
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Импедансный ультразвуковой НК имеет 2 разновидности. Первый основан на фиксировании повреждения по изменению амплитуды силы реакции контролируемой детали на датчик, второй — по сдвигу фазы силы реакции.
Вторая разновидность применяется для обнаружения повреждений (непроклеев, пустот, расслоений и т. д.) в клеевых и паяных соединениях многослойных конструкций AT и в деталях из слоистых пластиков.
Для ОТС достаточно одностороннего подхода к детали. В качестве датчика служит стержень, совершающий продольные колебания. В объекте, изделии AT возбуждают изгибные колебания звукового диапазона. При отсутствии повреждения объект, изделие колеблется как единое целое и сила реакции изделия на стержень имеет значительную величину, а при наличии повреждения - изгибные колебания возбуждаются только в наружном слое - обшивке изделия. При этом сила реакции уменьшается, т. к. жесткость обшивки значительно меньше жесткости всего объекта, изделия. Величина амплитуды или фазы силы реакции фиксируется индикатором дефектоскопа. Чувствительность этого НК зависит от толщины обшивки, соотношения жесткости объекта, изделия к жесткости обшивки.
ТП этого вида контроля деталей следующий:
1. Очистка детали или ее контролируемого участка от загрязнений, ЛКП, коррозии.
2. Выбор контактной смазки для обеспечения акустического контакта между искателем и деталью (МК-22, МК-8 или их смесь; смазка ЦИАТИМ-20, компрессорное масло).
3. Настройка дефектоскопа на заданную чувствительность по контрольным образцам, эталонам.
4. ОТС детали и расшифровка показаний дефектоскопа.
5. Удаление смазки, промывка, сушка детали.
Место нахождения повреждения поверхностными и нормальными волнами определяют 2 способами:
1. Перемещением искателя. Если повреждение под искателем, то его на экране не видно. Для уточнения координат расположения повреждения пользуются графиками глубиномера.
2. Демпфированием волн, т. е. прижимают к детали материал, например, резину, хорошо поглощающую УЗК. Если это сделать между искателем и повреждением, то высота отраженного сигнала на экране уменьшится или он исчезнет совсем, а если за повреждением, то сигнал не изменится. Место расположения повреждения определяется перемещением - сближением точки нажатия.
УЗК подвергаются лопатки компрессоров и турбин, кожухи камер сгорания, диски роторов компрессора, сварные швы рам, оси и валы, клеевые соединения обшивки с сотовыми заполнителями. Выявляются поверхностные или под слоем ЛКП трещины усталости и ползучести, механические и коррозионно-эрозионные поражения (забоины, царапины, риски, язвы, раковины и т. д.) и внутренние повреждения (неметаллические включения, пустоты, непроклей, непровар, разнозернистость структуры материала, расслоения и т. д.). ТП контроля клеевых соединений с сотовыми заполнителями следующий:
1. Очистка и промывка детали от загрязнений.
2. Настройка импедансного акустического дефектоскопа по образцу.
3. Контроль детали или ее участка перемещением датчика по детали со скоростью ≈ 1,5 м/с с некоторым прижимом и наблюдением за сигнальной лампочкой.
Применяются 2 основных режима работы: резонансный и нерезона-нсный. Первый применяется для конструкций с обшивкой из алюминиевого сплава толщиной 0,7 - 0,8 мм и жестким силовым набором (лонжерон, стрингер, нервюра). Второй - для контроля сотовых панелей с алюминиевой обшивкой такой же толщины конструкций с металлической обшивкой и пенопластовым заполнителем.
При резонансном контроле используется зависимость входного импеданса системы от ее волновой длины. Для возбуждения преобразователя используется настраиваемый генератор переменной частоты. При соответствии толщины контролируемого объекта резонансным частотам в пределах диапазона настройки генератора в момент их выработки объект (деталь) будет вибрировать в резонанс с генератором. Это приведет к увеличению энергии, выделяемой на преобразователе, которую можно измерить. Резонанс наступает при толщине объекта, равной целому числу полуволн упругой акустической волны.
