
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Среднегодовые статистические данные по деталям ремфонда AT (цены указаны доперестроечные)
№№ | Наименование | Виды AT | |||
п/п | показателей | Самолеты | Вертолеты | АД и ВСУ | Итого |
1 | Количество деталей, имеющих повреждения и дефекты, тыс. шт. | 483,2 | 220,8 | 5309,4 | 6013,4 |
2 | Количество забракованных деталей, тыс. шт. | 74,5 | 49,5 | 1628,4 | 1752,4 |
3 | Доля отбракованных деталей от имеющих повреждения и дефекты, % | 15,4 | 22,4 | 30,7 | 29,1 |
4 | Стоимость деталей, имеющих повреждения и дефекты, млн. руб. | 220,6 | 6 | 171,4 | 398 |
5 | Стоимость забракованных деталей, млн. руб. | 25,3 | 1 | 29,4 | 55,6 |
6 | Доля стоимости отбракованных деталей от стоимости деталей, имеющих повреждения и дефекты, % | 11,5 | 16,2 | 17,1 | 14 |
7 | Средняя стоимость детали 1 - ой категории взамен забракованной, руб. | 370,4 | 19,7 | 15,1 | 27 |
5.4.2 Методы, способы, средства и технологические процессы ОТС объектов Л А и АД
Для ОТС применяются различные методы, виды (способы) и средства контроля деталей, узлов, конструктивных элементов (рис.5.13). В АРП участки для ОТС (участки дефектации) - это наиболее светлые, чистые помещения, оснащенные стандартным и нестандартным оборудованием, аппаратурой и инструментами, на рабочие столы техников-дефектовщиков поступают чистые и сухие объекты AT. Производится органолептический контроль, технические измерения и другие специальные виды НК (рис. 5.14-5.18). Применение некоторых физических методов ОТС для объектов ЛА и АД показано на рис. 5.19-5.21.
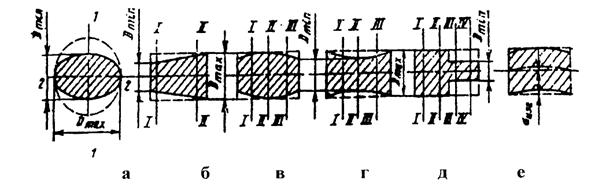
Рис. 5.14. Схема измерения круглых деталей AT для определения нарушения их геометрической формы в процессе эксплуатации:
а - овальность; б - конусность; в — бочкообразность; г - корсетность;
д - ступенчатость; е - изогнутость (арабскими цифрами показаны
диаметрально противоположные замеры, римскими – пояса замеров).
|
|
|
|
|

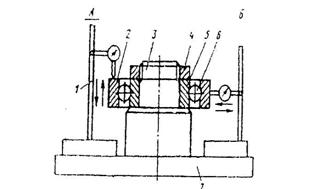
Рис. 5.16. ОТС деталей АД при помощи технических измерений.
|
Рис. 5.18. Дефектация детали ЛA магнитно-порошковым методом
Рис. 5.17. Техническое измерение крестовины кардана.
Рис. 5.19. Вихретоковый НК объекта AT
|
|
Рис. 5.20. Ультразвуковой НК лопасти воздушного винта
Рис. 5.21. Участок ОТС деталей АД
Органолептический метод (вижу, ощущаю, слышу) имеет 4 разновидности: визуальный, ручной, акустический и оптический. Это наиболее распространенный метод ОТС и он применяется для всех объектов, изделий AT для обнаружения разрушений, трещин, значительного износа, забоин, царапин, деформации, коррозии, перегрева, нарушения защитных покрытий и т. д.
Каждый объект осматривается невооруженным взглядом, при необходимости используются оптические приборы - лупы, бинокли, микроскопы, проекторы, эндоскопы, бороскопы и т. д. При этом производится осмотр внешних поверхностей объектов AT, а через отверстия, люки при снятых панелях, а иногда и специальных вырезах - поверхность внутренних объектов, отсеков изделий AT.
Многие детали подвергаются ручному прощупыванию, давлению рукой, проверке плавности хода.
На некоторых тонкостенных объектах AT применяется акустический (слуховой) вид ОТС для обнаружения трещин, окалины, коррозии и т. д. С этой целью наносятся незначительные удары молотком (из легких сплавов) по детали. Глухой звук при этом характерен при наличии трещины, отставания, отслаивания частичек материала, что указывает на наличие окалины, перегрева, коррозии.
