

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ВВЕДЕНИЕ
Сварка широко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа.
Общие требования по выполнению сварочных работ регламентируются руководящими документами или технологическими указаниями по сварке, разрабатываемыми проектировщиками или отраслевыми институтами по организации строительства. Эти документы конкретизируются применительно к малым размерам конструкций и их элементов в картах технологических процессов сборки и сварки, разрабатываемых, как правило, в организациях, осуществляющих заводское изготовление и монтаж металлических конструкций.
Цель данных методических указаний – оказать помощь студентам при выполнении курсовой работы «Разработка технологии сборки и сварки металлической конструкции, предусмотренной программой курса «Сварка в строительстве».
Основным ядром курсовой работы является разработка технологической карты сборки и сварки элемента металлической конструкции, – балки, колонны, стойки и т. д., конструктивно представляющего собой, как правило, стержень таврового, двутаврового или коробчатого сечения. Составляющие стержень детали – стенки, полки, ребра жесткости – соединяются между собой сваркой протяженными швами.
Исходные данные для выполнения курсовой работы задаются из индивидуального задания.
Представленный в данных методических указаниях материал позволяет разработать технологическую карту на сборку и сварку элемента металлической конструкции в соответствии с требованиями ГОСТ «Конструкции стальные строительные», СНиПов II-23-81* «Стальные конструкции. Нормы проектирования.» - М.: Стройиздат, 1991, 3.03.01-87 «Несущие и ограждающие конструкции.» М.: Стройиздат, 1988; РД«Сварка и контроль качества сварных соединений металлических конструкций при сооружении промышленных объектов.» М., 1998, СП «Изготовление и контроль качества стальных строительных конструкций».
Порядок выполнения курсовой работы
1. Ознакомиться с содержанием задания (бланк задания и образец его заполнения приведен в приложении 1)
2. Выбрать для заданного элемента металлической конструкции сталь по ГОСТ 27772 и соответствующую ей марку в соответствии с условиями работы конструкции и климатическим районом ее эксплуатации.
3. Выполнить на листе формата А2 или А3 чертеж заданного элемента конструкции (отправочной марки). Привести на чертеже спецификацию деталей с указанием номера позиции, количества деталей в элементе и марки стали для каждой детали. Пример выполнения чертежа приведен в приложении 1.
4. Осуществить разбивку заданного элемента металлической конструкции на детали и узлы с учетом габаритов элемента и серийности производства. Выбрать общую схему и определить последовательность и общие требования к операции сборки и сварки.
5. Выбрать вид сварки для выполнения сварных соединений элемента металлической конструкции.
6. Выбрать типы сварных соединений деталей и узлов в соответствии с ГОСТ применительно к назначенному способу сварки. Определить условные обозначения сварного соединения, характер сварного шва, его форму, номинальные размеры и предельные отклонения подготовленных под сварку кромок сварных деталей и сварных швов.
7. Нанести на чертеже элемента конструкции условные обозначения и порядковые номера выполнения швов, сечения подготовленных под сварку кромок сварных соединений и сварных швов, их номинальные размеры и предельные отклонения.
8. Назначить для каждой операции сборки и сварки в соответствии с выбранным способом сварки:
§ сварочные материалы;
§ параметры режимов и порядок выполнения швов при прихватке и сварке;
§ оборудование для реализации выбранных способов сварки (источники питания дуги, сварочные автоматы и/или полуавтоматы);
§ приспособления (оснастка) для сборки и для перемещения или позиционирования деталей при сварке;
§ методы и объемы пооперационного контроля сварных швов и соединений;
§ требования к качеству и допустимые размеры дефектов швов и соединений.