Датчик при этом перемещается зигзагообразно с шагом между зигзагами (шаг сканирования) 1 ≈ 0,5 L доп. Точность выдерживания прямого угла между осью датчика и контролируемой поверхностью должна быть ± 10°.
Акустическая эмиссия - распространение в твердом теле упругой деформации вследствие освобождения энергии при пластической дефор-мации или разрушения локального объема. В металлах это явление представляет собой волны упругой деформации малой амплитуды, созда-ваемой дискретными, т. е. прерывными движениями, которые сопутствуют неупругой деформации и развитию трещин. Эти волны обнаруживаются как некоторые смещения на поверхности контролируемого объекта. Поиск этих волн производится с помощью присоединения пассивных пьезоэлектрических датчиков к поверхности объекта, преобразования и считывания электрических импульсов, вызванных смещением чувствительного элемента датчика в виде ряда одиночных импульсов или количества энергии. Принятые сигналы (импульсы) имеют частоты от 100 кГц до 1 МГц и более.
Аппаратура для ОТС с помощью акустической эмиссии включает: приемные элементы - чувствительные высокочастотные преобразователи; фильтры для устранения фазовых посторонних шумов; усилители; выходные устройства - регистраторы, счетно-решающие устройства.
Шумовибрационный НК основан, как и акустически-эмиссионный, на приеме упругих волн. При этом наблюдается спектр частот работающего механизма в целом или в отдельных его агрегатах, узлах. Преобразователь аналогично медицинскому стетоскопу прижимают к отдельным точкам изделия, объекта или он воспринимает сигналы по воздуху. В первом случае этот НК правильнее отнести к разновидности органолептического метода.
Радиационный НК основан на взаимодействии проникающего ионизирующего излучения с контролируемым объектом. Он имеет разновидности: рентгеновский, бета, гамма, нейтронный и позитронный. Эта классификация дана в зависимости от характера физических полей, взаимодействующих с контролируемым объектом. А в зависимости от способа представления результатов информации радиационный НК имеет виды: радиоскопический, радиографический и радиометрический. Этим НК обнаруживаются трещины снаружи и внутри детали, ориентированные поперек или под углом к направлению луча: раковины, ликвации или неметаллические включения и т. д.; а также проверяется правильность взаимного расположения и техническое состояние внутренних объектов неразборных узлов и агрегатов.
Чувствительность указанных разновидностей НК характеризуется чувствительностью контрастной, т. е. в направлении просвечивания, и детальной, т. е. в направлении, перпендикулярном просвечиванию. При этом выявляются повреждения длиной от 2% для стальных и до 10% для деталей из легких сплавов от толщины детали и при ширине повреждения ≥ 0,025 мм. А для радиометрического НК выявляемость повреждения характеризуется объемной чувствительностью (объему или площади повреждения). Для определения чувствительности радиационного НК используются эталоны.
В авиаремонтном производстве наиболее широкое распространение получили рентгеновский и гамма-контроль.
Рентгеновский контроль использует рентгеновское излучение, которое как и видимый свет, является высокочастотными электромагнитными волнами. Но у рентгеновских лучей значительно меньше длина волны, чем у видимого света. Излучение бывает коротковолновое (жесткое) и длинноволновое (мягкое). Жесткое - обладает высокой проникающей способностью.
В качестве источника рентгеновского излучения используются двухэлектродные рентгеновские трубки.
При рентгенконтроле объекта для определения места, размеров, формы повреждения используют излучения, с помощью которых и просвечивается объект. По способу регистрации средства этого НК делятся на рентгенографию, ксерорадиографию, рентгеноскопию и радиометрию.