Органолептический метод ОТС выполняется первым среди других методов НК и является наиболее распространенным при диагностике и дефектации AT.
Оптический НК основан на взаимодействии светового излучения с контролируемым объектом AT. К этому контролю относится люминес-центная дефектоскопия немагнитных деталей AT. Физический смысл этого НК заключается в способности излучать собственное свечение (флюоресценция) при облучении ультрафиолетовыми лучами деталей, смоченных жидкостями особых составов, обладающими высокой проникаемостью в несплошности (трещины) материалов. Этими жидкостями могут быть смеси минеральных авиационных масел и керосина.
Источниками облучения являются ртутно-кварцевые лампы сверхвысокого и высокого давления, при этом применяются еще и светофильтры.
Повреждения объектов - трещины обнаруживаются невооруженным глазом по зеленоватому или голубому свечению проникшей в них флуоресцирующей жидкости.
Технические измерения, применяемые для НК объектов AT, имеют целью определение: размеров, формы и геометрии объектов (соосности, соплоскостности); состояния (качества) поверхности. Этот метод ОТС является наиболее распространенным после органолептического.
Изменение формы, геометрии, размеров, качества поверхности объектов AT может происходить вследствие трения, износа, наклепа, деформации, воздействия нагрузок и т. д.
В процессе ОТС деталей, особенно сопрягаемых пар, изменение геометрической формы, размеров производится обмером (замером) специальными мерительными инструментами и приборами. (Инструменты: линейки, угольники, щупы; резьбомеры, зубомеры; калибры, шаблоны, штангенциркули, штанген-глубиномеры, микрометры, микрометрические угломеры, нутромеры; пробки, скобы; приборы механические и оптические; индикаторы часового типа; пружинные, рычажные, зубчатые скобы и головки; оптические микрометры, длиномеры; электроизмерительные приборы и т. д.). Эти инструменты и приборы позволяют производить замеры с точностью до 0,01 - 0,001, а некоторые и до 0,0001 мм.
Необходимо при проведении технических измерений соблюдать следующие условия: температура воздуха 20° С, атмосферное давление 760 мм рт. ст. (72 Па), относительная влажность воздуха 58%.
Техническими измерениями определяются: овальность, конусность, бочкообразность, корсетность, ступенчатость, изогнутость - изменения формы объекта AT. Кроме этого можно определить люфты и зазоры, некоторые регулировочные характеристики объектов изделий AT.
Контроль качества состояния поверхности объектов AT имеет 2 вида НК: сравнительный и приборный (расчетный). Первый представляет двухпредельное визуальное сравнение качества поверхности (чистоту - шероховатость) детали с помощью приборов, эталонов. Второй осуще-ствляется с помощью приборов, имеющих электродинамические датчики с передвижной иглой, которая перемещается по контролируемой поверхности объекта. С помощью усилителя замеряется электродвижущая сила и замеряется прибором - профилометром, шкала которого отградуирована в среднеквадратичных величинах микронеровностей поверхности прове-ряемого объекта. Результаты сравнивают с заданной по ТУ величиной или путем аналогичного замера на эталоне.
Контроль сплошности материала объекта AT.
При ОТС деталей необходимо выявить нарушения сплошности их материалов, если они имеются на наружных поверхностях или внутри: трещины, раковины, поры, металлические включения, волосовины, расслоения и т. д. Обнаружить их даже сильно вооруженным глазом, т. е. органолептическим методом, не всегда представляется возможным. Поэтому для контроля сплошности материала деталей AT и обнаружения, например, трещин, применяется химический и физический вид НК.
Химический вид НК использует различные химические вещества - реактивы. При этом виде контроля производится травление материала детали в подозрительных местах и в местах наиболее частого появления трещин. Различают травление деталей из стали или из алюминиевых сплавов. В первом случае производится травление раствором серной кислоты 10% концентрации. Вначале деталь очищается и обезжиривается. Нейтрализация оставшейся серной кислоты производится в растворе углекислого натрия 2% концентрации. Затем деталь промывают холодной водой, и после просушки ее подвергают визуальному контролю для обнаружения трещин. Для контроля сварных швов на стальных деталях можно производить местное травление раствором азотной кислоты 10% концентрации. Травление производится 2-3 минуты наложением ватного тампона, смоченного раствором кислоты. Затем место травления промывается этиловым спиртом и производится визуальный контроль. На матовой поверхности хорошо просматриваются контуры трещин.
