
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
"АКЦИОНЕРНАЯ КОМПАНИЯ ПО ТРАНСПОРТУ НЕФТИ "ТРАНСНЕФТЬ"
(ОАО "АК "ТРАНСНЕФТЬ")

РУКОВОДЯЩИЙ ДОКУМЕНТ
ТЕХНОЛОГИЯ РЕМОНТА ВАНТУЗОВ МАГИСТРАЛЬНЫХ
И ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ С РАБОЧИМ ДАВЛЕНИЕМ 6,3 МПа
РД-23.060.30-КТН-572-06
ПРЕДИСЛОВИЕ
1 ДОКУМЕНТ РАЗРАБОТАН Открытым Акционерным Обществом "Инжиниринговая нефтегазовая компания – Всероссийский научно-исследовательский институт по строительству и эксплуатации трубопроводов, объектов ТЭК" ()
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом ОАО "АК "Транснефть" от 2 декабря 2006 г.
3 ДАТА ВВЕДЕНИЯ: 2 декабря 2006 г.
4 ВВЕДЕН впервые
5 СРОК ДЕЙСТВИЯ – не ограничен
6 Оригинал документа хранится в службе нормирования и технического регулирования ОАО "АК "Транснефть"
7 Документ входит в состав отраслевого информационного фонда ОАО "АК "Транснефть"
ВВЕДЕНИЕ
Настоящий документ регламентирует технологию ремонта вантузов магистральных и технологических трубопроводов на рабочее давление 6,3 МПа и патрубков ремонтных конструкций П7, установленных на несанкционированные врезки, технологические отверстия, "чопики" (металлические пробки), с применением композитно-муфтовой технологии (КМТ). Технология применяется на действующих трубопроводах при давлении до 2,5 МПа.
В РД представлен порядок и последовательность проведения технологических операций при ремонте вантузов диаметром мм и ремонте патрубков ремонтных конструкций П7 диаметром до 219 мм включительно.
Руководящий документ разработан на основе стендовых испытаний ремонтных конструкций и действующих в ОАО "АК "Транснефть" нормативных документов.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящий документ устанавливает единый регламент работ по ремонту вантузов магистральных и технологических трубопроводов, расположенных на верхней образующей трубы в диапазоне углов 300о-0о-60о, и патрубков ремонтных конструкций П7, установленных в соответствии с требованиями РД 153-39. и РД-91.200.00-КТН-107-06.
1.2 Настоящий документ распространяется на проведение ремонта вантузов диаметром от 57 до 219 мм и патрубков ремонтных конструкций П7 диаметром до 219 мм, расположенных на магистральных и технологических нефтепроводах со следующими техническими характеристиками:
- наружный диаметр трубопровода – от 219 до 1220 мм;
- толщина стенок трубопровода - от 4 до 19 мм;
- рабочее давление до 6,3 МПа;
- режим работы – циклический;
- температура перекачиваемого продукта на участке, отремонтированном с установкой муфты, от минус 12 ºС до плюс 60 ºС;
- материал труб - углеродистые и низколегированные марки трубных сталей (17ГС, 17Г2С, 17Г2С-У, 17Г2СФ, 19Г и др.); трубы – электросварные прямошовные и спиралешовные; беcшовные трубы;
- ремонтные работы проводятся при температуре окружающего воздуха от минус 30 ºС до плюс 40 ºС.
1.3 Настоящий документ не распространяется на установку муфт КМТ на вантузы и ремонтные конструкции, не соответствующие следующим требованиям:
а) наличие дефектов (трещины в металле и околошовной зоне сварных швов вантуза и усиливающей накладки; недопустимые к ремонту дефекты – коррозионные поражения, риски, задиры), которые могут быть отремонтированы только методом вырезки;
б) толщина стенки патрубка вантуза менее значений, указанных в таблице 6.3;
в) недопустимые соединения патрубка с задвижкой (при приварке патрубка вантуза к фланцу задвижки);
г) длина патрубка от усиливающей накладки до сварного шва фланца менее 100 мм;
д) наличие выступания патрубка вантуза во внутрь трубы по данным ВТД более 10 мм;
е) наружный диаметр патрубков более 219 мм;
ж) при наличии на трубной секции более одной приварной муфты;
и) патрубки, усиливающие накладки вантузов и ремонтных конструкций П7 расположены на сварных швах трубной секции.