Рентгенизлучение наряду с высокой проникающей способностью обладает и ионизирующим, световозбуждающим и фотографическим свойствами, которые используются при рентгенографии объекта. При этом детектором является рентгенпленка. В ксерографии для этого применяется фотопроводниковая заряженная пластинка или пленка, чувствительная к ионизирующему излучению. При рентгеноскопии детектором служит флюроскопический экран. При радиометрическом ионизационном контроле объект просвечивается узким пучком излучений, который постепенно перемещается по участкам объекта. Прошедшее через участок детали излучение преобразуется детектором, на выходе которого возникает электросигнал, который через усилитель поступает на регистрирующее устройство. Рентгенконтроль оптически непрозрачных объектов основан на принципе ослабления интенсивности излучения, прошедшего объект.
Фотоны при столкновении с атомами объекта теряют часть энергии при рассеянии и поглощении. Регистрируя на пленке степень ослабления, определяют наличие повреждения в объекте, которое видно на проявленной рентгенпленке как локальное изменение плотности почернения пленки на общем фоне. Чувствительность этого НК выражается в процентных размерах обнаруживаемого повреждения, просвечиваемой толщины объекта (для стали 1,5 - 3,0%). Для оценки чувствительности применяются канавочные, проволочные и пластинчатые эталоны.
ТП рентгенконтроля включает:
1. Очистка, промывка и просушка объекта.
2. Подготовка рентгенаппарата к работе.
3. Зарядка кассет пленкой.
4. Установка кассеты под или за объектом, номера снимка, эталона чувстви тельности, свинцовых пластин и т. д.
5. Проверка ограждений, защитных средств, включая и отсутствия людей в зоне НК.
6. Просвечивание объекта.
7. Фотообработка пленки.
8. Расшифровка негатива.
9. Оформление документации по результатам ОТС.
При рентгенконтроле строго выдерживаются режимы и условия контроля. Негативы просматривают и расшифровывают с помощью негатоскопа или ламп с матовым стеклом, при необходимости используют лупу 2-4 кратного увеличения.
Рентгенконтролю в ГА подвергаются: некоторые силовые элементы планера ЛА, воздушные, противопожарные и другие баллоны для газов, жидкостей с большим рабочим давлением, часть силовых закрытых под-шипников и т. д.
Гамма-дефектоскопия основана на использовании излучения радио-активных изотопов (тулий, цезий, иридий). Разновидностями этого НК являются: гамма-графия, радиометрический и флюроскопический контроль, которые аналогичны рентгендефектоскопии. Для нейтронного контроля применяется нейтронное излучение, обладающее большой проникающей способностью. Это излучение дает возможность проводить ОТС объектов большой толщины.
Разновидностью радиационного контроля является радиационная толщинометрия, для которой используются рентгеновское, β и γ-излучения. Толщина металлов, сплавов, пластмасс может быть мм.
При радиационном контроле необходимо уделять особое внимание защите персонала.
Радиоволновой НК основан на регистрации изменения параметров электромагнитных колебаний, взаимодействующих с контролируемым объектом. Этот контроль применяется для оценки качества и геометрических размеров объектов из диэлектрических материалов (резина, пластмассы, фибра и т. д.) и толщины металлических листов (обшивки). Эти материалы влияют на прохождение, отражение, рассеяние и поглощение радиоволн. Происходит изменение амплитуды, фазы и поляризации. По их изменению можно определять характерные свойства данных материалов и отклонений от их номинальных значений, т. е. выявлять повреждения объектов.
Нарушения сплошности и структуры материала объекта сопровождаются изменением его электромагнитных параметров, т. е. результатов взаимодействия электромагнитных волн с ними. При этом НК диэлектри-ческих объектов надо знать диэлектрическую постоянную и тангенс угла диэлектрических потерь для полупроводниковых и магнитных материалов - магнитную проницаемость, а для металлических - только величину проводимости.