Во втором случае травление детали производится в щелочном растворе едкого натра 5% концентрации. После промывки в холодной воде деталь осветляется в растворе серной или азотной кислоты. Затем деталь снова промывается в холодной воде, просушивается и подвергается визуальному контролю для обнаружения трещин.
Физический вид НК определяет сплошность материала объекта AT. Используются для этого различные средства: специальные вещества, дефектоскопы, установки, приборы. Эти средства используют физические принципы, явления: магнитные, электромагнитные, электрические, акус-тические, радиационные, рентгенлучи, радиоволны, тепловые, оптические, капиллярные свойства, течь (негерметичность), оптические и т. д. В зависимости от физических явлений и принципов, на которых основано ОТС, определяется и область их использования при ТОиР авиационной техники.
Магнитный НК основан на регистрации магнитных полей рассеяния повреждений, дефектов или магнитных свойств контролируемого объекта - детали AT. Этот НК имеет наибольшее распространение при ОТС стальных деталей AT, обладает высокой чувствительностью, быстродействием и простотой применения. Он использует явление возникновения в несплошностях (трещины, раковины и т. д.) материала деталей AT магнитного поля рассеяния при прохождениях через них магнитного потока. Поле рассеяния образуется, так как значительно изменяется магнитная проницаемость в местах несплошности материала детали.
В гражданской авиации применяются следующие виды магнитного НК, классифицируемые по способу индикации первичной информации - магнитопорошковый, магнитоферозондовый и магнитографический.
а) Первый способ (наиболее применяемый в ГА) – магнитопорошковый, основан на обнаружении магнитных полей рассеяния у трещин, неметаллических включений (шириной 0,,03 мм) на деталях с помощью ферромагнитного порошка. Повреждения обнаруживаются на глубине до 3 мм от поверхности детали и при минимальной глубине трещины 0,01 - 0,04 мм от поверхности детали. Для намагничивания детали применяется постоянный и переменный электроток. Этот способ НК выполняется в 4 этапа: намагничивание, нанесение порошка, контроль технического состояния детали, размагничивание.
б) Второй способ (менее применяемый в ГА) — магнитографический, основан на намагничивании участка контролируемой детали и одновременном наложении или протягивании по ее поверхности ленты эластичного магнитоносителя для фиксации (записи) на ней полей рассеяния около мест расположения повреждений. Особенности этого метода: ферромагнитные частицы магнитоносителя не могут перемещаться, а при воздействии полей рассеяния изменяют свою полярность и намагниченность; при считывании - расшифровке записей полей рассеяния определяется количественная и качественная оценка повреждения, а магнитная лента, являясь документом, позволяет воспроизводить запись полученной информации о техническом состоянии детали.
Намагничивание производится постоянным током при помощи дисковых магнитов, подвижных намагничивающих устройств или намагничивающих клещей, вилок, поясков. Для расшифровки магнитной записи на ленте используются воспроизводящие магнитные головки, преобразующие отпечаток магнитных полей в электросигналы, т. е. ЭДС электромагнитной индукции. При этом происходят одновременные перемещения ленты и головки. Расшифрованный - считанный сигнал усиливается в воспроизводящем устройстве и используется для образования индикаторного или телевизионного, а в последнее время и того и другого («теневого») изображения контролируемого участка детали одновременно.
Этот способ НК более эффективен для ОТС сварных швов деталей AT. Однако он обладает и рядом недостатков: возможность фиксации на магнитной ленте ложных сигналов от неровностей сварного шва; малая чувствительность к определению широких и крупных повреждений (поры, непровар, шлаковые включения).
в) Третий способ - феррозондовый (применяется в авиаремонтном производстве редко), основан на измерении полей рассеяния от повреждения с помощью специальных датчиков (феррозондов). Эти датчики чувствительны к магнитным полям и каждый состоит из 2 одинаковых полузондов (сердечник и две катушки). Одна из катушек возбуждает в сердечнике переменный магнитный поток, а вторая служит для измерения ЭДС. Измерительные катушки обоих полузондов так соединяются, чтобы выходное напряжение отсутствовало (равнялось нулю) при отсутствии измеряемого поля.
При нахождении сердечника в магнитном поле катушка возбуждения ЭДС второй катушки содержит составляющие нечетных гармоник (включая и первую гармонику), определяемые частотой тока, питающего катушку возбуждения. А при внесении феррозондов в исследуемое магнитное поле изменяется ЭДС второй - измерительной катушки, появляются одновременно гармоники (включая и вторую гармонику), величина которых обусловлена величиной поля.
