

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Регулирование сварочных деформаций и напряжений при сварке конструкций в значительной степени определяется последовательностью наложения швов. С этой точки зрения при выполнении сварных швов должен соблюдаться следующий порядок. Сначала свариваются стыковые соединения поперечных швов, затем продольных. Угловые и тавровые соединения выполняются после заварки стыковых швов.
В табл.31 приведены рекомендации по последовательности выполнения прихваточных швов по сечению и длине, их размеры на примере выполнения прихваток при сборке двутавровых балок.
Ниже приводится последовательность выполнения швов по длине типовых соединений листов, профилей, балок и колонн.
Стыковые соединения листов осуществляются, как правило, автоматической сваркой напроход под флюсом на стеллажах и стендах, оснащенных стационарными и переносными флюсовыми подушками (рис.7) Причем, начало и конец шва выполняется на входных и выходных планках.

Рис.7 Флюсовые подушки для сварки стыковых соединений: а, б – переносные, в, г – стационарные.
При двухсторонней и многопроходной сварке листов встык без разделки кромок или с V-образной и Х-образной разделкой кромок, когда операция выполняется за два прохода (по одному с каждой стороны) или за несколько проходов с одной или двух сторон требуется выполнять следующие условия:
§ сварка 2-го прохода с обратной стороны или подварного шва должна выполняться после зачистки корня шва первого прохода;
§ выполнение каждого последующего валика многопроходного шва осуществляется после очистки от шлака предыдущего валика;
§ последовательность многослойной сварки стыковых соединений листов с Х-образной разделкой кромок должна предусматривать заполнение 50-60% разделки с одной стороны; кантовку полотнища на 1800, сварку стыка с другой на всю глубину разделки, кантовка на 1800 и окончательное заполнение разделки с первой стороны.
Сварка стыковых соединений уголков, швеллеров, балок и гнутых профилей. Операция выполнения ручной дуговой или полуавтоматической сваркой в среде углекислого газа и порошковой проволокой.
Таблица 31
Выполнение сварных швов.
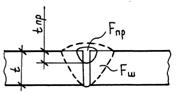
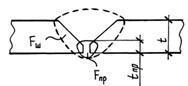
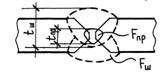
Выполнение прихваток (сборка) | |||
Выполнение прихваток | По сечению шва |
Fпр=1/3-2/3Fш; tпр=0,5-0,3t |
Fпр=1/3Fш; tпр=0,3-0,5t |
Fпр=1/3Fш; tпр=0,3-0,5tш |
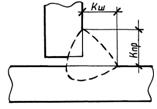
Fпр=Fш*; Кпр=Кш* |
Кпр=0,3-0,5Кш; Fпр=1/3Fш | |
По длине шва |
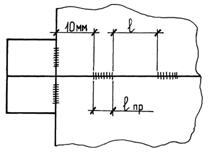
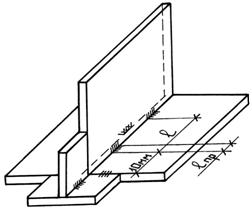
| Длина прихваток lпр=4-5t, но не менее 50мм для сталей с sт< 440 МПа и не менее 100 мм для сталей с sт> 440МПа. Расстояние между прихватками l=(30-40)t, но не более 500 мм для сталей с sт< 440 МПа. | |
| При сборке стенки с полкой тавров или двутавров прихватки с одной стороны стенки должны располагаться между двумя прихватками, выполненными с другой стороны стенки. | ||
Последовательность выполнения прихваток | Ребра |
|
|

Продолжение таблицы 31
Выполнение швов по сечению (операция сварки) | ||
Тип шва | Однопроходная сварка | Многопроходная сварка |
Стыковые швы | ||
|
| - |
| - |
|
|
|
|
| - |
|
Угловые швы | ||
| Нижнее положение
| В угол
|
| нижнее полоджение
| в угол
|




 «в лодочку»
«в лодочку»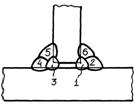
 «в лодочку»
«в лодочку»
 «в лодочку»
«в лодочку»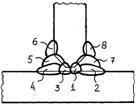
 «в лодочку»
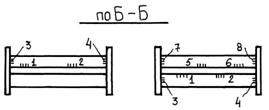
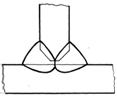
«в лодочку»Большое значение для уменьшения внутренних напряжений и деформаций при сварке швеллеров и балок имеет соблюдение правильной последовательности наложения швов и направления сварки. В соединениях (рис.8) в первую очередь сваривают стенки, а затем полки. Сварку стыков ведут вначале со стороны фаски, полностью заплавляя ее, а затем — с другой стороны. Перед наложением шва с обратной стороны пневматическим зубилом или наждачным кругом из зазора удаляют шлак и грат.