При наличии границы повреждения появляется отраженная волна, взаимодействующая с падающей и образующая в первой среде стоячую волну, для которой во времени и пространстве имеется сдвиг фаз. Измеряя расстояние между «пучностями» или узлами электрической напряженности, находят величину длины волны. Источниками энергии сверхвысокой частоты (СВЧ) являются генераторы, генераторы-магнетроны, клистроны, лампы обратной волны, преобразователи частот и др. Для измерения длины волны применяют волномеры, волноводы. Приборы для радиоволнового НК могут быть амплитудные, фазовые, амплитудно-фазовые, резонансные, лучевые, поляризационные, частотные и др.
Расположение приемника и излучателя энергии СВЧ по отношению к контролируемому объекту может иметь односторонний (отражение), двухсторонний (прохождение) и комбинированный доступ.
Форма образования сигнала может быть аналоговая, дифракционная, оптическая.
Основными параметрами приборов являются коэффициенты погло-щения, отражения, преломления, поляризации и преобразования.
Радиоволновым НК можно измерять и контролировать в процессе изготовления, нанесения, ремонта - восстановления толщины диэлектри-ческого слоя, одного диэлектрического слоя на другой, аналогичного слоя на металле или металлический лист.
Существуют 2 способа измерения: с обязательным контактом опорных роликов датчика энергии СВЧ с объектом и бесконтактный. Информация о толщине обычно закладывается в амплитуде, фазе, смещении резонансной кривой, времени распространения импульса, положении максимума отраженной волны и т. д. Обычно сигнал, являющийся основой градуировки индикатора прибора в значениях геометрической толщины, есть функция 2 переменных: геометрической толщины и диэлектрической проницаемости материала контролируемого объекта.
Повреждения (дефекты) сплошности материалов объектов при радиоволновом НК делятся на 3 группы:
1. Локальные (непроклеи, трещины, инородные или воздушные включения и т. д.).
2. Распределенные (неоднородность по плотности, отклонения состава, напряжения, набухание, аморфность, старение и т. д.).
3. Конструктивные (геометрические размеры, расположение арматуры и т. д.).
Наиболее часто в таких специализированных дефектоскопах приме-няется метод «на отражение» с расположением зондов: однозондовый, двухзондовый и двухзондовый с разнесенными зондами. В первом случае излучающий и приемный зонды совмещены в одной антенне. Такой дефектоскоп удобен и широко применяется, однако он не универсален и обладает меньшей чувствительностью. Во втором случае значительно увеличиваются размеры зондирующего устройства.
Тепловой НК основан на регистрации тепловых полей, температуры или теплового контраста контролируемого объекта. Измерения производятся с помощью термометров контактного или неконтактного действия. К первым относятся: жидкостные, манометрические термометры; термопары, термоиндикаторы, термометры сопротивления, а ко вторым - пирометры.
Действие жидкостных (газовых и др.) термометров основано на термическом расширении жидкости, газа, заключенных в капилляре термометра. Измеряются температуры от - 160 до + 1000°С. Термопарой или термоэлементом называют цепи из 2 разных электропроводников (термоэлектродов, концы которых соединены сваркой или пайкой). При наличии разности температур в местах соединения термоэлектродов в цепи возникает термо-ЭДС, что может быть измерено и передано на соответствующий прибор для измерения Т = °С. Работа термоиндикаторов основана на изменении состояния, яркости и цвета свечения некоторых веществ при нагреве. Действие термометров сопро-тивления основано на изменении электросопротивления вещества - металла, его окислов, солей и т. д. в зависимости от температуры (Т = °С). Работа пирометров основана на регистрации теплового излучения (яркости) нагретых объектов. Измерение температур может производиться в широких пределах (от - 263 до + 6000°С).
НК течеисканием основан на регистрации индикаторных жидкостей и газов, проникающих в сквозные повреждения контролируемого объекта. Течеискание по характеру воздействия физических полей или веществ имеет разновидности: компрессионное (наддув) и вакуумное. Первый основан на регистрации параметров индикаторной жидкости, газов, проникающих под давлением через повреждения контролируемого объекта; второй - на регистрации падения вакуума в замкнутом объеме контролируемого объекта из-за наличия повреждения (негерметичности).
