах двигателя при движении автомобиля в городском цикле. Это приводит к тому, что электроснабжение потребителей происходит от АКБ и он не заряжается.
Одной из причин недозаряда АКБ стала необходимость постоянного использования в светлое время суток на движущемся транспортном средстве фар ближнего света.
В зимних условиях эксплуатации недозаряд усиливается, т. к. АКБ принимает заряд в сильной зависимости от прогрева электролита. Холодный запуск зимой с кратковременным движением и редкие непродолжительные поездки не дают прогреться электролиту и, следовательно, зарядиться АКБ [1].
В результате такой эксплуатации АКБ ее пластины сульфатируются (покрываются слоем плотного непроводящего электрический ток сульфата свинца), площадь активной массы уменьшается, остаточная емкость АКБ снижается, растет ее внутреннее сопротивление, снижается максимальный ток, отдаваемый АКБ стартеру при пуске двигателя, АКБ «не держит заряд» и быстро разряжается. В результате чего АКБ становится непригодна к эксплуатации.
Химические реакции в АКБ при разряде описываются уравнением [1]:
Pb+PbO2+2H2SO4→2PbSO4+2H2O;
при заряде:
2PbSO4+[3H2O+ H2SO4] → PbO2+ Pb+[H2O+ 3H2SO4].
Слой плотного непроводящего электрический ток сульфата свинца слабо участвует в химических реакциях.
В качестве примера, результаты, проведенные авторами, показали, что эксплуатация автомобиля Daewoo Matiz в течение 2-х лет в условиях городского цикла при ежедневной эксплуатации в режиме: запуск – прогрев – движение по городу на расстояние 15 км – остановка двигателя – стоянка в течение рабочего дня – запуск и движение обратно привела к снижению емкости гибридной АКБ (свинцово-кальциевые положительные пластины) с номинальной емкости 35 А∙ч до 12 А∙ч. Эксплуатация данной АКБ на автомобиле в летний период не вызывала проблем с запуском двигателя, однако по окончании 2-го года эксплуатации запуск двигателя в зимний период оказался весьма проблематичен.
Остаточная емкость АКБ может быть определена путем контрольно-тренировочного цикла. В случае, если по результатам проведения контрольно-тренировочного цикла остаточная емкость составляет менее 50 % от номинальной, то такая АКБ не имеет остаточного срока службы, однако может использоваться летом до полной выработки ресурса [1].
Согласно РД89-02, нормативный ресурс АКБ легкового автомобиля индивидуального пользования составляет 4 года [2].
Срок службы АКБ можно продлить путем использования различных режимов восстановления (десульфатации) АКБ.
Рассмотрим несколько известных путей восстановления (устранения сульфатации пластин) АКБ:
1) Химические способы, при которых сливают электролит из банок, промывают их различными, в основном щелочными, химическими растворами, растворяющими сульфат свинца, а затем заряжают АКБ.
Данный способ сопряжен с опасностью получения химических ожогов при использовании в гаражных условиях, и, учитывая, что большая часть современных АКБ являются необслуживаемыми и не позволяют осуществлять доступ к банкам, то данный способ становится неприменим, хотя и указывается его чрезвычайно высокая эффективность [3];
2) Заряд АКБ предельно малым током. Заряд малым током осуществим при применении зарядного устройства, обладающего регулировкой величины зарядного тока. Заряд малым током (величина которого составляет доли Ампер) для достижения должного эффекта осуществляется в течение нескольких недель и даже месяцев и применяется для АКБ, имеющих малую или среднюю степень сульфатации пластин, что является существенными недостатками данного способа;
3) Последовательный заряд-разряд АКБ реверсивным током. Реверсивный ток – это переменный ток с различными амплитудами и длительностями импульсов обеих полярностей за каждый период их следования. За каждый период следования импульсов тока АКБ заряжается и частично разряжается.
При таком способе почти полностью исключается необратимая сульфатация пластин. Если систематический подзаряд аккумулятора производится реверсивным током, то сульфатации электродов практически не наблюдается [3]. Степень эффективности данного способа, как следует из анализа литературных источников [4], зависит от выбора токовременных параметров зарядного и разрядного импульсов.
Для примера, проведенная авторами десульфатация гибридной АКБ автомобиля Daewoo Matiz реверсивным током позволила увеличить емкость с 12 до 18 А∙ч. Десульфатация проводилась в течение суток. Данный способ оказался эффективным, хотя и в небольшой степени.