Сварные швы уголков, швеллеров, балок и гнутых профилей, соединяемых накладками, выполняются в последовательности, указанной на рис.8. Направление сварки фланговых швов — от середины к краям накладок.
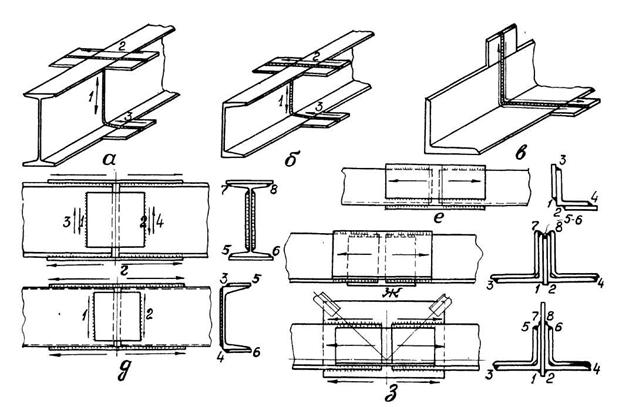
Рис.8 Сварка стыковых соединений сортового металлопроката:
а, б, в — встык; г, д, е, ж, з—накладками; → —направление сварки; 1—8 —очередность наложения швов.
Сварка стыковых соединений бесшовных горячекатаных и электросварных труб. На заводах стальных строительных конструкций для этой цели чаще всего применяется ручная и полуавтоматическая сварка на подкладном кольце.
Трубы малого диаметра — до 200 мм — свариваются на стеллажах, большого диаметра — до 530 мм — свариваются в основном полуавтоматами с использованием роликовых стендов. Стыковые швы в таких трубах в большинстве случаев многослойные и требуют тщательного исполнения. Особое внимание следует уделить сварке первого слоя. При наложении остальных слоев необходимо тщательно очищать от шлака каждый слой шва, обеспечивая сплавление их между собой и кромками основного металла.
Основная трудность при сварке стыковых кольцевых швов горячекатаных и электросварных труб связана с их малым диаметром, из-за которого расплавленный металл и флюс стекают по поверхности трубы, образуя наплывы. Чтобы воспрепятствовать этому и добиться хорошего формирования шва, полуавтоматическую и автоматическую сварку следует вести на понижен


































 ных режимах проволокой 2 мм, а конец электродной проволоки смещать с зенита в пределах от 10 до 30 мм в сторону, противоположную вращению трубы.
ных режимах проволокой 2 мм, а конец электродной проволоки смещать с зенита в пределах от 10 до 30 мм в сторону, противоположную вращению трубы.
Трубы диаметром свыше 400 мм могут свариваться автоматической сваркой с соблюдением вышеописанных требований. Для этого сварочный трактор располагают на специальной площадке — над свариваемым стыком. В связи с возможным осевым смещением трубы в процессе ее вращения при сварке необходимо постоянно контролировать и корректировать направление электродной проволоки по оси стыка.
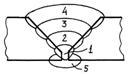
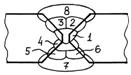
Сварка балок составного двутаврового сечения. Составные двутавровые балки отличаются наличием швов значительной протяженности и большого сечения. Поэтому для выполнения поясных швов рекомендуется автоматическая сварка под флюсом с расположением швов «в лодочку».