1.4 Запрещается проведение ремонтных работ без наряда-допуска и ППР, утвержденного главным инженером ;
1.5 Запрещается проведение ремонтных работ необученным персоналом и без проверки знаний технологии ремонта.
1.6 Запрещается проведение ремонтных работ при отсутствии представителя технадзора Заказчика.
1.7 Настоящий РД предназначен для персонала подрядных организаций и , изготовителей ремонтных конструкций, ОАО "ЦУП "Стройнефть", независимого технического надзора при выполнении контроля за качеством производства ремонтных работ.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем документе использованы ссылки на следующие нормативные документы:
ГОСТ 2. Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия (СТ СЭВ 6563-89)
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Контроль неразрушающий. Магнитопорошковый метод
ГОСТ Р Трубопроводы стальные магистральные. Общие требования к защите от коррозии
СНиП III-4-80* Техника безопасности в строительстве
СНиП III-42-80* Магистральные трубопроводы. Правила производства и приемки работ
СНиП 2.05.06-85* Магистральные трубопроводы
СНиП Безопасность труда в строительстве. Часть 1. Общие требования
РД Инструкция по визуальному и измерительному контролю
РД Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 153-39.4.Р-002-96 Табель технического оснащения аварийно-восстановительных пунктов магистральных нефтепродуктопроводов
РД 153-39. Правила технической эксплуатации магистральных нефтепроводов
РД 153-39.* Методы ремонта дефектных участков действующих магистральных нефтепроводов
РД 153-39. Технология сварочно-монтажных работ по установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы
РД 153-39. Правила ликвидации аварий и повреждений на магистральных нефтепроводах
РД 153-39.4Р* Регламент по вырезке и врезке "катушек", соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов
РД-08.00-60.30.00-КТН Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов
РД-08.00-60.30.00-КТН Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
РД-23.040.60-КТН-332-06 Инструкция по технологии монтажа, приварки патрубков для врезки отверстий на нефтепроводах под давлением и порядку их эксплуатации
РД-91.200.00-КТН-107-06 Технология замены вантузных задвижек, вантузов и ликвидации несанкционированных врезок
РД-75.180.00-КТН-164-06 Технология проведения работ по композитно-муфтовому ремонту магистральных трубопроводов
РД-75.180.00-КТН-165-06 Методика на проведение выборочного ремонта трубопроводов композитно-муфтовым методом на основе результатов внутритрубной диагностики
РД-91.200.00-КТН-107-06 Технология замены вантузных задвижек, вантузов и ликвидации несанкционированных врезок
ТТ-83.080.10-ЦТД-112-06 Композитный состав и герметик для композитно-муфтового ремонта магистральных нефтепроводов
ОТТ -04.00-4521.30-КТН Перечня конструкций комбинированных покрытий на основе битумно-полимерных мастик и битумно-полимерных лент, разрешенных к применению в системе ОАО "АК "Транснефть
ОТТ-08.00-60.30.00-КТН-051-05 Общие технические требования. Магистральный нефтепровод. Требования к проведению сварочных работ при выборочном ремонте магистральных нефтепроводов
ОТТ-25.160.10-КНТ-006-06 Техническое решение по приварке к нефтепроводу вантузов, патрубков для приборов КИП, катодных выводов для монтажа кабелей ЭХЗ
ВСН 008-88 Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция
Федеральный закон "О промышленной безопасности опасных производственных объектов" (, введен в действие 21.07.97 г.)
ВСН 31-81 Инструкция по производству строительных работ в охранных зонах магистральных трубопроводов Министерства нефтяной промышленности
ВППБ Правила пожарной безопасности при эксплуатации магистральных нефтепроводов открытого акционерного общества "Акционерная компания по транспорту нефти "Транснефть"
SVENSK STANDART SIS Шведские иллюстрированные стандарты по подготовке поверхности для покраски стальных поверхностей.