Таким образом, можно сделать выводы, что:
- продлить срок службы АКБ возможно за счет периодической профилактической десульфатации реверсивным током;
- для реализации эффективной десульфатации требуется проведение научно-исследовательских работ по выявлению оптимальных токовременных параметров зарядного и разрядного импульсов.
Литература
1. Соснин, . Электрооборудование и системы бортовой автоматики современных легковых автомобилей [Текст] / Учебное пособие. М.: СОЛОН-Р. – 2000. – 272 с.
2. РД89-02 Нормы сроков службы стартерных свинцово-кислотных аккумуляторных батарей автотранспортных средств и автопогрузчиков.
3. Сеть предприятий и магазинов «МегаБат» [Интернет-портал]. URL: http://www. *****/company/press-room/publications/98.html (дата обращения: 03.02.2013).
4. Патент на изобретение 2180460 Российская Федерация. Способ заряда свинцового аккумулятора / Г/09; заявл. 05.01.2000; опубл. 27.11.2001.
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ ФРИКЦИОННО-ЭЛЕКТРИЧЕСКОГО МОДИФИЦИРОВАНИЯ НА ШЕРОХОВАТОСТЬ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
, ,
Омский филиал Военной академии материально-технического обеспечения,
г. Омск, Россия, edigarovs@mail.ru
Актуальность проблемы повышения надежности многоцелевых гусеничных и колесных машин (МГКМ) и их механизмов с течением времени не только не снижается, а наоборот неуклонно возрастает. На работы по восстановлению изношенных деталей, обеспечению работоспособности подвижных соединений в тяжелых условиях эксплуатации, снижению интенсивности различных видов изнашивания оборудования в развитых странах ежегодно расходуется до 4-5% национального дохода.
Такое положение связано не только с ужесточением режимов эксплуатации различного оборудования и машин, но также с отсутствием эффективных методик оптимизации режимов эксплуатации оборудования, методик выбора метода и оптимальных режимов обработки, обеспечивающих наибольшую долговечность деталей МГКМ.
Комбинированная фрикционно-электрическая обработка с использованием поверхностно-активных модификаторов (ФЭМ), включающая высокоэнергетическое воздействие через промежуточную среду-модификатор, в смеси с ПАВ, на исходную структуру поверхностного слоя с целью сформировать заданные физико-механические свойства с высокими триботехническими характеристиками, является перспективным методом финишной обработки поверхностей деталей. Данный метод является развитием метода электромеханической обработки включающего поверхностное пластическое деформирование образцов в условиях трения скольжения при одновременном пропускании постоянного электрического тока через зону контакта детали и инструмента.
В качестве объекта исследования были выбраны следующие стали: легированная сталь 40ХС (ГОСТ 4543-71), сталь 50, сталь 15. Детали, выполненные из данных марок сталей обладают высокой прочностью, упругостью и износостойкостью. Их выбор в качестве объекта исследования объясняется ее широким использованием в машиностроении и в частности в узлах МГКМ, к которым предъявляются высокие требования по надежности, прочности и износостойкости.
Для ФЭМ использовалась установка для электромеханической обработки «Стандарт». На установке обрабатывается наружная цилиндрическая поверхность образца, закрепленного на оправке.
В процессе ФЭМ, наряду с интенсивным разогревом поверхностного слоя, приводящим к понижению предела текучести и увеличению пластичности материала, происходит пластическая деформация микронеровностей поверхности под действием деформирующего усилия инструмента. Применение дисперсных твердых смазок в смеси с ПАВ в процессе ФЭМ способствует развитию названного процесса и уменьшению параметра шероховатости обрабатываемой поверхности, значительно снижает появление вторичной шероховатости при обработке на жестких режимах. Принимая во внимание важную роль в процессе трения и изнашивания шероховатости поверхностей деталей узлов трения, в соответствии с методикой исследовали влияние ФЭМ на шероховатость модифицируемой поверхности при изменении величины силы тока I от 400А до 600А, скорости обработки V от 10 м/мин до 40 м/мин и величины деформирующей силы Р от 400Н до 800Н. По результатам исследования построены зависимости параметра шероховатости Ra от скорости обработки(рис.1). Они показывают, что при увеличении скорости обработки от 10 м/мин до 28 м/мин наблюдается снижение шероховатости при различных значениях силы тока и деформирующей силы. Зависимости имеют экстремальный характер, с минимумом шероховатости в интервале скоростей обработки от 20 м/мин до 30 м/мин.
Рисунок 1 - Зависимость шероховатости от скорости обработки
1 – I=400A, P=400H; 2 - I=400A, P=800H; 3 - I=600A, P=400H; 4 - I=600A, P=800H.