Для того, чтобы избежать больших остаточных деформаций двутавровых сечений — кривизны и винтообразности, рекомендуется вести сварку всех поясных швов в одном направлении и соблюдать порядок их наложения, показанный на рис.9.
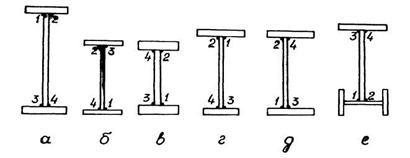
Рис.9 Последовательность сварки поясных швов двутавровых балок:
а - балки симметричного сечения большой высоты; б - балки симметричного сечения небольшой высоты из тонколистового металла; в - балки симметричного сечения небольшой высоты из толстолистового металла; г - балки с развитым верхним поясом; д - балки несимметричного сечения; е - балки с одним составным или утолщенным поясом; 1-4 - очередность наложения швов.
При автоматической сварке «в лодочку» за один проход накладывают угловые швы катетом до 16 мм включительно, при ручной — до 10 мм, при полуавтоматической — до 12 мм.
В подкрановых балках, предназначенных для кранов с тяжелым режимом работы, требуется сплошное сплавление стенки с верхним поясом. Сплошное проплавление стенки без разделки фасок при толщине металла до 14 мм включительно обеспечивается автоматической сваркой, при 8-14 мм - полуавтоматической.
Для увеличения глубины провара поясные швы со сплошным проплавлением стенки следует выполнять в «несимметричную лодочку» (рис.10). В этом случае балка устанавливается с наклоном 30° к горизонтальной оси.
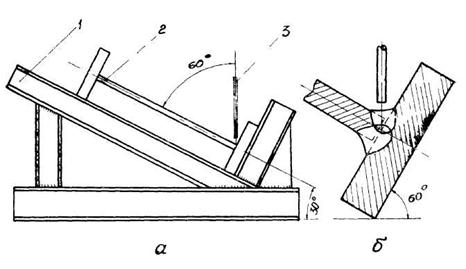
Рис.10 Сварка поясных швов балок в «несимметричную лодочку»:
а - установка балки под сварку; б - вид сварного соединения и швов; 1 - наклонный козелок; 2 - свариваемая балка; 3 - электрод.
Сварка подкрановых балок и листовых колонн сплошного сечения. Эти конструкции изготавливаются с использованием заранее собранных и заваренных стержней двутаврового сечения. Поэтому сварке подлежат только установленные на стержень детали: ребра жесткости, торцевые планки и опорные плиты в подкрановых балках, детали подкрановых консолей и опорного башмака, обрамляющие ребра проемов в колоннах, В связи с тем, что швы всех этих деталей недоступны для применения автоматов, их приваривают полуавтоматической сваркой под флюсом, в среде углекислого газа и порошковой проволокой, разместив в кантователях или на стеллажах.
При сварке подкрановых балок важное значение имеют - направление и порядок наложения швов.
Последовательность выполнения швов при сварке подкрановых балок:
§ поперечные ребра привариваются к вертикальной стенке в направлении от верхнего пояса к нижнему;
§ продольные ребра приваривают, начиная с нижних, в направлении от середины к краям;
§ торцы ребер завариваются в направлении от стенки: вначале торцы поперечных и продольных ребер друг с другом, после них — торцы поперечных ребер к верхнему поясу. Торцы каждой пары ребер жесткости рекомендуется приваривать поочередно, начиная со стороны, на которой ребра жесткости приваривались к вертикальной стенке во вторую очередь.
При сварке колонн порядок операций также имеет большое значение.
Последовательность выполнения швов при сварке двухконсольных колонн:
§ привариваются все детали, кроме подкрановой консоли по ходу кантовки колонны, причем швы протяженностью более 500 мм варят от середины детали к краям;
§ поочередно привариваются консоли, швы накладываются симметрично — примерно равной протяженности поочередно то на одной то на другой консоли. Необходимо принять во внимание, что в колоннах с одной подкрановой консолью в первую очередь привариваются ребра к стенке в направлении к поясу, на котором нет консоли, и торцы ребер к этому поясу. Затем завариваются все остальные швы. В последнюю очередь приваривается консоль.
Порядок сварки стыковых и угловых швов по сечению приведен в табл.31.