9. Рассчитать расход сварочных материалов (проволоки или электродов) для швов по заданию преподавателя
10. Заполнить соответствующие графы технологической карты схемами и фактическими данными, полученными при проработке пунктов 4-9 (форма технологической карты и пример ее заполнения приведены в приложениях 2, 3)
1. Выбор стали для заданного элемента металлической конструкции
Для металлических строительных конструкций рекомендуется применять листовой, универсальный фасонный прокат и гнутые профили из углеродистых и низколегированных сталей, химический состав и механические свойства которых определен ГОСТ . Обозначение сталей по ГОСТ (по пределу текучести) и соответствующие им марки стали по другим действующим стандартам приведены в табл.1, 2.
Выбор конкретной стали зависит от характера нагрузок, воздействующих на металлическую конструкцию, климатических условий ее эксплуатации и регламентируется СНиП II-23-81*. В соответствии с вышеуказанным СНиП, в зависимости от условий работы, стальные конструкции разделяются на 4 группы. Под условиями работы понимается характер нагрузок – статические, вибрационные, динамические, климатические районы и соответствующие им предельные отрицательные температуры эксплуатации, наличие сварных соединений в конструкциях. В табл.3 настоящих методических указаний и табл.50* СНиП II-23-81* приведен перечень групп сварных конструкций и соответствующие им стали по ГОСТ 27772. Используя данные указанных выше таблиц, необходимо:
§ назначить для заданного элемента отправочной марки сталь по ГОСТ 27772 и соответствующую ей марку по другим действующим стандартам;
§ определить размеры деталей отправочной марки и их массу;
§ занести указанные выше данные в таблицу спецификации на чертеже отправочной марки.
Таблица 1
Обозначение сталей по ГОСТ
(по пределу текучести) и соответствующих им марок сталей по другим действующим стандартам
Наименование стали по ГОСТ | Соответствующая марка стали по другим стандартам | ГОСТ или ТУ | |
С235 С245 С255 С275 С285 | углеродистые | Ст3кп2 Ст3сп5, Ст3пс5 Ст3Гпс, Ст3Гсп СтЗпс Ст3сп, Ст3Гпс, Ст3Гсп | ГОСТ 380-88, ГОСТ 535-88 ГОСТ 380-88, ГОСТ 535-88 ГОСТ 380-88 ГОСТ 380-88 ГОСТ 380-88 |
С345 | низколегированные | 12Г2С | ТУ 8 |
09Г2С | ГОСТ ,ТУ 0 | ||
С345Т С345Д С345К С375 С375Т С375Д С390 С390Д С390К С390ТС440 С440Д | 15ХСНД 12Г2СД 09Г2СД 10ХНДП 12Г2С 09Г2С 12Г2СД 14Г2АФ, 10ХСНД 14Г2АФД 15Г2АФДпс 10Г2С116Г2АФ, 18Г2АФпс16Г2АФД | ГОСТ — — ГОСТ , ТУ I ТУ 8 ГОСТ — ГОСТ — ГОСТ ГОСТ ГОСТ — |
Примечание:
Буква С означает - сталь строительная, цифры условно обозначают предел текучести проката, буква справа (например К) - вариант химического состава согласно ГОСТ .