По способу индикации первичной информации течеискание имеет разновидности: пузырьковое, манометрическое, галоидное, химическое, газоаналитическое и высокого разряда. Первые 4 вида получили наиболее широкое применение при ОТС авиационной техники. Чувствительность их определяется отношением массы или объема утечки за единицу времени. Так, гидравлическая опрессовка имеет неограниченную чувствительность; воздушная опрессовка с применением мыльного растворал мкм/с); пузырьковый с применением водорода 5·10 -4 (л мкм/с); галоидный с применением фреона и усилительной аппаратурыл мкм/с).
При пузырьковом течеискании контролируемый (испытуемый ) объект погружается в емкость с прозрачной жидкостью и в него подается газ или жидкость под давлением. При негерметичности объекта через жидкость в емкость будут проходить пузырьки индикаторного газа или жидкости, что и будет фиксироваться наблюдателем (дефектовщиком). Место появления пузырьков около поверхности объекта характеризует место повреждения.
При манометрическом контроле производится замер давления индикаторной среды (жидкости, газа или их смеси), а также рабочей среды объекта AT. При этом индикаторами служат манометры. Так определяется негерметичность кабин фюзеляжа ЛА, кессон-баков. При этом повышают давление в кабине, отсеке от внешнего источника (компрессора низкого давления, баллонов сжатых газов через редукторы и т. д.) на строго определенную величину и со строго определенной скоростью (до 15 МПа в минуту). После достижения заданного ТУ перепада давлений в кабине и атмосфере перекрывается подача газов. С помощью секундомера и по манометру определяется время и величина падения давления. Для каждого типа ЛА эта величина строго регламентирована. Этот контроль дает качественную оценку наличия факта негерметичности, однако он не дает возможности определить место негерметичности (течи через повреждение). Галоидный контроль негерметичности основан на регистрации индикаторного газа по увеличению эмиссии ионов примесей щелочных металлов. Объект AT подвергается опрессовке галосодержащим газом, например фреоном, четыреххлористым углеродом или фреоном с азотом, при некотором избыточном давлении. Для поиска мест негерметичности применяется галоидный течеискатель, датчиком которого служит диод с платиновыми электродами. Между электродами пропускается воздух. При попадании между электродами датчика галоидов резко увеличивается ионный ток, величина которого, как и величина напряжения питания электродов датчика, регистрируется измерительным блоком. Индикация мест негерметичности - утечки газов - осуществляется отклонением стрелки прибора, прерывистой работой красной сигнальной лампочки и звуковой сигнализацией – телефоном (рис.5.22).
Кроме указанного, факт и место негерметичности (течи) можно определить по звуку или по давлению на ладонь руки при пропуске газа, находящегося под давлением в емкости AT; потемнению высохшей известковой обмазки емкости AT после утечки при заполнении ее керосином; химической реакции топлива на специальный состав бумаги, пленки, которой покрывают контролируемую поверхность емкости, визуально по течи жидкости из емкости и т. д.
Капиллярный НК основан на капиллярном проникновении индика-торных жидкостей в полости поверхностных повреждений и регистрации индикаторного рисунка. Обычно ширина индикаторных линий несколько больше ширины несплошности материала детали, что облегчает их обнаружение невооруженным глазом.
Разновидностью этого НК является капиллярный цветной контроль из-за разности цветов индикаторной и проявляющей жидкости для определения несплошности материала. Этот НК наиболее применим в ГА.
Сущностью капиллярного НК является использование следующих физико-химических явлений: смачивания, капиллярности, сорбции и диффузии.
Смачивание зависит от свойств материала детали и жидкости, т. е. от сил взаимодействия между их молекулами, и характеризуется способностью жидкости растекаться по горизонтальной поверхности детали. Явление капиллярности также характеризуется наличием поверхностного натяжения жидкости. Это чаще всего всасывание жидкости в узкие трубки-капилляры, трещины, щели, поры со смачиваемыми стенками. Всасывание происходит под действием капиллярного давления - разности давлений по обе стороны искривленной поверхности (мениска) жидкости.
