

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
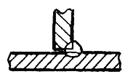
Режимы полуавтоматической сварки в углекислом газе стыковых и угловых швов в нижнем положении
Эскиз сварного соединения и выполненного шва | Толщина проката или катет шва | Режимы сварки | ||||
Число слоев шва | Диаметр проволоки | Сварочный ток, А | Напряжение дуги, В | Расход углекислого газа, л/мин | ||
| 1-2 | 1 | 1,0 | 80-90 | 15-23 | 8-12 |
3-4 | 1 | 1,2 | 120-200 | 18-24 | 8-12 | |
| 3-4 | 2 | 1,0 | 180-200 | 24-26 | 15 |
5 | 2 | 1,0 | 200-220 | 24-26 | ||
6-8 | 2 | 1,6-2,0 | 340-360 | 27-31 | 15-20 | |
10-12 | 2 | 1,6-2,0 | 380-400 | 30-32 | ||
| 14-16 | 2-3 | 1,6-2,0 | 380-400 | 30-32 | |
| 18-20 | 3-4 | 1,6-2,0 | 380-400 | 30-32 | |
22-25 | 4-5 | 1,6-2,0 | 380-400 | 30-32 | ||
26-30 | 5-6 | 1,6-2,0 | 380-420 | 34-36 | ||
| 3-5 | 1 | 1,4 1,6; 2,0 | 280-300 340-360 | 32-34 34-36 | |
6-8 | 1 | 1,4 1,6; 2,0 | 300-320 380-420 | 32-34 34-36 | ||
9-12 | 2 | 1,4 1,6; 2,0 | 300-320 380-420 | 32-34 34-36 | ||
14-16 | 3-4 | 1,4 1,6; 2,0 | 300-320 380-420 | 32-34 34-36 | ||
| 18-20 | 6-8 | 1,4 1,6; 2,0 | 300-320 380-420 | 32-34 34-36 | |
22-24 | 8-10 | 1,4 1,6; 2,0 | 300-320 380-420 | 32-34 34-36 |



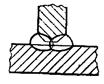
Таблица 14
Режимы полуавтоматической сварки порошковой проволокой.
Марка проволоки | Диаметр, мм | Сила тока, А | Напряжение дуги, В | Расход углекислого газа, л/мин |
ПП-АН1 | 2,8 | 200-250 | 22-23 | - |
ПП-АН3 | 2,8 3 | 290-310 250-300 | 23-26 24-28 | - - |
ПП-АН4 | 2,5 2,5 | 300-350 400-450 | 25-28 28-32 | 8-10 12-14 |
ПП-АН8 | 3 3 | 150-200 250-300 | 20-24 22-25 | 8-10 10-12 |
ПП-АН9 | 2,5 2,5 | 200-240 250-300 | 22-25 23-26 | 8-10 10-12 |
ПП-АН10 | 2,3 2,3 | 150-200 250-300 | 23-26 25-30 | 10-12 12-14 |
ПП-1ДСК | 2,2 2,2 2,8 2,8 | 150-200 280-320 280-320 300-350 | 21-24 26-30 24-25 25-27 | - - - - |
ПП-2ДСК | 2,3 2,3 | 180-200 250-300 | 22-24 22-26 | - - |
ПВС-1Л | 2 | 180-200 | 20-22 | - |
ЭПС-15/2 | 2,5 2,5 | 220-260 380-400 | 24-27 30-32 | - - |
ЭПС-15/м | 2,1 | 140-150 | 22-24 | - |
Таблица 15
Режимы автоматической сварки под флюсом
Эскиз сварного соединения и выполненного шва | Толщина проката или катет шва, мм | Диаметр сварочной проволоки, мм | Режимы сварки | |||
Напряжение дуги, В | Сварочный ток, А | Скорость сварки, м/ч | Количество слоев | |||
| 4-6 6-8 10-12 14-16 | 2 3 4 4 | 28-30 28-30 30-32 32-34 | 380-420 400-450 600-650 700-750 | 55-60 50-55 29-32 28-30 | 1 1 1 1 |
| 14-16 18 20 24-28 | 4 4 4 5 | 32-34 34-36 34-36 36-38 | 700-750 750-800 850-900 900-950 | 30 27 25 20 | 2 2 2 2 |
| 16-18 20-22 | 5 5 | 34-36 36-38 | 750-800 850-900 | 20-22 18-20 | 1 2 |
| 24-26 28-30 | 4 4 | 37-39 38-40 | 880-930 900-950 | 18-20 18-23 | 2 4 |
| 4 6 8 10 12 14 16 18 | 2 2 2 2 2 2 2 2 | 29-32 30-33 35-38 30-32 30-32 30-32 32-34 32-34 | 280-300 360-380 440-460 300-350 300-350 300-350 350-400 350-400 | 40-42 38-40 38-40 16-18 12-14 10-12 16-18 16-18 | 1 1 1 2 2 2-3 3 3-4 |
| 6 8 10 12 14 | 2-3 3-4 4-5 4-5 5 | 34-36 34-36 34-36 36-38 38-40 | 450-500 550-600 620-670 650-700 750-800 | 25-30 25-30 20-25 16-20 14-18 | 2 2 4 4 4-6 |

7. Выбор оборудования для сварки (сварочного оборудования).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