Таблица 2
Стали для изготовления металлоконструкций
Вид проката | Наименование стали по ГОСТ 27772 |
Фасонный (уголки, двутавры, швеллеры) | С235, С245, С255, С275, С285, С345, С345К, С375 |
Листовой, универсальный и гнутые профили | С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440 |
Таблица 3
Группы стальных конструкций по СНиП II-23-81*
№ группы | Условия работы |
1 | Сварные конструкции либо их элементы, работающие в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок [подкрановые балки; балки рабочих площадок; элементы конструкций бункерных и разгрузочных эстакад, непосредственно воспринимающих нагрузку от подвижных составов; фасонки ферм; пролетные строения транспортных галерей; сварные специальные опоры больших переходов линий электропередачи (ВЛ) высотой более 60 м; элементы оттяжек мачт и оттяжечных узлов; балки под краны гидротехнических сооружений и т. п.] |
2 | Сварные конструкции, либо их элементы, работающие при статической нагрузке [фермы; ригели рам; балки перекрытий и покрытий; косоуры лестниц; опоры ВЛ, за исключением сварных опор больших переходов; опоры ошиновки открытых распределительных устройств подстанций (ОРУ); опоры под выключатели ОРУ; опоры транспортных галерей; элементы контактной сети транспорта (штанги, анкерные оттяжки, хомуты); прожекторные мачты; элементы комбинированных опор антенных сооружений; трубопроводы ГЭС и насосных станций; облицовки водоводов; закладные части затворов и другие растянутые, растянуто-изгибаемые и изгибаемые элементы], а также конструкции и их элементы группы 1 при отсутствии сварных соединений и балки подвесных путей из двутавров по ГОСТ * и ТУ при наличии сварных монтажных соединений |
3 | Сварные конструкции, либо их элементы, работающие при статической нагрузке [колонны; стойки; опорные плиты; элементы настила перекрытий; конструкции, поддерживающие технологическое оборудование; вертикальные связи по колоннам с напряжением, в связях свыше 0,4RУ; анкерные, несущие и фиксирующие конструкции (опоры, ригели жестких поперечин, фиксаторы) контактной сети транспорта; опоры под оборудование ОРУ, кроме опор под выключатели; элементы стволов и башен антенных сооружений; колонны бетоновозных эстакад, прогоны покрытий и другие сжатые и сжато-изгибаемые элементы], а также конструкции и их элементы группы 2 при отсутствии сварных соединений |
4 | Вспомогательные конструкции зданий и сооружений (связи, кроме указанных в группе 3; элементы фахверка; лестницы; трапы; площадки; ограждения; металлоконструкции кабельных каналов; второстепенные элементы сооружений и т. п.), а также конструкции и их элементы группы 3 при отсутствии сварных соединений |
2. Выбор общей схемы сборки-сварки и требования к сборочным операциям
Общая схема сборки-сварки отправочной марки может состоять из следующих этапов и операций сборки-сварки:
I Этап сборки-сварки детали (ей).
1. Операция сборки детали (ей).
2. Операция сварки детали (ей).
II Этап сборки-сварки узла (ов).
1. Операция сборки узла (ов).
2. Операция сварки узла (ов).
III Этап окончательной сборки-сварки отправочной марки.
1. Операция общей сборки отправочной марки.
2. Операция сварки отправочной марки.
Сборочные операции осуществляются с целью обеспечения правильного взаимного расположения деталей собираемого под сварку элемента. Фиксируют собранные детали с помощью прихваток – коротких прерывистых швов, служащих для предварительного соединения подлежащих сварке деталей. Собранный на прихватках узел должен обладать необходимой жесткостью и прочностью, что позволяет его транспортировать к месту сварки и кантовать для позиционирования в удобное для сварки положение. Прихватки также уменьшают временные сварочные деформации, которые могут вызвать искажение геометрической формы изделия (изгиб, коробление и т. п.). Выполняются прихватки ручной дуговой сваркой или механизированной (полуавтоматической) дуговой сваркой в углекислом газе. При сборке применяется сборочная оснастка – приспособления и вспомогательные устройства для выполнения сборочных работ (стеллажи, сборочные плиты, универсальная сборно-разборная сварочная оснастка, специализированные приспособления).
Сварочные операции позволяют окончательно закрепить собранные детали, узлы и конструкции и получить изделия, отвечающие конструктивным и эксплуатационным требованиям. Сварка производится с применением серийного и специализированного сварочного оборудования (источники питания дуги, полуавтоматов, автоматов тракторного типа, самоходных сварочных головок) и сварочной оснастки – приспособления и вспомогательные устройства для выполнения сварочных работ (стеллажи, стенды, кантователи, вращатели, позиционеры и др.).
Выбор количества и последовательности этапов сборки-сварки зависит от:
1. Характера производства.
