
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
а – определение зоны разрыва в обмотке ВН при расчете
up (меньшее значение lx) и осевых механических сил (большее
значение lx); б – распределение осевых механических сил.
Температура обмотки через tк=5 с после возникновения короткого замыкания по (7.54)

Трансформатор типа ТМ-1600/35. Вариант ІІА - алюминиевые обмотки
Потери короткого замыкания по § 7.1.
Основные потери по (7.3).
Обмотка НН
![]()
Обмотка ВН
![]()
Добавочные потери в обмотке НН
![]()
Принимаем kР = 0,95.
![]()
Добавочные потери в обмотке ВН

Основные потери в отводах 1отв=7,5·0,86=6,45 м.
Масса отводов НН
![]()
Потери в отводах НН
![]()
Масса отводов ВН
![]()
Потери в отводах
![]()
Потери в стенках бака и других элементах конструкции по (7.25) и табл. 7.1
![]()
Полные потери короткого замыкания
![]()
Для номинального напряжения обмотки ВН
![]()
или·100/18000=101 % заданного значения.
Расчет напряжения короткого замыкания по § 7.2.
Активная составляющая uа=/(10·1600) = 1,14 %.
Реактивная составляющая по (7.32)
Напряжение короткого замыкания
![]()
или 6,57·100/6,5=101 % заданного значения.
Установившийся ток короткого замыкания по (7.38) и табл. 7.2

Мгновенное максимальное значение тока короткого замыкания по табл. 7.3
![]()
при uр/uа=6,559/1,14 = 5,85 kmax=2,25.
Радиальная сила Fp=0,628·(814,9·1316)2·1,374·0,945·10-6=Н.
Среднее сжимающее напряжение в проводе обмотки НН по (7.48) и (7.49)
![]()
Средние растягивающие напряжения в обмотке ВН
![]()
т. е. 8,43·100/25=33,7 % допустимого значения 25 МПа.
Осевые силы в обмотках по (7.51)
![]()
где k=∆1k1+∆2k2=1,74·0,184=0,320;
Осевые силы действуют на обе обмотки по рис. 7.11, а. Наибольшая осевая сила возникает в середине высот обмоток. В середине высоты обмотки НН, имеющей меньший радиальный размер, сжимающие напряжение
![]()
где a' – суммарный радиальный размер алюминиевых лент обмотки НН,
![]()
Температура обмоток через tk=5c после возникновения короткого замыкания по (7.54)
![]()
Глава восьмая.
РАСЧЕТ МАГНИТНОЙ СИСТЕМЫ ТРАНСФОРМАТОРА
8.1. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ МАГНИТНОЙ СИСТЕМЫ
При окончательном расчете магнитной системы, который производится после завершения полного расчета обмоток, параметров и токов короткого замыкания трансформатора, для плоской шихтованной магнитной системы определяются: число ступеней в сечении стержня и ярма, размеры пакетов - ширина пластин и толщина пакетов, расположение и размеры охлаждающих каналов, полные и активные сечения стержня и ярма, высота стержня, расстояние между осями стержней, масса стали стержней, ярм и углов магнитной системы и полная масса магнитной системы трансформатора. После установления всех размеров и массы стали частей магнитной системы определяются потери и ток холостого хода трансформатора.
Раскрой холоднокатаной анизотропной рулонной стали на пластины для плоской магнитной системы следует вести так, чтобы направление линий магнитной индукции в стержнях и ярмах совпадало с направлением прокатки стали. Для этого длинная сторона пластин должна располагаться вдоль полосы рулона, а их ширина - по ширине его полосы. Такой раскрой стали обеспечивается на современном технологическом оборудовании - на линиях продольной и поперечной резки стали [5]. У листовой стали направление прокатки совпадает с направлением большей стороны листа, но применение этой стали не рекомендуется, поскольку ограничение размера листа по длине не позволяет применить конструкции магнитных систем с косыми стыками пластин и стяжкой стержня бандажами из стеклоленты, а также использовать для раскроя стали современное оборудование, что приводит к увеличению потерь и тока холостого хода и существенному увеличению отходов стали.
Ширина пакетов (пластин) в стержне и ярме магнитной системы должна выбираться так, чтобы при ширине полосы рулона 650, 750, 800, 860 или 1000 мм с учетом обрезки кромки с двух сторон по 3-7 мм можно было получить раскрой стали с минимальными отходами. Ширина пластин (пакетов) в настоящее время нормализована, и пластины для силовых трансформаторов должны изготовляться шириной от 40 до 985 мм через 5 мм. Допускается также изготовление пластин шириной 368 мм.
