
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вопрос 2: Что такое сварочные материалы. Подготовка и их хранение.
Ответ: Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать требованиям ГОСТ 9467-75, ГОСТ , ГОСТ 2246-70 и ГОСТ 9087-81.
Сварочные материалы (электроды, проволоки, флюсы) необходимо хранить на складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений.
Прокаленные сварочные материалы следует хранить в сушильных печах при 45-100 °С или в кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной влажностью не более 50 %.
(СНиП 3.03.01-87. Несущие и ограждающие конструкции п.8.10; 8.12; 8.13)
Вопрос 3: Виды дефектов при выполнении сварочных работ.
Ответ:
Категория швов | Типы швов сварных соединений, входящих в данную категорию | Технологический дефект в шве сварного соединения | ||
поры наружные и внутренние, шлаковые включения | подрезы поперек усилий | подрезы вдоль усилий | ||
I | 1. Поперечные и продольные стыковые швы растянутых1 поясов сплошных балок2 2. Поперечные и продольные стыковые швы растянутых элементов ферм3 3. Угловые швы, прикрепляющие основные детали и элементы конструкции и работающие на отрыв (при растяжении или изгибе) | Поры или шлаковые включения диаметром более 2% толщины металла и более 1 мм не допускаются в крайних четвертях ширины4 стыкового шва (поз. 1, 2, 7) и в соединениях, перечисленных в поз. 4, 5, 6 настоящей таблицы. В остальной зоне стыковых швов (поз. 1,2,7) и в соединениях, указанных в поз. 3, допускаются единичные дефекты диаметром не более 1 мм для металла толщиной до 25 мм и не более 4% толщины для металла толщиной более 25 мм в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 45 мм. | Без исправления не допускаются. Подрезы глубиной до 0,5 мм на металле толщиной до 20 мм и глубиной не более 3% толщины на металле толщиной более 20 мм, а также местные подрезы длиной до 20% длины шва при глубине подреза не более 6% толщины металла разрешается исправлять зачисткой без предварительной заварки подреза | Без исправления не допускаются. При наличии их глубиной до 1 мм на металле толщиной до 20 мм и глубиной не более 6% толщины на металле толщиной более 20 мм можно устранять зачисткой. |
Подрезы глубиной не более 1 мм, расположенные непосредственно на ребрах жесткости к которым не присоединяются элементы поперечной конструкции пролетного строения, можно оставлять без исправления | ||||
I | 4. Концевые участки (длиной 100 мм) стыковых и угловых швов, прикрепляющих к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей 5. Концевые участки (длиной 100 мм) угловых поясных и соединительных швов в местах обрыва одной из частей сечения сплошных балок (стенки или пояса) в растянутой зоне и растянутых элементов ферм 6. Концевые участки (длиной 100 мм) угловых косых швов, прикрепляющих концы накладных компенсаторов или обрываемых в пролете листов пакетов растянутых поясов сплошных балок 7. Концевые участки поперечных стыковых швов стенки балок на протяжении 40% высоты растянутой зоны, но не менее 200 мм, считая от растянутого пояса | |||
II | 8. Угловые поясные швы растянутых поясов сплошных балок (кроме швов по поз. 5) 9. Угловые соединительные швы растянутых элементов ферм (кроме швов по поз. 5) 10. Угловые соединительные швы пакетов растянутых поясов сплошных балок (кроме швов по поз. 6) 11. Поперечные стыковые швы стенок балок в растянутой зоне — на участке протяжением 40% ее высоты, примыкающем к концевому участку (см. поз. 7) | Допускаются единичные дефекты диаметром не более 1,5 мм в количестве не более пяти дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 15 мм | Без исправления не допускаются. Имеющиеся подрезы устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории | Допускаются глубиной не более 1 мм при ширине не менее 2 мм и плавном очертании. Подрезы большей глубины или неплавного очертания устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории |
II | 12. Продольные стыковые швы стенок балок, расположенные в растянутой зоне в пределах 80% ее высоты, считая от растянутого пояса 13 а) Концевые участки (длиной 100 мм) угловых швов, прикрепляющих горизонтальные фасонки связей к стенкам балок в растянутой зоне в пределах 40% ее высоты, считая от растянутого пояса б) Стыковые и угловые швы (за исключением концевых участков, см. поз. 4), прикрепляющие к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в неразрезных сталежелезобетонных пролетных строениях — упоры | См. п. 11 | См. п. 11 | См. п. 11 |
III | 14. Поперечные я продольные стыковые швы сжатых поясов сплошных балок 15. Поперечные и продольные стыковые швы сжатых элементов ферм 16. Поперечные стыковые швы стенок балок на участке за вычетом поз. 7 и 11 17. Продольные стыковые швы стенок балок, расположенные в пределах части высоты балки, остающейся за вычетом поз. 12 18. Стыковые и угловые швы, прикрепляющие к сжатым элементам ферм и сжатым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в сталежелезобетонных пролетных строениях — упоры 19. Угловые поясные швы сжатых поясов сплошных балок 20. Угловые соединительные швы сжатых элементов ферм 21. Угловые соединительные швы пакетов сжатых поясов сплошных балок | Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 10 мм | Согласно указаниям для швов II категории | |
III | 22. Угловые швы, прикрепляющие горизонтальные фасонки связей к стенкам балок (за исключением швов, указанных в п. 13<а>) 23. Угловые швы, прикрепляющие вертикальные и горизонтальные ребра жесткости, диафрагмы, а также расположенные поперек усилия в элементе фермы, поясе или стенке сплошной балки фасонки связей 24. Угловые швы, прикрепляющие элементы связей к фасонкам и ребрам жесткости | Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 10 мм | Согласно указаниям для швов II категории | |
1 Категории швов сварных соединений сжато-вытянутых элементов и зон конструкций — те же, что и растянутых. 2 В конструкциях с ортотропной плитой на швы ее сварных соединений распространяются требования, предъявляемые к поясам балок. 3 Ортотропная плита железнодорожного проезда, включенная в работу главных ферм, также относится к элементам ферм. 4 Под шириной стыкового шва понимается расстояние между линиями сплавления металла шва с основным металлом на поверхности детали. | ||||
(СНиП III-18-75 Металлические конструкции табл. 41)
Вопрос 4: Контроль качества при сварке арматуры.
Ответ: Перед сборкой конструкций необходимо установить соответствие чертежам КЖ классов стержневой арматуры, марок стали плоских закладных изделий и соединительных деталей, а перед сваркой - также размеров и точности сопряжения соединительных элементов. Точность сборки выпусков арматурных стержней должна соответствовать требованиям ГОСТ и ГОСТ .
При сборке конструкций не разрешается обрезка концов стержней или подготовка их кромок электрической дугой.
После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ . Отгиб стержней для обеспечения их соосности допускается осуществлять нагревом до температуры 600-800 °С.
Выполненные сварочные работы перед бетонированием следует оформлять актами приемки партии арматуры по внешнему осмотру, а в предусмотренных ГОСТ случаях - актами контроля физическими методами.
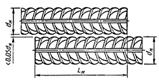
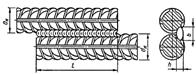
Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблице:
Обозначение типа соединения, способа сварки | Соединение арматуры | Класс арматуры | dн | l = lн | b | h | |
до сварки | после сварки | ||||||
С23 — Рэ |
|
| А-I | 10 — 40 | 6 dн | ||
А-II, А-III | 10 ¾ 25 | 8 dн | 0,5 dн но ³ 8 | 0,25 dн но ³ 4 | |||
aт-iiic | 10 ¾ 18 | ||||||
aт-ivc | 10 — 18 | 10 dн |
Примечания:
1. Допускаются двусторонние швы длиной 4 dн для соединений арматуры классов А-I и А-II (из стали марки 10ГТ).
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (CO2); последнее кроме арматуры классов А-II и aт-iiic (из стали марки Ст5).
(СНиП 3.03.01-87. Несущие и ограждающие конструкции п.8.37; 8.42; 8.43; 8.46)
(ГОСТ . Соединения сварные таб.14)
Вопрос 5: Обозначение сварочных швов в чертежах.