2. Геометрической формы конструкции и ее габаритов.
В табл.4 представлены наиболее распространенные общие схемы сборки-сварки отправочной марки со стержнем в зависимости от характера производства.
Таблица 4
Этапы операции сборки-сварки и их последовательность в зависимости от характера производства.
Характер произ-водства, количество изделий, шт. | Этапы, операции | ||
Сборка-сварка детали (ей) | Сборка-сварка узла (ов) | Общая сборка-сварка отправочной марки | |
Единичное 1…3 | 1. Сборка детали(ей) 2. Сварка детали(ей) | - | 1. Общая сборка 2. Общая сварка |
Серийное, мелкосерийное 4…10 Среднесерийное 11…20 крупносерийное более 20 | 1. Сборка детали(ей) 2. Сварка детали(ей) -«- -«- | 1. Сборка узла(ов) 2. Сварка узла(ов) -«- -«- | 1. Общая сборка 2. Общая сварка -«- -«- |
Ниже приводятся рекомендации по последовательности операций сборки типовых соединений и элементов конструкций.
Сборка и сварка стыковых соединений листов.
В строительных конструкциях сборка и сварка (стыковка) соединений листов, как правило, проводятся до установки их в собираемый узел или элемент.
На заводах основной объем этих работ выполняется на специализированных механизированных участках и поточных линиях, которые необходимо располагать последовательно в технологическом потоке заготовительных цехов, что позволяет максимально механизировать не только сборочно-сварочные, но и транспортные и вспомогательные операции.
Сборка и сварка индивидуальных листов, не размещающихся на поточной линии, ведутся на стеллажах. При этом все подъемно-транспортные операции выполняются мостовыми кранами. Для сборки листы укладываются на стеллажи. После этого кромки листов выравнивают так, чтобы они находились в одной горизонтальной плоскости, и закрепляют электроприхватками. Сборка листов заканчивается установкой выводных планок. При длине стыка до 500 мм прихватки по кромкам стыкуемых листов обычно не ставятся. В этом случае для закрепления стыка электроприхватки накладываются только на выводные планки.
При сборке полотнищ из полосового и универсального металлопроката (для полок, двутавровых сечений и других деталей со свободными кромками) с саблевидностью в пределах допусков выполняют разметку сборочных осевых линий с разбивкой прогиба пополам. Заготовки стыкуют, совмещая и выравнивая осевые (см. рис. 1, б). Образующиеся при этом уступы в месте стыка зачищают после сварки наждачным кругом до плавного перехода. Если на одном полотнище имеются поперечные и продольные стыки, его собирают под сварку полностью, применяя последовательную присборку одного листа к другому (см. рис. 1, в). Вначале ведется сборка по поперечным стыкам, затем - по продольным.
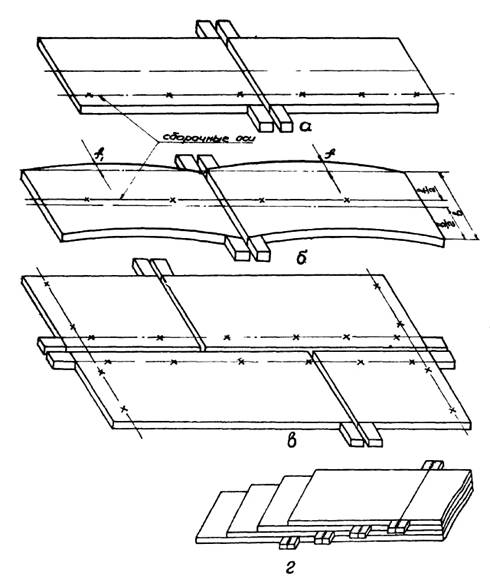
Рис. 1. Сборка стыковых соединений листов: а – сборка листов с поперечным стыком; б – сборка универсального проката при наличии саблевидности; в – сборка полотнищ с поперечными и продольными стыками; г – сборка листов пакетом.