Все три способа могут быть использованы при ОТС деталей, покрытых слоем до 30 мкм металлических (неферромагнитных) и неметаллических материалов, например ЛКП, кадмием, цинком, хромом, медью и т. д. Но в большинстве случаев ЛКП с таких деталей удаляется с целью более качественного НК магнитным способом.
Обязательное размагничивание деталей после НК производится в соленоиде (катушке) с помощью электромагнита, кабеля или между электроконтактами. Для уменьшения напряженности магнитного поля, воздействующего на деталь, ее удаляют из соленоида, от электромагнита или снижают ток до нуля. После чего производят контроль размагниченности детали с помощью соответствующего прибора.
Электромагнитный или электроиндукционный (токовихревой) НК. Основан на регистрации изменения взаимодействия собственного элект-ромагнитного поля катушки с электромагнитным полем вихревых токов, наводимых этой катушкой в контролируемой детали. При выполнении этого НК на участке детали возбуждаются вихревые токи и производится замер обратного действия этих токов на возбуждающую или другую (вторичную) катушку. Вихревые токи возникают при введении детали в переменное магнитное поле и создают свое электромагнитное поле, противоположно направленное к возбудившему его магнитному полю, которое его и уменьшает. При этом изменяется электрическое сопротивление катушки возбуждения, величина которого зависит от свойств материала детали (электропроводности, сплошности, магнитной проницаемости, формы, размеров и т. д.), т. е. от плотности вихревых токов. Изменение сопротивления вторичной катушки регистрируется соответствующим электроприбором. Несплошность, например трещина, при влиянии на вторичную катушку как бы уменьшает электропроводность детали. При ОТС детали вихревыми токами происходит регистрация взаимосвязи или взаимодействия электромагнитных полей катушки и детали. В месте трещины траектории вихревых токов будут искажены.
Токовихревой НК деталей применяется для определения несплошностей материалов в поверхностных и подповерхностных слоях. При этом удаления ЛКП или другого покрытия не требуется.
Электрический НК основан на регистрации электростатических полей и электрических параметров контролируемого объекта. Применяются электростатический, трибоэлектрический и термоэлектрический НК. При этом регистрируются величины электростатических полей, электрических зарядов, возникающих в объекте при трении разнородных материалов; термо-ЭДС, образованной непосредственно от контролируемого объекта. Для регистрации используются первичные информативные параметры: величины электросопротивления, емкости участка контролируемого объекта, а также распределение потенциалов по поверхности объекта и регистрации электрошумов объекта.
Способами индикации первичной информации служат электростати-ческий, порошковый и электроискровой. Первый основан на регистрации электростатических полей рассеяния с использованием в качестве индикатора наэлектризованного порошка; второй - на регистрации возникновения электрического пробоя участка контролируемого объекта. А способами представления окончательной информации являются визуальный, графический, звуковой, метрический и световой. Визуальный способ основан на регистрации оптического излучения непосредственно от контролируемого объекта невооруженным глазом или с помощью оптических устройств; графический - на представлении информации о состоянии объекта в виде графика, кривой или фиксированного видимого изображения; звуковой и световой - на звуковой или световой сигнализации о состоянии объекта; метрический - на измерении параметров сигнала, несущего информацию, и представлении информации в цифровом или аналоговом виде.
Электрическими НК можно выявить поверхностные трещины более 1 мкм на эмалированных, остекленных, металлических деталях и из пластмасс; определять толщину стенок, труб, листов, расслоения материалов и т. д.
Акустический НК основан на регистрации параметров упругих колебаний, возбужденных в контролируемом объекте. К акустическому НК относятся ультразвуковая и звуковая дефектоскопии. Органолептический НК имеет отношение к акустическому ОТС (слуховой контроль). Из разновидностей ультразвуковой дефектоскопии наибольшее распространение в ГА получили эхо-импульсный и зеркально-теневой, меньше - импедансный. Для дальнейшего внедрения ультразвукового НК представляет интерес акустическая эмиссия и шумовибрационная. Нередко ультразвуковой НК является единственно возможным для ОТС объектов в труднодоступных местах или в сборе - без разборки.
Эхо-импульсный НК применяется для обнаружения повреждений - трещин в деталях с трудными подходами для дефектации (в сварных швах, токостенных деталях горячей части АД и т. д.).
Импедансный НК применяется для ОТС клеевых соединений элементов конструкций с сотовым заполнителем.