При нанесении смачивающей жидкости на поверхность детали полость трещины под давлением капиллярных сил заменяется этой жидкостью, образуя там мениск.
При удалении жидкости с поверхности детали в полости повреждения детали возникают 2 мениска (верхний и нижний) и появляются 2 капиллярные силы, действующие в прямо противоположных направлениях. Если на верхний мениск нанести краску, порошок (пористое вещество), то вместо капиллярного давления в пористом веществе появится система малых менисков разной формы и большой кривизны. В каждом мениске будет капиллярное давление, которое значительно превысит давление в нижнем мениске и действует в прямо противоположном направлении.
В связи с суммарным давлением жидкость поднимается из полости повреждения на поверхность детали. Выход жидкости из полости повреждения при этом сопровождается явлением сорбции и диффузии. Сорбция - это физико-химический процесс поглощения каким-либо телом - поглотителем газов, паров или растворенных веществ из окружающей среды. При нахождении веществ на поверхности поглотителя - это явление адсорбции, а при поглощении всем веществом поглотителя - это явление абсорбции.
Диффузия - это самопроизвольный процесс выравнивания в каком-либо объеме концентрации молекул, ионов взвешенных или растворенных частиц под влиянием теплового хаотического движения. Иногда явление диффузии протекает как внедрение молекул, ионов одного вещества в другое. При повышении температуры в процессе проведения капиллярного НК количество их в пористом веществе увеличивается.
ТП капиллярного цветного контроля:
1. Очистка и промывка детали.
2. Нанесение кистью на деталь проникающей смачивающей жидкости.
3. Удаление ветошью с поверхности детали нанесенной жидкости.
4. Нанесение на поверхность детали проявителя или поглотителя.
5. Выдержка для поглощения проникающей жидкости проявляющей жидкостью.
6. Визуальный контроль характера и величин повреждения по индикаторным рисункам на белом фоне проявляющей краски.
7. Удаление ветошью и ацетоном остатков проявляющей и проникающей жидкостей.
Весь ТП занимаетминут.
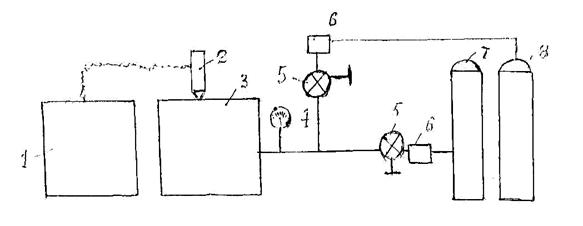
Рис. 5.22. Схема ОТС бака-кессона галоидным контролем.
1 - течеискатель; 2 - щуп; 3 - бак-кессон; 4 - манометр; 5 - кран;
6 - редуктор; 7 - баллон с фреоном; 8 - баллон с воздухом (азотом)
Оптический НК основан на взаимодействии светового излучения с контролируемым объектом. Этот НК несколько совпадает с оптической разновидностью органолептического метода ОТС, однако обладает и значительным отличием. К оптическому НК относится люминесцентная дефектоскопия немагнитных деталей AT. Физический смысл этого НК заключается в способности излучать собственное свечение (флюоресценция) при облучении ультрафиолетовыми лучами деталей, смоченных жидкостями особых составов, обладающими высокой проникаемостью в несплошность (трещины) материала деталей. Флюоресцирующая жидкость (люминофор) - это смесь любых минеральных авиационных масел и керосина.
ТП оптического НК:
1. Очистка и промывка детали.
2. Продувка и сушка детали.
3. Нанесение на деталь флюоресцирующей жидкости (поливом, окунанием).
4. Выдержка 5—10 минут для проникновения жидкости в несплошности материала детали.
5. Удаление ветошью, смоченной в растворителе, избытка флюоресцирующей жидкости.
6. Промывка и просушка детали при Т = 50°С.