Для рационального использования производственных площадей и повышения производительности труда следующие одинаковые листы стыкуют на первом застыкованном полотнище, который служит копиром. Стык каждого последующего листа смещают относительно стыка предыдущего на 400—500 мм, величину пакета доводят до 200—300 мм (см. рис. 1, г). При такой организации работ автоматическая сварка стыковых соединений листов выполняется без их перемещения — на тех же стеллажах, что и сборка.
Сборка стыковых соединений уголков, швеллеров, балок и гнутых профилей. В строительных конструкциях используются два вида соединения сортового проката и холодногнутых профилей: накладками и встык.
Встык - основной вид соединения. Сборка и сварка соединений сортового проката этим способом проводятся до установки деталей в конструкцию. Соединения накладками можно выполнять в процессе общей сборки.
Концы соединяемых профилей режут на зубчатых пилах, ножницах, кислородной резкой. Скос кромок под сварку выполняется ручной кислородной резкой. При толщине металла более 6 мм обычно пользуются V-образной разделкой (угол раскрытия кромок в этом случае составляет 60°, притупление - не более 2-3 мм).
Для того, чтобы обеспечить высокое качество сборки на стеллажах (рис. 2), необходимо строго соблюдать определенную последовательность выполнения работ.
Последовательность сборки на стеллажах стыковых соединений балок, швеллеров, уголков и гнутых профилей:
§ на стеллажах или уложенной на них «постели» из швеллера намечается линия, размещаются упоры по длине стыкуемого элемента;
§ первая деталь укладывается так, чтобы стыкуемый торец находился на одном из козелков стеллажей;
§ на одной линии с первой размещается вторая деталь, устраняются переломы в стыке как в горизонтальной, так и в вертикальной плоскости;
§ соблюдаются заданные зазоры, ликвидируются смещения кромок, накладываются электроприхватки для закрепления деталей;
§ проверяется прямолинейность собранных элементов при помощи длинной линии или шнура и устанавливаются выводные планки.
При стыковке профильного проката накладками их следует располагать параллельно кромкам стыкуемых профилей или симметрично стенкам и плотно подтягивать к соединяемым деталям.
Сборка стыковых соединений труб. Для сварки строительных конструкций и инженерных сооружений применяются в основном бесшовные горячекатаные и электросварные трубы диаметром от 57 до 530 мм.
Основной вид соединения труб между собой — стыковка на остающейся стальной подкладке (кольце). Толщина металла подкладного кольца зависит от способа сварки: 3—4 мм при ручной сварке, 5—6 мм — при автоматической и полуавтоматической.
Сборка под сварку выполняется на стеллажах с седловинами, на которые укладывается одна из труб. Со стороны стыкуемого торца устанавливается подкладное кольцо и закрепляется электроприхватками. Встык с первой размещается вторая труба с соблюдением прямолинейности и определенного зазора в стыке. Трубы закрепляют электроприхватками. При незначительной непрямолинейности и неперпендикулярности торцов увеличивают зазор по периметру стыка. Разность между максимальным и минимальным зазорами - не более 4 мм, зазор между трубами и подкладным кольцом - не более 2 мм для ручной сварки, а также для полуавтоматической сварки в углекислом газе и порошковой проволокой, 1 мм — для автоматической и полуавтоматической сварки под флюсом.
