

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
§ на торцевых планках размечаются линии примыкания их к стенке балки, планки устанавливаются на балку. Обеспечивается симметричность отверстий в планках относительно торца стенки и соблюдаются расстояния от опорного торца до верхнего поясного листа для совпадения верхних плоскостей, соединяемых между собой при монтаже подкрановых балок;
§ после закрепления электроприхватками торцевых планок по одну сторону стенки размещаются вертикальные и горизонтальные ребра жесткости;
§ выполняется кантовка подкрановой балки, устанавливаются ребра по другую сторону стенки и опорные плиты по нижнему поясу.
Для совпадения монтажных отверстий в торцевых планках соединяемых балок опорные торцы фрезеруют, отверстия сверлят по кондукторам. При этом соблюдается расстояние между обработанными торцами и осями ближайших отверстий с точностью до 1 мм. Для того, чтобы угол между осью балки и торцевой планкой был прямым, фрезеруют торец балки.
Формирование листовых колонн сплошного сечения ведется на стеллажах.
Последовательность сборки листовых колонн сплошного сечения:
§ стержень колонны укладывается на сборочный стеллаж, размечаются места расположения ребер жесткости, деталей подкрановых консолей и опорного башмака. При нанесении их размеров отсчет ведется от опорного торца (линии фрезеровки) с учетом припусков на последующее укорочение, связанное с фрезеровкой и усадкой от сварки;
§ устанавливается и закрепляется верхняя опорная планка колонны, при этом обеспечивается симметричное размещение отверстий для закрепления опорной стойки стропильных ферм относительно осей двутаврового сечения стержня колонны;
§ к стержню присобираются вертикальное ребро (фрезерованным торцом) и подкрановые консоли, ребра жесткости и щековина башмака. При установке подкрановых консолей необходимо точно соблюдать перпендикулярность опорной поверхности консоли по отношению к продольной оси стержня колонны и расстояние от нижнего торца (линии фрезеровки) до верхней опорной поверхности консоли;
§ в колоннах с проемами для прохода одновременно устанавливаются продольные и поперечные обрамляющие ребра;
§ выполняется кантовка колонны на 180° и размещаются все недостающие детали по другую сторону колонны.
Пример заполнения граф 1 и 2 технологической карты «Этапы сборки-сварки, операции» с использованием рекомендаций данного раздела представлены в приложении 3.
3. Выбор вида (способа) сварки
При изготовлении металлических конструкций стержневого типа рекомендуется использовать следующие виды сварки:
Для прихватки при сборке элементов:
§ ручная дуговая сварка покрытыми электродами (РДС);
§ механизированная (полуавтоматическая) в углекислом газе - УП;
§ механизированная (полуавтоматическая) порошковой проволокой в углекислом газе – МПА или самозащитной порошковой проволокой – МПС.
Для сварки элементов, собранных в приспособлениях без прихватки или собранных на прихватках:
§ автоматическая сварка под флюсом – АФ, автоматическая сварка в углекислом газе (или смеси газов) проволокой сплошного сечения – АПУ, автоматическая сварка в углекислом газе порошковой проволокой – АППУ, автоматическая сварка самозащитной порошковой проволокой – АПП;
§ механизированная (полуавтоматическая) сварка в углекислом газе или смеси газов – УП;
§ механизированная (полуавтоматическая) порошковой проволокой в углекислом газе – МПА или самозащитной порошковой проволокой – МПС;
§ ручная дуговая сварка покрытыми электродами (РДС).
Выбор вида сварки зависит от:
§ назначения технологической операции (сборка или сварка);
§ характера (серийности) производства;
§ пространственного положения шва.
В условиях единичного и мелкосерийного производства и на монтаже для прихватки целесообразно использование ручной дуговой сварки покрытыми электродами. В условиях средне - и крупносерийного производства в заводских условиях для прихватки собираемых элементов желательно использование механизированных способов сварки: в углекислом газе порошковыми проволоками и проволоками сплошного сечения или самозащитными порошковыми проволоками.