При проектировании серий трансформаторов раскрой рулонов для каждого типа трансформатора рекомендуется производить самостоятельно. Комбинировать на одних и тех же рулонах раскрой стали для разных типов можно только с учетом реального числа трансформаторов каждого типа, выпускаемых ежемесячно, для того чтобы не образовывать ненужного увеличения запасов пластин на складе.
Выбор числа и размеров пакетов в сечении стержня плоской магнитной системы должен быть сделан так, чтобы площадь ступенчатой фигуры его поперечного сечения, вписанного в окружность, была максимально возможной. При увеличении числа ступеней коэффициент заполнения площади круга kкр увеличивается согласно рис. 8.1, однако при этом увеличивается число пластин разных размеров и существенно усложняется их изготовление, складирование до сборки магнитной системы и ее сборка. Как видно из рис. 8.1, увеличение числа ступеней от 15-16 до 25-30 при диаметре стержня до 0,750 м увеличивает коэффициент заполнения kкр не более чем на 1 % и с учетом усложнения технологии изготовления и использования пластин вряд ли является целесообразным.
Рис. 8.1. Зависимость kкр от числа ступеней в сечении стержня:
1 – максимальное теоретически возможное значение kкр;
2- значения kкр для реальных конструкций без охлаждающих каналов;
3 – то же для конструкции с продольными охлаждающими каналами.
Размеры пакетов стержня, при их известном числе, обеспечивающие оптимальное заполнение площади круга, могут быть рассчитаны теоретически. Так оптимальные размеры пакетов при числе ступеней от 1 до 6 могут быть приняты по табл. 8.1, где ширина пластин а, толщина пакетов b, высота сегмента δ даны в долях диаметра стержня d = 1.
Следует иметь в виду, что ширина пластин, рассчитанная по табл. 8.1, может оказаться не совпадающей с нормализованной шириной, что вызовет необходимость подбирать ширину пластин и толщину пакетов с отступление от оптимальных значений и приведет к некоторому уменьшению коэффициента заполнения круга.
Таблица 8.1. размеры пакетов в поперечном сечении стержня, обеспечивающие максимальное значение kкр
Число ступеней | kкр | Размеры пакетов | Сегмент δ | |||||
a1×b1 | a2×b2 | a3×b3 | a4×b4 | a5×b5 | a6×b6 | |||
1 | 0,637 | 0,707× ×0,353 | - | - | - | - | - | 0,146 |
2 | 0,787 | 0,850× ×0,263 | 0,525× ×0,162 | - | - | - | - | 0,075 |
3 | 0,851 | 0,905× ×0,212 | 0,707× ×0,141 | 0,424× ×0,099 | - | - | - | 0,048 |
4 | 0,886 | 0,935× ×0,178 | 0,800× ×0,122 | 0,600× ×0,100 | 0,375× ×0,068 | - | - | 0,032 |
5 | 0,910 | 0,950× ×0,156 | 0,847× ×0,195 | 0,707× ×0,093 | 0,532× ×0,070 | 0,312× ×0,051 | - | 0,025 |
6 | 0,930 | 0,955× ×0,150 | 0,870× ×0,098 | 0,770× ×0,072 | 0,640× ×0,065 | 0,495× ×0,050 | 0,300× ×0,042 | 0,023 |
При большем числе ступеней в сечении стержня задача выбора числа ступеней и оптимальных размеров пакетов существенно усложняется. Опыт проектирования магнитных систем для ряда серий силовых трансформаторов в широком диапазоне мощностей и классов напряжения, накопленный отечественными заводами и положенный в основу рекомендаций табл. , позволяет выбирать рациональные значения числа ступеней и размеров пакетов для диаметров стержня, входящих в нормализованный ряд до 0,750 м. При этом учитываются оптимальное заполнение площади круга в поперечном сечении стержня магнитной системы, использование нормализованного ряда ширины пластин и приемлемая технология их изготовления. В этих таблицах для современного нормализованного ряда диаметров стержня от 0,080 до 0,750 м приведены: число ступеней в сечении стержня и ярма, коэффициенты заполнения круга и размеры всех пакетов - ширина пластин и толщина пакетов.