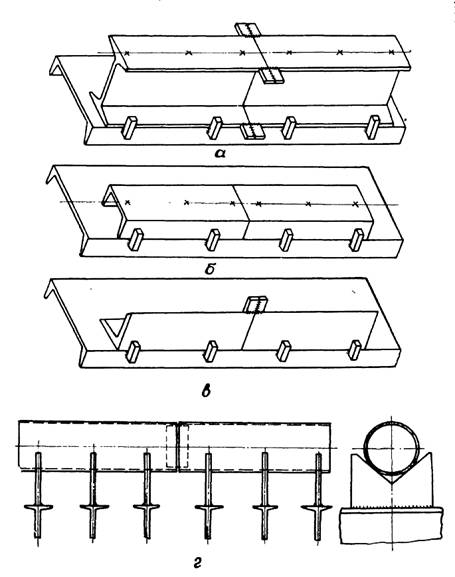
Рис. 2. Сборка стыковых соединений сортового металлопроката и труб:
а - сборка двутавровых балок; 6 - сборка швеллеров; в - сборка уголков; г - сборка труб.
Сборка сварных балок составного двутаврового сечения. В строительных стальных конструкциях сварные двутавровые балки - основной элемент подкрановых балок, колонн и других подобных конструкций промышленных зданий и различных инженерных сооружений. Сборку и сварку балок выполняют заранее - до общей сборки конструкции,
Последовательность сборки и сварки составных двутавровых балок:
§ стыковка вертикальных и горизонтальных листов;
§ автоматическая сварка стыков;
§ правка листов;
§ сборка двутаврового сечения; сварка поясных швов;
§ правка грибовидности горизонтальных листов;
§ фрезерование торцов балки.
Сборка балок ведется по разметке (рис. 3) на плитах и стеллажах, на универсальном сборочном оборудовании и на комплексно механизированных поточных линиях.
В условиях единичного производства выполняется сборка по разметке: вначале - подготовка листов (раскладываются два горизонтальных листа - полки, вертикальный - стенка; на полках размечается линия размещения стенки), затем - формирование сечения в горизонтальном или вертикальном положении.
Сборка в горизонтальном положении показана на рис. 3.
Последовательность формирования двутавровых балок в горизонтальном положении:
§ на «постель» краном устанавливается стенка;
§ на стенку стержня навешиваются поясные листы, при этом торцы листов совмещаются и выравниваются с одного конца;
§ после первичного размещения деталей и проверки их положения сечение временно закрепляют в нескольких местах;

Рис 3. Сборка балок составного двутаврового сечения по разметке:
а — сборка в горизонтальном положении; б — сборка в вертикальном положении; в — стягивание листов сечения объемлющей скобой; г — стягивание листов сечения односторонней сборочной скобой; д — стягивание листов сечения хомутом; 1 — выводные планки; 2 — наклонные соединительные планки; 3 — временные упоры; 4 — горизонтальные листы (полки); 5 — вертикальный лист (стенка); 6 — прокатные балки стеллажа; 7 — объемлющая сборочная скоба; 8 — сборочный клин; 9 — односторонняя сборочная скоба; 10 — сборочный хомут.
§ листы стягиваются переносной сборочной скобой, сечения небольшой высоты - объемлящими скобами, которыми подтягиваются к стенке одновременно обе полки. При сборке балок большой высоты применяются односторонние скобы, временно прихватываемые к стенке в местах подтягивания.
В процессе сборки необходимо не только плотно подтягивать полки к стенкам, но и обеспечивать угол 90° и совпадение их осей, совмещая наружную поверхность стенки с нанесенными на полки линиями. Соединение прихватками ведется вблизи скобы в районе плотной подтяжки. Предварительно проверяется и корректируется взаимное расположение листов. Прихватки длиной 50—60 мм должны накладываться через каждые 500—600 мм катетом 4—6 мм. Расположив прихватки на концах полученного двутавра, через каждые 3 м ставят временные наклонные планки. При установке временных планок по другую сторону сечения прихватки можно не ставить. В местах предполагаемой зацепки стержня захватами необходимо приварить полку к стенке швом катетом 4—6 мм и длиной 500— 600 мм. После стягивания и скрепления листов стержня удаляются временные упоры и устанавливаются выводные планки.
Сборка двутаврового сечения в вертикальном положении ведется непосредственно на стеллажах.