Для сварки элементов в условиях единичного и мелкосерийного производства обычно применяют ручную дуговую сварку или механизированные методы сварки. При среднесерийном и крупносерийном производстве элементов металлических конструкций сварку желательно осуществлять механизированными или автоматизированными методами.
При выборе вида сварки необходимо учитывать, что экономически и технически применение автоматической сварки для выполнения стыковых соединений целесообразно при длине швов более 300 мм, для сварки угловых швов при их длине более 1-1,5 м. Длина швов, выполненных ручной и механизированными методами сварки, неограниченна.
В тех случаях, когда при изготовлении возможно позиционирование («кантовка») изделия лучшее формирование шва обеспечивается при сварке в нижнем положении и в «лодочку». Следует учитывать также, что ручная дуговая и механизированная сварка в углекислом газе возможна во всех пространственных положениях. Механизированная сварка порошковой проволокой может быть применена для сварки в нижнем, наклонном и вертикальном положениях. Автоматическая сварка в углекислом газе и смеси газов и под флюсом применима обычно только для сварки в нижнем положении и вертикальных швов на специализированном оборудовании, обеспечивающем предотвращение вытекания сварочной ванны с помощью специальных формирующих устройств.
Основные технологические и технико-экономические характеристики ручной дуговой сварки покрытыми электродами, механизированной в углекислом газе или смеси газов и автоматической сварки под флюсом приведены в табл.5.
Пример заполнения графы 3 технологической карты «Вид сварки (прихватки)» приведен в приложении 3.
Таблица 5
Основные технологические и технико-экономические характеристики видов сварки
Технологические, технико-экономические характеристики | Виды сварки | ||
ручная дуговая | механизированная в углекислом газе и смеси газов | автоматическая под флюсом | |
1 | 2 | 3 | 4 |
Доступность сварочного инструмента к месту сварки | Ограничивается длиной и углом наклона электрода | Ограничивается размерами и углом наклона головки шлангового полуавтомата | Ограничивается размерами сварочного трактора или св-й головки |
Пространственное по-ложение шва при сварке | Любое | Любое | «Нижнее» и «в лодочку» |
Возможность выпол-нения криволинейных швов | Возможно | Возможно | Затруднительно |
Выполняемые типы сварных соединений | Все типы | Все типы | Все типы |
Толщина свариваемых в нижнем положении деталей для типов сварных соединений, мм:
| 1...4 2…5 3…60 8…120 | 0,8…6 3…12 9…60 6…120 | 2…12 2…20 12…30 (на медной подкладке, на флюсовой подушке) 18…60 |
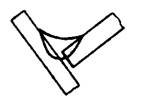
Катет углового шва, выполняемого в один проход при положении сварного соединения,: в угол
| 9,5 | 8 | 8 |

Продолжение таблицы 5
1 | 2 | 3 | 4 |
в лодочку
| 12 | 12 | 16 |
Трудоемкость сварки при выполнении 1 м шва для соединений, чел.-ч/м: стыковых при толщине деталей, мм: | |||
20 | 0.8 | 0,7 | 0.2 |
40 | 2.4 | 0,8 | 0,5 |
тавровых при толщине деталей, мм: | |||
20 | 0,8 | 0,3 | 0,2 |
40 | 3 | 1,2 | 0,6 |
Потери сварочного материала | Наибольшие из-за наличия огарков | Высокие из-за разбрызгивания* | Наименьшие |
Качество сварки | Нестабильное, зависит от квалификации сварщика | Зависит от квалификации сварщика | Стабильное, высокое |
Возможность увеличения производительности сварки | Путем применения высокопроизводительных электродов | — | Путем применения сварки с присадочным порошковым материалом или Двухдуговой сварки |
Капитальные затраты | Наименьшие | Средние | Высокие |
* Разбрызгивание может быть существенно снижено за счет применения смеси газов Ar-75%+CO2-25%.
4. Выбор типов сварных соединений
Выбор типа соединения зависит от:
§ толщины свариваемых деталей;
§ вида сварки;
§ условий эксплуатации (т. е. группы конструкций).