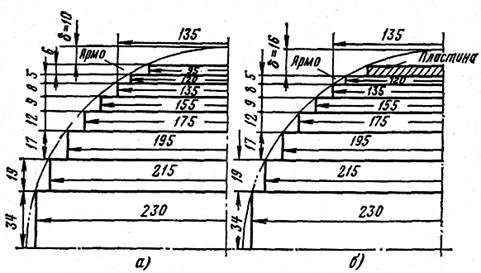
В табл. предусмотрены два варианта механического соединения прессующих балок верхнего и нижнего ярма - внешними по отношению к обмоткам вертикальными шпильками, без прессующей пластины и стальными пластинами, положенными на меньший по ширине пакет стержня внутри обмотки, с прессующей пластиной. Во втором варианте прессующая пластина занимает место наиболее узкого пакета стержня. Число пакетов уменьшается на единицу, полное сечение стержня - площадь ступенчатой фигуры и коэффициент заполнения круга - уменьшаются по сравнению с первым вариантом. При наличии прессующей пластины на стержне для осевой прессовки обмоток следует устанавливать прессующие кольца (см. § 2.3). При диаметрах стержня менее 0,190 м прессующие пластины на стержень обычно не ставятся.
Форма поперечного сечения ярма в средней своей части по размерам пакетов повторяет сечение стержня. Крайние пакеты в целях улучшения прессовки ярма ярмовыми балками, более равномерного распределения давления по ширине пакетов и уменьшения веера пластин на углах пакетов делаются более широкими объединением двух-трех пакетов в один. Так для изображенных на рис. 8.2 двух вариантов сечения стержня диаметром 0,240 м крайний пакет ярма в первом варианте имеет размеры (6+5+8)×135, а во втором варианте (5+8)×135 мм. Площадь ступенчатой фигуры поперечного сечения стержня, м2
![]() (8.1)
(8.1)
Таблица 8.2. Размеры пакетов – ширина пластин a и b, мм, для магнитных систем без прессующей пластины с прессовкой стержня обмоткой без бандажей (nc и nя – число ступеней в сечении стержня и ярма; aя – ширина крайнего наружного пакета; kкр – коэффициент заполнения круга для стержня).
Диаметр стержня d, м | nc | kкр | nя | aя, мм | Размеры пакетов a×b, мм, в стержне | |||||
0,080 | 4 | 0,863 | 3 | 55 | 75×14 | 65×9 | 55×6 | 40×5 | - | - |
0,085 | 5 | 0,895 | 4 | 50 | 80×14 | 70×10 | 60×6 | 50×4 | 40×4 | - |
0,090 | 5 | 0,891 | 4 | 55 | 85×15 | 75×10 | 65×6 | 55×4 | 40×5 | - |
0,095 | 5 | 0,887 | 4 | 50 | 90×15 | 80×10 | 65×9 | 50×5 | 40×4 | - |
0,100 | 6 | 0,917 | 5 | 55 | 95×16 | 85×10 | 75×7 | 65×5 | 55×4 | 40×4 |
0,105 | 6 | 0,912 | 5 | 50 | 100×16 | 90×11 | 80×7 | 65×7 | 50×4 | 40×4 |
0,110 | 6 | 0,905 | 5 | 65 | 105×16 | 95×11 | 85×7 | 75×6 | 65×4 | 40×7 |
0,115 | 5 | 0,903 | 4 | 65 | 105×25 | 95×9 | 85×6 | 65×9 | 40×3 | - |
0,120 | 6 | 0,928 | 5 | 60 | 115×18 | 105×11 | 90×10 | 75×8 | 60×6 | 40×4 |
0,125 | 6 | 0,915 | 5 | 65 | 120×18 | 105×16 | 95×6 | 85×6 | 65×7 | 40×6 |
0,130 | 6 | 0,918 | 5 | 65 | 125×18 | 110×16 | 100×8 | 80×9 | 65×5 | 40×6 |
0,140 | 6 | 0,919 | 5 | 65 | 135×19 | 120×17 | 105×10 | 85×9 | 65×7 | 40×5 |
0,150 | 6 | 0,915 | 5 | 85 | 145×19 | 135×13 | 120×13 | 105×9 | 85×8 | 55×7 |
0,160 | 6 | 0,913 | 5 | 85 | 155×20 | 135×23 | 120×10 | 105×7 | 85×7 | 55×7 |
0,170 | 6 | 0,927 | 5 | 85 | 160×28 | 145×17 | 130×10 | 110×10 | 85×8 | 50×8 |
0,180 | 6 | 0,915 | 5 | 95 | 175×21 | 155×25 | 135×13 | 120×8 | 95×9 | 65×8 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