7. Нанесение распылением на деталь или окунанием в мокрый порошок белого сухого тонкодисперсного проявителя, впитывающего флюоресцирующую жидкость для повышения яркости свечения несплошности материала детали (жженая магнезия, реактивная смесь магния или порошок из отходов сжигания электронных деталей, тальк, силикагель и т. д.).
8. Выдержка 8-10 минут для проникновения порошка-проявителя в несплошность детали.
9. Удаление излишков порошка-проявителя.
10. Облучение детали ультрафиолетовыми лучами.
11. Осмотр детали в затемненном помещении.
Повреждения - трещины обнаруживаются невооруженным глазом по зеленоватому или голубому свечению проникшей в них флюоресцирующей жидкости.
5.4.3. Диагностирование ЛА, АД и их объектов в АРП, АТБ
Техническая диагностика - это составная часть технологического процесса ОТС объектов, изделий AT, поступивших в АРП для ремонта, восстановления. Объем и частота диагностирования зависит от применяемых в АРП систем и видов ремонта. При капитальном ремонте (система ППР) диагностирование практически не требуется, т. к. изделия, объекты AT подвергаются почти подетальной разборке и дефектации, при других системах, видах ремонта диагностирование обязательно, но в разных объемах и с разной периодичностью. Наибольший объем диагностирования выполняется при системе ремонта по фактическому техническому состоянию.
Необходимо еще отметить, что техническое диагностирование должно отвечать заданному требованию - точности.
Техническая диагностика AT - проверка правильности функцио-нирования, работоспособности, исправности для предупреждения появления отказов. Это элемент прогнозирования для обеспечения Б. П.
Целью диагностики и технического контроля изделий (систем, агрегатов, аппаратуры) AT является оценка их технического состояния для принятия объективного решения о возможности дальнейшей эксплуатации.
Задачи диагностики и технического контроля:
- определение факта отказа, повреждения или дефекта;
- определение места отказа, повреждения или дефекта;
- определение количественных величин изменения технических ха-рактеристик (параметров, показателей) объектов AT по сравнению с нормативными, с ранее имевшимися.
Диагностирование и технический контроль изделий объектов AT при их ремонте в АРП, АТБ дают объективную информацию о необходимости ремонта, разборки систем, агрегатов, аппаратуры для восстановления, замены деталей, узлов, агрегатов, КЭ или возможности продолжения их дальнейшей эксплуатации в период до следующего ремонта или формы ТО.
При внедрении диагностики и технического контроля объектов AT в авиаремонтное производство обязательно используется информация АТБ, АК об изменении величин параметров каждого конкретного номера ЛА, АД, агрегата и т. д.
Используется и информация по качеству ТОиР, эксплуатационной и послеремонтной надежности, БП.
Схема этапов разработки и внедрения диагностики объектов, изделий AT в АРП, АТБ представлена на рис. 5.23, а на рис. 5.24 указаны основные методы диагностики и НК (дефектации) для ОТС поступивших в ремонт ЛА.
Этапы технического контроля и диагностики изделий, объектов AT при поступлении их в ремонт в АРП, АТБ:
- входной технический контроль (органолептический контроль, тех-нические измерения, нивелировка ЛА);
- входная диагностика (испытания, замер параметров, показателей, характеристик - на ЛА, АД, стендах, установках);
- входной технический контроль и диагностика (стендовые испытания) снятых с ЛА, АД агрегатов, аппаратуры в специализированных цехах и участках (для подтверждения ранее принятого решения о необходимости демонтажа и узловой разборки);
- ОТС и диагностика узлов, деталей для выявления объектов, не обеспечивающих необходимой величины рабочих параметров, принятие решения о подетальной разборке «виновных» узлов; НК (дефектация) деталей, как и при капитальном ремонте.