Анализ зависимостей шероховатости от силы деформации (рис. 2) позволяет выявить общую закономерность. С увеличением силы деформации от 400Н до 600Н (кривые 2, 3), при различном значении силы тока, наблюдается снижение высоты микронеровностей в 2-3 раза, а при обработке с силой более 600Н параметр шероховатости Ra возрастает в 3-4 раза. В процессе ФЭМ с усилием деформации 400…600Н наблюдается максимальное снижение шероховатости, и при различной скорости обработки (кривые 1, 2) - высота микронеровностей снижается в 2-4 раза по сравнению с исходной поверхностью.
На рис. 3 показаны кривые зависимостей параметра шероховатости Ra от величины силы тока. Общим для всех зависимостей является снижение высоты микронеровностей при увеличении силы тока до 400-500А, при которой наблюдается минимальная величина параметра шероховатости Ra, и для различных скоростей обработки и силы деформации составляет Ra 1,6…2,1 мкм. С увеличением силы тока более 500А высота микронеровностей возрастает, не превышая исходное значение Ra.
Рисунок 2 - Зависимость шероховатости от силы деформации
1 – I=400А, V=28м/мин; 2 - I=400А, V=10м/мин; 3 - I=600А, V=10м/мин
Таким образом, установлено, что существует диапазон значений технологических параметров (P, V, I) в котором величина микронеровностей имеет наименьшее значение.
Для параметра шероховатости Ra, по результатам факторного эксперимента, получены уравнения регрессии в кодовом и натуральном выражениях:
Y=3,7625-0,625X1+0,7375X2-0,175X3+0,175X2X3 , (1)
Rа=5,841–0,00625I+0,002229P-0,0466V+0,0000583PV, (2)
Анализ уравнения регрессии показывает, что наиболее существенно на величину микронеровностей, формирующихся в процессе ФЭМ, оказывают скорость обработки и сила тока. Увеличение силы тока приводит к снижению высоты микронеровностей, а с увеличением скорости обработки параметр шероховатости Ra возрастает. Совестное парное действие технологических факторов ФЭМ носит схожий характер: некоторое увеличение силы тока, скорости обработки и силы деформации приводит к снижению высоты микронеровностей.
Рисунок 3 - Зависимость шероховатости от силы тока
1 – Р=600Н, V=10 м/мин; 2 - Р=600Н, V=28 м/мин; 3 - Р=400Н, V=28 м/мин
На рис. 4 приведено графическое изображение поверхности отклика для параметра шероховатости Ra при постоянном значении одного из независимых факторов.
Рис. 3.10. Поверхность отклика для параметра оптимизации (Ra) при постоянном значении V=10 м/мин.
Анализ результатов выполненного факторного эксперимента показал, что величина каждого из технологических факторов (сила тока, скорость обработки, сила деформации) определенным образом влияет на формирующиеся в процессе ФЭМ триботехнические свойства и качество поверхностного слоя.
СЕКЦИЯ 4. Медицинские науки
НОВЫЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПРОФЕССИОНАЛЬНЫХ ЗАБОЛЕВАНИЙ КОСТНО-МЫШЕЧНОЙ СИСТЕМЫ
Бюджетное учреждение здравоохранения Воронежской области
«Воронежская областная клиническая больница №1»,
Центр профессиональной патологии, г. Воронеж, Россия, LaMbA1@mail.ru
Эпидемиология профессиональных и производственно-обусловленных заболеваний мышц, сухожилий, связок, околосуставных мягких тканей, суставных сумок и собственно суставов от функционального перенапряжения в нашей стране отличается как по частоте, так и по нозологической структуре в разные периоды наблюдения. Это определяется преобладанием видов экономической деятельности в те или иные периоды, развитием научно-технического прогресса, возможностями диагностики в медицине. Распространенность данных заболеваний колеблется по разным регионам России от 11 до 45% всех случаев впервые установленных профессиональных заболеваний.
В Воронежской области этот показатель составляет от 1 до 3 %. Однако, ежегодно регистрируемый уровень этой патологии не отражает истинного состояния заболеваемости, что подтверждают результаты обследования работников предприятий, проведенные в ходе реализации национального проекта «Здоровье», согласно которым заболевания суставов и околосуставных тканей выявлены у 13 % работников вредных производств. Недостаточное выявление больных с указанными заболеваниями связано с низким качеством периодических медицинских осмотров, обусловленным несовершенством знаний врачей, участвующих в профосмотрах, недостаточной оснащенностью диагностическим оборудованием. Кроме того, диагностика заболеваний скелетно-мышечной системы в клинике профессиональных заболеваний затруднена из-за неспецифичности симптомов. Это влияет на принятие экспертных решений при проведении экспертизы профпригодности в ходе периодических медицинских осмотров.