Пример заполнения граф 9, 10, 11 технологической карты при сварке двутавровой балки приведен в приложении 3.
10. Операционный контроль
Организация контроля качества при изготовлении и возведении металлических конструкций предполагает выполнение следующих видов контроля:
§ входной – проверка качества и соответствия стандартам комплектующих материалов и заготовок, в том числе класса и марки сталей, сварочных материалов и др.
§ операционный, – в рамках которого осуществляется проверка геометрических размеров шаблонов, кондукторов и других элементов оснастки; геометрических параметров заготовки после механической обработки и сборки элементов под сварку, расположение, размеры и качество сварных швов и соединений; геометрические параметры собранного и сваренного элемента конструкции; качество антикоррозионных покрытий.
§ приемочный – периодический контроль и испытания конструкции и приемо-сдаточный контроль.
В технологической карте приводятся только результаты операционного контроля. Но, при ее составлении необходимо также формулирование в примечаниях общих требований к контролю с указанием перечня недопустимых дефектов. В графе 12 технологической карты необходимо привести по каждой операции:
§ вид контроля;
§ объем контроля;
§ допускаемые дефекты, их количество и размеры (по заданию преподавателя для одного или нескольких соединений).
Виды и объем контроля сварных металлических конструкций в соответствии с ГОСТ приведены в табл.32. Из нее следует, что вид и объем контроля зависят от типа контролируемых швов соединений.
В зависимости от конструктивного оформления, условий эксплуатации и степени ответственности швы сварных соединений подразделяются на 12 типов и на I, II, III категории, которые определяют высокий, средний и низкий уровень качества. Характеристики категорий и уровней качества приведены в табл.33, 34.
Используя данные этих таблиц, заполняют графу «пооперационный контроль» и примечания к технологической карте с перечнем недопустимых дефектов.
Пример заполнения графы «пооперационный контроль» приведен в приложении 3.
Таблица 32
Методы и объемы операционного контроля по ГОСТ
Метод контроля, ГОСТ | Тип контро-лируемых швов по таблице 1 | Объем контроля | Примечания |
Визуальный и измерительный | Все | 100% | Результаты контроля швов типов 1—5 по таблице 33 должны быть оформлены протоколом |
Ультразвуковой, ГОСТ 14782 или радиографический, ГОСТ 7512 | 1 и 2 | 100% | — |
3 | 10% | Без учета объема, предусмотренного для швов типов 1 и 2 | |
4 | 5% | То же | |
5 и 8 | 1 % | » | |
Механические испытания, ГОСТ 6996 | Тип контролируемых соединений, объем контроля и требования к качеству должны быть указаны в проектной документации с учетом требований п.4.10.2 ГОСТ | ||
Примечания 1 Методы и объем контроля сварных соединений в узлах повышенной жесткости, где увеличивается опасность образования трещин, должны быть дополнительно указаны в проектной документации. 2 В конструкциях и узлах, характеризующихся опасностью образования холодных и слоистых трещин в сварных соединениях, контроль качества следует производить не ранее чем через двое суток после окончания сварочных работ. |
Таблица 33
Характеристики категорий и уровней качества по ГОСТ
Категория и уровни качества швов сварных соединений | Тип швов соединений и характеристика условий их эксплуатации |
I — высокий | 1. Поперечные стыковые швы, воспринимающие растягивающие напряжения sр ≥ 0,85Ry. (в растянутых поясах и стенках балок, элементов ферм и т. п.). 2. Швы тавровых, угловых, нахлесточных соединений, работающие на отрыв, при растягивающих напряжениях, действующих на прикрепляемый элемент sр ≥ 0,85Ry, и при напряжениях среза в швах tуш ≥ 0,85 Rwf, 3. Швы в конструкциях или в их элементах, относящихся к 1-й группе по классификации СНиП II-23-81*, а также в конструкциях 2-й группы в климатических районах строительства с расчетной температурой ниже минус 40 °С (кроме случаев, отнесенных к типам 7—12) |