Технический контроль объектов, изделий AT, поступивших в АРП, АТБ для ремонта включает:
- органолептический контроль по специально разработанным марш-рутам, поверхностям и ярусам (высотам); снаружи и внутри;
- технические измерения (микрообмер);
- способы НК, основанные на физических, химических принципах выявления повреждений, дефектов объектов, изделий AT с помощью спе-циального оборудования, оснастки, аппаратуры, инструментов (дефек-тоскопы, рентгенаппараты, стенды, установки, эндоскопы, бароскопы и т. д.)
ОТС объектов AT включает применение различных видов НК и диагностики. При этом в зависимости от действующих в данном АРП, АТБ систем и видов ремонта используются соответствующие методы, способы и средства НК, диагностики.
Средства для ОТС объектов, изделий AT должны включать:
- бортовые системы, приборы, аппаратуру контроля работы AT;
- инструменты, приборы, аппаратуру, передвижные стенды и уста-новки, бригады приемщиков AT в ремонт для проведения входного контроля и диагностики;
- инструменты, приборы, аппаратуру, стационарные стенды и установки для использования дефектовщиками при ОТС объектов AT в спе-циализированных цехах и участках АРП;
- инструменты, приборы, аппаратуру, испытательные стенды для наземных стендовых испытаний АД, агрегатов гидрогазовых и механических систем ЛА.
Виды НК объектов при входном контроле, при дефектации в АРП, АТБ:
- акустический (прошедшего, отраженного излучения; резонансный, импедансный, свободных колебаний, эмиссионный);
- вихретоковый (амплитудный, частотный, многочастотный, спект-ральный);
- магнитный (магнитопорошковый, магнитографический, феррозон-довый);
- оптический (визуально-оптический, голографический, интерферен-ционный);
- органолептический (визуальный, слуховой, осязательный);
- проникающими веществами: 1 - капиллярный (цветной, яркостный, люминесцентно-цветной, фильтрующихся частиц); 2 течеисканием (вакуумный, компрессионный, капиллярный);
- радиационный (радиоскопический, радиографический, ионизационный, сцинтилляционный);
- технических измерений (измерительными инструментами, приборами, аппаратами).
Отбраковка объектов AT производится по следующим причинам:
- отработка назначенного ресурса, срока службы или малые их остатки, не обеспечивающие отработку следующего межремонтного ресурса, срока службы;
- повреждения, превышающие допустимые предельные величины согласно ТУ для восстановления;
- отсутствие методов, способов или средств для ОТС, ремонта, восстановления;
- включение в перечень постоянно заменяемых деталей при ремонте изделий (часть резинотехнических деталей: прокладки, манжеты, уплотнительные кольца, дюриты, чехлы; детали контровки разового применения - шплинты, шайбы, пластины; бумажные, тканевые фильтры и т. д.);
- моральное старение;
- необходимость замены при конструктивных доработках, модернизации, изменении вариантов, серий, моделей и т. д.
Виды диагностики технического состояния объектов, изделий AT подразделяются:
- по шумам объектов (корпуса воздухозаборника, ротора, компрессора, вентилятора, турбины, камеры сгорания, подшипников, насосов, приводов, реактивной струи, от колебаний роторов АД и т. д.);
- по методу замера термогазодинамических параметров;
- по методу измерения колебаний (вибраций) лопаток, агрегатов АД;
- по методу замера рабочих (технических) параметров, характеристик, показателей изделия, объекта (скорость, высота, давление, произ-водительность, тяга, мощность, обороты, температура и т. д.);
- по методу замера изменения температуры объекта по времени его эксплуатации, испытания, замера;
Сбор, обработка | Выбор обьектов | ||
и анализ стати- | АТ (ЛА, АД, | ||
стической ин- | систем, агрегатов | Выбор объек- | |
| и т. д.) | тов AT (J1A, | |
отказам, повре- | —► | для диагности- | АД, систем, аг- |
ждениям изде- | рования | регатов и т. д.) | |
лий, объектов | для диагности- | ||
данного вида, | рования | ||
типа AT и их | |||
аналогов |



![]()

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