В строительных конструкциях соединения, выполняемые дуговой сваркой, могут быть стыковыми, угловыми, тавровыми и нахлесточными. В зависимости от толщины деталей и способа сварки каждый тип имеет условное буквенное и цифровое обозначение (например С5, У5, Т3, Н1 и т. д.). Кроме условного обозначения соединения необходимо также определить:
§ характер шва (односторонний, двухсторонний; на подкладке и т. д.);
§ форму подготовки кромок свариваемых деталей (по отбортовке, без скоса кромок, с односторонним или двухсторонним скосом кромок и т. д.);
§ размеры подготовленных под сварку кромок деталей, размеры выполненного шва и их предельные отклонения от номинала.
Указанная информация содержится в государственных стандартах [7-9] и частично в табл.6, где приведены сварные соединения, наиболее часто встречаемые в строительных конструкциях.
В технологической карте для операции «сборка и прихватка» необходимо привести условное обозначение выбранного типа сварного соединения, эскиз подготовленных под сварку кромок свариваемых деталей с указанием конструктивных размеров и предельных отклонений по толщине деталей, зазоры и угол скоса кромок.
На чертеже элемента металлической конструкции должны быть представлены сечения всех сварных соединений с указанием размеров и допустимых отклонений швов в соответствии с ГОСТ.
В приложении 3 представлен образец заполнения графы 4 технологической карты «типы сварных соединений, разделка кромок» с использованием рекомендаций настоящих методических указаний.
5. Выбор сварочных материалов
Сварочные материалы – электроды покрытые, сварочные проволоки (сплошного сечения и порошковые), флюсы и защитные газы относятся к расходуемым в процессе сварки и прихватки материалам.
Выбор вида и марки сварочного материала зависит от:
§ марки свариваемой стали;
§ вида сварки;
§ условий эксплуатации конструкций, т. е. группы конструкций и климатического района, в котором эксплуатируется конструкция.
Сварочные материалы должны обеспечивать свойства металла шва на уровне свойств свариваемой стали.
Для прихватки применяют те же сварочные материалы, что и для сварки.
Таблица 6
Сварные соединения, наиболее часто применяемые при изготовлении и монтаже металлоконструкций
Вид соедине-ния | Форма подготовки кромок | Характер выполнен-ного шва | Эскиз | Условные обозначения сварных соединений, способов сварки, пределы толщин элементов свариваемых | ||
Автоматической и механизирован-ной под флюсом, ГОСТ 8713-79* | Автом. и мех. в защитных газах ГОСТ* | ручной сваркой ГОСТ 5264-80* | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Сты-ковое | Без скоса кромок | Односто-ронний |
| С4-АФф 3-16 | С2-УП 0,8-6,0 | С2 0,8-6,0- |
Без скоса кромок | Двусторон-ний |
| С7-АФ ПФ 2-20 | С7-УП 3-12 | С7 2-5 | |
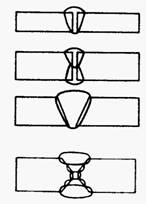
Со скосами двух кромок | Односто-ронний |
| С18-АФф 12-30 | С17-УП 3-60 | С17 3-60 | |
С двумя симметричными скосами двух кромок | Двусторон-ний |
| С38- АФф 24-60 | С25-УП 6-120 | С25 8-120 |


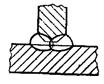
Тавро-вое | Без скоса кромок | Односто-ронний |
| Т1-АФ ПФ 3-40 | Т1-УП 0,8 - 40 | Т1 2-40 |
То же | Двусторон-ний |
| Т3-АФ ПФ 3-20 | Т3-УП 0,8 - 40 | T3 2-40 | |
С двумя скосами кромки с полным проваром | То же |
| Т8-АФ ПФ 16-40 | Т8-УП 6-80 | Т8 8-100 | |
Нахлесточное | Без скоса кромок | Односто-ронний |
| H1-АФ ПФ 1-20 | Н1-УП 0,8 - 60 | H1 2-60 |
То же | Двусторонний |
| Н7-АФ ПФ 1-20 | Н2-УП 0,8 - 60 | Н2 2-60 |


Примечание. В табл.4 приняты следующие обозначения способов сварки:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