Работники различных профессий, занятые во вредных условиях труда на предприятиях Воронежской области подвергаются неблагоприятному влиянию комплекса вредных производственных факторов, таких как вынужденное положение тела во время работы, монотонность трудового процесса, перенапряжение отдельных мышечных групп, выполнение быстрых однотипных движений, давление и трение инструментов или изделий о части тела работника. Всё это по отдельности или в комплексе способствует микротравматизации мягких и твёрдых тканей скелетно-мышечной системы и развитию дистрофических процессов в них.
Особенно высокие требования к сухожильно-связочному аппарату, мышцам и костям предъявляются при работах, связанных с нахождением в нерациональной рабочей позе с поднятыми вверх выше горизонтали руками и выполнением широкоамплитудных, вращательных движений. Длительный стаж работы в таких условиях приводит к суммирующей хронической микротравматизации наиболее уязвимых структур скелетно-мышечной системы [1].
Длительное пребывание в нерациональной рабочей позе с поднятыми вверх руками приводит к недостаточности кровоснабжения тканей и частой периодической компрессии мелких артериол, что способствует прогрессированию дегенеративных изменений в структурах плечевого сустава, поскольку наступает несоответствие между необходимым количеством крови и реальным кровоснабжением.
При сочетанном воздействии неблагоприятных факторов производственного процесса и охлаждающего микроклимата недостаточное кровоснабжение тканей усугубляется за счет повышения тонуса гладких мышц стенок кровеносных сосудов, приводящих к сужению их просвета, снижению кровотока в капиллярах, венулах и артериолах, нарушению микроциркуляции и углублению дегенеративно-дистрофических процессов в сухожилиях мышц, образующих ротаторную манжету плеча.
Таким образом, у лиц длительно работающих в описанных выше условиях, создаются возможности для развития патологии параартикулярных тканей плечевого сустава: хроническая суммирующая микротравматизация и нарушение питания на фоне перенапряжения скелетно-мышечных структур плечевого сустава, которое усугубляется воздействием охлаждающего микроклимата.
Поэтому выявление клинических и эпидемиологических особенностей данной группы заболеваний у представителей разных профессий, дальнейшее изучение факторов риска развития дифференцированного подхода к профилактике, ранней диагностике, лечению этих заболеваний среди работающего населения Воронежской области является одной из наиболее актуальных и практически значимых задач как медицины в целом, так и непосредственно медицины труда.
Для раннего выявления профессиональной и производственно-обусловленной патологии скелетно-мышечной системы в Центре профессиональной патологии Воронежской области предложен алгоритм ранней диагностики данной патологии с использованием метода анкетирования. При сборе анамнестических данных внимание врача должно акцентироваться на профанамнезе, профессиограмме, наличии и связи болезненных симптомов в области плечевых суставов с выполнением трудовых обязанностей. Следующим этапом является применение скринирующих анкет. Данные анкеты позволяют получить информацию о специфичности клинических проявлений, характере выполняемых работ, профессиограмме в сочетании с визуально-аналоговой шкалой боли для оценки возможности продолжения трудовой деятельности работников. Целью данных анкет является выявление групп риска, идентификация наиболее значимых профессиональных и дополнительных факторов риска, дифференциация по локализации патологического процесса, характере выполняемых работ, профессиограмме в сочетании с визуально-аналоговой шкалой боли для оценки возможности продолжения трудовой деятельности работников. Анкета включает в себя, кроме паспортной части, три блока вопросов, относящихся к разной локализации процесса: позвоночник, крупные и мелкие суставы, околосуставные ткани. В анкету также входят вопросы для дифференциации хронических воспалительных заболеваний костно-мышечной системы.
Особенностью этой анкеты, в отличие от существующих опросников, является изучение профессиограммы по описанию работника; определение характера работ и вредных производственных факторов, воздействующих на работника на его рабочем месте, оценка самими работником степени воздействия производственных условий на его здоровье с помощью визуально-аналоговой шкалы боли.