Последовательность формирования двутавровой балки в вертикальном положении:
§ к полке краном подводится стенка и устанавливается в вертикальное положение;
§ выравниваются торцы, стенка временно прикрепляется к полке несколькими прихватками и наклонными распорками из уголков;
§ двигаясь вдоль собираемого стержня, полку со стенкой плотно стягивают хомутом и соединяют прихватками, предварительно проверяя и корректируя их взаимное положение (наличие прямого угла и совпадение осей); листы скрепляют прихватками с двух сторон;
§ собранный тавр краном укладывается на стеллажи, затем приподнимается за присобранный пояс, подводится ко второму поясу и устанавливается в вертикальное положение. При этом совмещаются (выравниваются) торцы листов с того конца стержня, где были совмещены торцы первых двух листов. В дальнейшем при совмещении и стягивании второго пояса с тавром пользуются этими приемами.
При большом объеме балочных конструкций сборка двутавровых сечений ведется в сборочных установках с передвижным порталом (рис. 4). Они обеспечивают получение заданных геометрических размеров без разметки. В этом случае для поджатия деталей применяются пневматические прижимы. Такой способ производительнее сборки по разметке. При обработке партии из 3—4 штук затраты времени на переналадку компенсируются последующим сокращением времени на сборку балок в установке.

Рис.4. Стенд для сборки двутавровых балок с передвижным порталом:
1 – сварная рама, перемещающаяся на колесах - 6; 2 – распределительные краны сжатого воздуха; 3, 4 – горизонтальный и вертикальный пневмоприжимы захватов соответственно; 7 - механизм передвижения.
Установка состоит из рамы и портала. На раме смонтированы две прокатные балки - одна неподвижная, другая перемещается поперек рамы. На них укладывается стенка сварной двутавровой балки. На продольные края рамы уложены пути, по которым передвигается портал установки, состоящий из сварной П-образной рамы с механизмами перемещения, вертикальными и горизонтальными прижимами. Два из них неподвижные, два других, установленных на тележках, движутся вдоль поперечного ригеля портала.
Перед началом сборки очередной партии двутавровых сечений кондуктор настраивается на высоту сечения.
Последовательность сборки двутавровой балки в установке:
§ стенка укладывается на продольные балки рамы так, чтобы кромки листа были параллельны кромкам балки;
§ полки заводятся в зазоры между продольными кромками стенки и стойками, опускаются на головки вертикальных винтов, торцы листов выравниваются с одного конца;
§ после укладки листов портал подводится к сформированному сечению, включаются вертикальные прижимы, стенка прижимается к продольным балкам рамы;
§ включаются горизонтальные прижимы, которыми полки подтягиваются к стенке;
§ проверяется и корректируется взаимное расположение листов (наличие прямого угла, совпадение осей, минимальный зазор на прижатой части и вдоль обеих кромок стенки ставятся электроприхватки длиной 50—60 мм;
§ портал перемещается от одного конца собираемой балки к другому с остановками через 500—700 мм, листы скрепляются.
Сборка подкрановых балок и листовых колонн сплошного сечения. В технологии изготовления подкрановых балок и листовых колонн сплошного сечения много общего: сходные разметочные и сборочные операции, приемы их выполнения, виды сборочного и сварочного оборудования, способы сварки, режимы и техника исполнения швов и др.
Подкрановые балки и колонны собирают из стержней. Для разрезных подкрановых балок стержни предварительно проходят фрезеровку, что значительно ускоряет выполнение последующих сборочных операций и повышает их качество, для неразрезных балок и колонн — подвергаются фрезеровке после полной сборки и сварки. В связи с этим поступающие на сборку стержни должны иметь припуск на фрезеровку и усадку от сварки ребер жесткости, торцевых планок и других деталей.
Окончательная сборка подкрановых балок выполняется на стеллажах по разметке с применением переносных инвентарных сборных приспособлений.
Последовательность сборки подкрановых балок:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