II — средний | 4. Поперечные стыковые швы, воспринимающие растягивающие напряжения 0,4Ry ≤ sр < 0,85Ry, а также работающие на отрыв швы тавровых, угловых, нахлесточных соединений при растягивающих напряженииях, действующих на прикрепляемый элемент sр < 0,85Ry, и при напряжениях среза в швах tуш < 0,85 Rwf (кроме случаев, отнесенных к типу 3). 5. Расчетные угловые швы, воспринимающие напряжения среза tуш ≥ 0,85 Rwf которые соединяют основные элементы конструкций 2-й и 3-й групп (кроме случаев, отнесенных к типам 2 и 3). 6. Продольные стыковые швы, воспринимающие напряжения растяжения или сдвига 0,4R ≤ s < 0,85R. 7. Продольные (связующие) угловые швы в основных элементах конструкций 2-й и 3-й групп, воспринимающие растягивающие напряжения (поясные швы элементов составного сечения, швы в растянутых элементах ферм и т. д.). 8. Стыковые и угловые швы, прикрепляющие к растянутым зонам основных элементов конструкций узловые фасонки, фасонки связей, упоры и т. п. |
III — низкий | 9. Поперечные стыковые швы, воспринимающие сжимающие напряжения. 10. Продольные стыковые швы и связующие угловые швы в сжатых элементах конструкций. 11. Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам конструкций. 12. Стыковые и угловые швы во вспомогательных элементах конструкций (конструкции 4-й группы) |
Условные обозначения: sр — растягивающее напряжение металла шва; Ry — расчетное сопротивление стали растяжению, сжатию и изгибу по пределу текучести; tуш — касательное напряжение металла углового шва; Rwf — расчетное сопротивление углопых швов срезу (условному) по металлу шва; s — напряжение металла шва; R — расчетное сопротивление металла шва. |
Таблица 34
Допустимые дефекты по ГОСТ
Наименование дефектов | Характеристика дефектов по расположению, форме и размерам | Допустимые дефекты по уровням качества | ||
высокий | средний | низкий | ||
1 | 2 | 3 | 4 | 5 |
1 Трещины | Трещины всех видов, размеров и ориентации | Не допускаются | ||
2 Поры и пористость | Максимальная суммарная площадь пор от площади проекции шва на оценочном участке* Максимальный размер одиночной поры: | 1 % | 2% | 4% |
стыковой шов | d ≤ 0,2S | d ≤ 0,25S | d ≤ 0,3S | |
угловой шов, | d ≤ 0,2К | d ≤ 0,25К | d ≤ 0,3К | |
но не более | 3 мм | 4 мм | 5 мм | |
3 Скопление пор | Максимальная суммарная площадь пор от площади дефектного участка шва** Максимальный размер одиночной поры: стыковой шов угловой шов, но не более Расстояние между скоплениями | 4% d ≤ 0,2S d ≤ 0,2К 2 мм L ≥ 12t | 8 % d ≤ 0,25S d ≤ 0,25К 3 мм L ≥ 12t | 16 % d ≤ 0,3S d ≤ 0,3К 4 мм L ≥ 12t |
4 Газовые полости и свищи | Длинные дефекты | Не допускаются | ||
Короткие дефекты: стыковой шов угловой шов Максимальный размер газовой полости или свища | h ≤ 0,2S h ≤ 0,2K 2 мм | h ≤ 0,25S h ≤ 0,25К 3 мм | h ≤ 0.3S h ≤ 0.3K 4 мм | |
5 Шлаковые включения | Длинные дефекты | Не допускаются | ||
Короткие дефекты: стыковой шов угловой шов Максимальный размер включения | h ≤ 0,2S h ≤ 0,2K 2 мм | h ≤ 0,25S h ≤ 0,25К 3 мм | h ≤ 0.3S h ≤ 0.3K 4 мм | |
6 Включения других металлов | Инородные металлические включения | Не допускаются | ||
7 Непровары и несплавления | Длинные дефекты | Не допускаются | ||
Короткие непровары: стыковой шов угловой шов Расстояние между дефектами | Не допускаются | h ≤ 0.1S h ≤ 0.1K Макс. 2 мм L ≥ 12t | ||
Несплавления | Не допускаются | |||
Продолжение таблицы 34

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