Приказ МЗ СР РФ от 12 апреля 2011 г. N 302н регламентирует перечень исследований, необходимый при проведении периодических/предварительных медицинских осмотров (ПМО) лицам, занятым на работах с физическими перегрузками (физическая динамическая нагрузка, масса поднимаемого и перемещаемого груза вручную, стереотипные рабочие движения, статическая нагрузка, рабочая поза, наклоны корпуса, перемещение в пространстве). В этот перечень входят: определение остроты зрения; офтальмоскопия глазного дна; УЗИ периферических сосудов и электронейромиография; рентгенография суставов, позвоночника; исследование функции вестибулярного аппарата; консультации невролога, хирурга, офтальмолога, оториноларинголога.
В дополнение к этому перечню с целью выявления наиболее ранних признаков воздействия факторов трудового процесса, вызывающих перенапряжение органов и систем в Региональном Центре профессиональной патологии были создана анкета, позволяющая сформировать группы риска по развитию плече-лопаточного периартроза профессионального генеза из пациентов, нуждающихся в обследовании по поводу данной патологии.
Анкета предложена для пользования профпатологам и другим специалистам, участвующим в ПМО. Эта же анкета может быть использована при самостоятельном обращении пациента к специалистам разного профиля.
Данная анкета включает пять вопросов, каждый из которых имеет ценность в один балл.
1. Работа связана с физическими нагрузками на плечевой пояс (плечевой сустав) – 1 балл
2. Работа связана с вибрацией, переохлаждением – 1 балл
3. Работа связана с частыми размашистыми и широкоамплитудными движениями в плечевом суставе – 1 балл
4. Стаж работы более 10 лет – 1 балл
5. Отсутствие в анамнезе травм плечевого сустава, сахарного диабета, ревматоидного артрита, амилоидоза, врожденной патологии суставов – 1 балл
При сумме баллов 3 и более, пациент включается в группу риска по развитию плече-лопаточного периатроза. Ему определяется объем диагностических исследований: рентгенография плечевых суставов, УЗИ плечевых суставов, консультация ортопеда или ревматолога.
При включении пациента в группу риска по развитию плече-лопаточного периартроза необходимо визуальное исследование сустава, измерение подвижности сустава, функциональные пробы. Перечень исследований должен включать ренгенографию плечевых суставов. По возможности работнику необходимо рекомендовать УЗИ плечевых суставов, являющуюся «золотым стандартом» при диагностике заболеваний суставов. При применении этого метода возможно увидеть мягкие ткани, недоступные при рентгеновских методах обследования: хрящи, суставные сумки, мышцы, сухожилия, связки, а также патологические процессы - бурситы, опухоли, дегенерацию хрящей, гематомы, разрывы связок и многое другое. Для правильной интерпретации результатов дополнительных методов диагностики необходима консультация ревматолога или ортопеда.
При подозрении на профессиональное заболевание (ПЗ) врач направляет извещение о предварительном диагнозе ПЗ в ТУ Роспотребнадзора. Пациента необходимо направить к профпатологу/терапевту, который должен собрать документы, обеспечивающие проведение экспертизы связи заболевания с профессией (санитарно-гигиеническая характеристика условий труда, копия трудовой книжки, амбулаторная карта, карта периодических медицинских осмотров). Свое заключение вместе с пакетом документов он выносит на рассмотрение врачебной комиссии ЛПУ для принятия решение о направлении больного в ЦПП для проведения экспертизы связи заболевания с профессией [2].
Таким образом, предложенный метод анкетирования может быть использован врачами первичного звена профпатологическеой помощи как инструментом ранней диагностики профессиональной патологии костно-мышечной системы.
Литература
1. /«Болезненное плечо», плече-лопаточный периартрит и синдром «плечо – кисть». – Казань, 1978. – с. 310.
2. , /Пути оптимизации управления региональной профпатологической службой: монография - Воронеж, «Научная книга», 2009 г. – с.205.
ЧАСТОТНО-ВОЛНОВАЯ МОДУЛЯЦИЯ МЫСЛИТЕЛЬНЫХ ПРОЦЕССОВ
КазНМУ им. , г. Алматы, Казахстан, aiman. *****@***com
Все предметы и процессы Вселенной представляют собой тройственное единство вещества, энергии и информации. Большинство физических факторов внешней среды, во взаимодействии с которыми эволюционировала живая природа, имеет электромагнитную природу. Единство вещества, энергии и информации происходило последовательно и поэтапно при взаимодействии электромагнитного поля (ЭМП) с веществом. Электромагнитное поле представляет собой спектр волн от ультрафиолетового до инфракрасного диапазона. Электрическое Е и магнитное Н составляющие взаимно перпендикулярны и образуют бегущую волну (рис.1).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