В указанных разновидностях НК используются акустические волны, являющиеся механическими колебаниями частичек упругой среды, способными к распространению в этой среде. Причем при движении волны происходят только колебания частиц около своих положений равновесия, а не их перенос, передвижение. Расстояние между ближайшими частицами, колеблющимися в одинаковой фазе, называют длиной волны. Частота колебаний является обратной величиной периода колебаний. Волны различаются в зависимости от направления колебаний частиц по отношению к направлению распространения волны и имеют названия: продольные, поперечные, нормальные (симметричные - волны растяжения или асимметричные - волны изгиба) и поверхностные. Продольные - распространяются в любой среде (жидкой, газообразной, твердой), а поперечные - только в твердой среде. Нормальные волны можно получить только в тонкостенных деталях, листах, трубах с постоянной толщиной (0,3 -10 мм). Частицы среды при этом совершают одновременно продольные и поперечные колебания на всю толщину объекта, описывая эллиптические или даже более сложные траектории. В поверхностных волнах частицы совершают продольные и поперечные колебания в направлении распространения и перпендикулярно к нему. Эти волны распространяются на поверхности (конфигурации) детали, быстро затухают в глубине материала детали. При этом толщина слоя распространения поверхностных волн достигает 0,3 - 6,0 мм от поверхности детали.
Волны в зависимости от частоты делятся на звуковые, ультразвуковые, инфразвуковые и гиперзвуковые. Человеческий слух воспринимает только звуковые волны и для НК деталей используются частоты 1-8 кГц. Но для ОТС применяются и ультразвуковые волны с частотой 0,5-10 МГц. Акустические свойства одной среды по отношению к другой характеризуются удельным волновым сопротивлением (это произведение плотности среды на скорость распространения в ней продольной волны); соотношения которого для газов, жидкостей и металлов имеет вид 1 : 104 : 105.
Коротковолновые, ультразвуковые колебания (УЗК) очень похожи по своим свойствам на световые лучи, т. к. распространяются в виде направленных лучей, могут отражаться, преломляться, фокусироваться, интерферировать, испытывать дифракцию и затухать по мере их распро-странения.
С целью возбуждения ультразвуковых волн применяются электроакустические преобразователи: пьезоэлектрические, магнитострикционные и др. В дефектоскопах нашли применение пьезоэлектрические преобразователи из пьезокерамических материалов. Принцип их работы в пьезоэлектрическом эффекте - возникновение электрозарядов при сжатии и растяжении преобразователей. Знак зарядов зависит от вида деформации - сжатия или растяжения. Величина зависит от приложенной силы. Этот эффект обратим, так, при приложении к поверхности преобразователя переменного электрополя преобразователь будет сжиматься или растягиваться, т. е. совершать механические колебания с частотой прило-женного напряжения. Если преобразователь приложить к детали, то в ее материале будут возбуждаться и распространяться УЗК. Их можно излучать непрерывно или импульсами. В последнем случае - это зондирующие импульсы.
Ультразвуковой дефектоскоп обычно состоит из генератора-возбудителя волн, приемника, пьезопреобразователя (пластин), демпфера для ускорения затухания колебаний, осциллографа. Пьезопластины и демпфер помещаются в искательную головку.
Эхо-импульсный ультразвуковой НК основан на регистрации отраженной от поверхности несплошности материала детали или других отражателей УЗК. В эхо-импульсных дефектоскопах чаще всего используется один излучатель, который осуществляет излучение и прием УЗК. Индикатором эхо-сигналов импульсных дефектоскопов служит электронно-лучевая трубка. Могут применяться дополнительные оптические или звуковые индикаторы.
Теневой ультразвуковой НК применяется для ОТС тонких и простых деталей (трубы, профили, листы и т. д.). При применении теневого НК с одной стороны детали посылают импульсную или непрерывную ультразвуковую волну, а с другой стороны детали регистрируют прошедшую волну. По уменьшению или исчезновению сигнала на экране дефектоскопа судят о величине несплошности материала. При этом место нахождения этой несплошности указывает искатель. Однако надо отметить, что теневой НК имеет все же недостаточную чувствительность.
Зеркально-теневой ультразвуковой НК является разновидностью теневого. В таких дефектоскопах излучательный и приемный искатели размещаются с одной стороны детали на расстоянии друг от друга, зависящем от толщины детали; УЗК идут от излучателя, доходят до обратной стороны детали или ее несплошности, отражаются и принимаются приемником. На экране дефектоскопа виден сигнал, т. е. его увеличение в зависимости от величины повреждения. Этот НК нашел более широкое распространение из-за достаточной чувствительности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