Ответ:
Условное обозначение сварного соединения имеет следующую структуру:
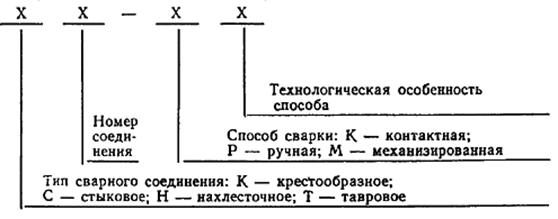
Обозначения типов сварных соединений и способов их сварки приведены в таблице:
Тип сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
Кресто- образное | К1 | Контактная точечная двух стержней | Кт | |
К2 | То же, трех стержней | Кт | Любое | |
к3 | Дуговая ручная прихватками | рр | ||
Стыковое | С1 | Контактная стержней одинакового диаметра | Ко | Горизонтальное |
С2 | То же, разного диаметра | Кн | » | |
С3 | Контактная стержней одинакового диаметра с последующей механической обработкой | Км | » | |
С4 | То же, с предварительной механической обработкой | Кп | » | |
С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | » | |
С6 | Дуговая механизированная порошковой проволокой в инвентарной форме | Мп | » | |
С7 | Ванная одноэлектродная в инвентарной форме | Рв | » | |
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
С9 | Дуговая механизированная порошковой проволокой в инвентарной форме | Мп | » | |
С10 | Ванная одноэлектродная в инвентарной форме | Рв | » | |
С11 | Ванная механизированная под флюсом в инвентарной форме спаренных стержней | Мф | Горизонтальное | |
С12 | Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней | Мп | » | |
С13 | Ванная одноэлектродная в инвентарной форме спаренных стержней | Рв | » | |
С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | » | |
С15 | Ванно-шовная на стальной скобе-накладке | Рс | Горизонтальное | |
С16 | Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке | Мо | » | |
С17 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | Вертикальное | |
С18 | Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке | Мо | » | |
С19 | Дуговая ручная многослойными швами на стальной скобе-накладке. | Рм | » | |
С20 | Дуговая ручная многослойными швами без стальной скобы-накладки | Рм | » | |
С21 | Дуговая ручная швами с накладками из стержней | Рн | Любое | |
С22 | То же, швами с удлиненными накладками из стержней | Ру | » | |
С23 | Дуговая ручная швами без дополнительных технологических элементов | Рэ | » | |
С24 | Ванная механизированная под флюсом в комбинированных несущих и формующих элементах | Мф | Горизонтальное | |
С25 | Дуговая механизированная порошковое проволокой в комбинированных несущих и формующих элементах | Мп | » | |
С26 | Ванная одноэлектродная в комбинированных несущих и формующих элементах | Рс | Горизонтальное | |
С27 | Ванная механизированная под флюсом в комбинированных несущих и формующих элементах | Мф | Вертикальное | |
С28 | Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах | Мп | » | |
С29 | Ванная одноэлектродная в комбинированных несущих и формующих элементах | Рс | » | |
С30 | Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней | Мф | Горизонтальное | |
С31 | Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней | Мп | » | |
С32 | Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней | Рс | » | |
Нахлес-точное | Н1 | Дуговая ручная швами | Рш | Любое |
Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
Н3 | То же, по двум рельефам на пластине | Кп | » | |
Н4 | Контактная по двум рельефам на арматуре | Ка | » | |
Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | Рф | » | |
Т3 | Дуговая механизированная под флюсом без присадочного металла по рельефу | Мж | Вертикальное | |
Т6 | Контактная рельефная сопротивлением | Кс | » | |
Т7 | Контактная непрерывным оплавленном | Ко | » | |
Т8 | Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие | Мв | » | |
Т9 | Дуговая ручная в выштампованное отверстие | Рв | » | |
Т10 | Дуговая механизированная в СО2 в отверстие | Мс | » | |
Т11 | То же, в некованное отверстие | Мц | » | |
Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | » | |
Т13 | Ванная одноэлектродная в инвентарной форме | Ри | Горизонтальное |
(ГОСТ . п.1,2 таб.1)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