Примечание: При использовании настоящим нормативным документов целесообразно проверить действие ссылочных нормативных документов в соответствии с действующим Перечнем законодательных актов и основных нормативно-правовых и распорядительных документов, действующих в сфере магистрального нефтепроводного транспорта. Если ссылочный документ заменен (изменен), то при пользовании настоящим нормативным документом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку".
3 ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящем документе применены следующие термины с соответствующими определениями:
3.1 Композитно-муфтовая ремонтная конструкция: ремонтная конструкция, состоящая из цилиндрической стальной муфты, монтируемой с определенным зазором на участок трубы с дефектом, с последующей герметизацией торцов муфты и заполнением зазора затвердевающим композитным составом.
3.2 Вантуз: устройство, состоящее из патрубка с фланцем и вантузной запорной арматуры, устанавливаемое под прямым углом к оси трубопровода, предназначенное для впуска воздуха при освобождении и выпуска газовоздушной смеси при заполнении нефтепровода, подключения насосных агрегатов для откачки (закачки) нефти из нефтепровода при выполнении плановых и аварийных работ на линейной части магистральных нефтепроводов.
3.3 Патрубок: отрезок трубы соответствующего диаметра, устанавливаемый между МН и задвижкой.
3.4 Усиливающая накладка: усиливающий элемент патрубка вантуза или патрубка ремонтной конструкции П7.
3.5 Восстановление несущей способности: повышение несущей способности поврежденного участка трубопровода до проектной путем проведения ремонта дефектного участка.
3.6 Долговечность трубопровода: время, в течение которого уровень технического состояния трубопровода находится в пределах установленных норм.
3.7 Надежность трубопровода: свойство трубопровода сохранять во времени в установленных пределах значения всех параметров, характеризующих способность транспортировать продукт перекачки в заданных режимах и условиях эксплуатации (включая техническое обслуживание и ремонт).
3.8 Несущая способность: способность нефтепровода без разрушения воспринимать проектные нагрузки от внутреннего давления перекачиваемого продукта и внешние нормативные воздействия на весь период эксплуатации.
3.9 Овальность трубы: отклонение от круглости поперечного сечения трубы, при котором наибольший и наименьший диаметры находятся во взаимно перпендикулярных направлениях.
3.10 Температура предварительного подогрева: температура изделия, при котором допускается начинать сварку.
3.11 Температура сопутствующего подогрева: температура, до которой следует нагреть сварное соединений, если его температура опустилась ниже минимально допустимой межслойной температуры.
3.12 Межслойная температура: регламентируемая температура сваренного слоя или валика при многослойной или многопроходной сварке, при которой допускается наложение следующего слоя или валика.
4 ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
В настоящем документе приняты следующие обозначения и сокращения:
ВИК - визуальный и измерительный контроль;
ВСН - ведомственные строительные нормы;
ВТД - внутритрубная диагностика;
КМТ - композитно-муфтовая технология;
МК - магнитопорошковый контроль;
МН - магистральный нефтепровод;
РД - руководящий документ;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЭХЗ - электрохимическая защита;
Dн - наружный диаметр трубопровода, мм;
Dу. н - диаметр усиливающей накладки, мм;
Dвн - внутренний диаметр муфты, мм;
Dп - диаметр патрубка, мм;
Lм - длина муфты, мм;
Рраб - рабочее давление на ремонтируемом участке трубопровода, МПа.
5 МЕТОДЫ ПРОВЕДЕНИЯ РАБОТ ПО РЕМОНТУ ВАНТУЗОВ И ПАТРУБКОВ РЕМОНТНЫХ КОНСТРУКЦИЙ П7 НА МАГИСТРАЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДАХ
5.1 Технология ремонта вантузов и патрубков ремонтных конструкций П7 основана на установке на ремонтируемом участке трубопровода композитно-муфтовой ремонтной конструкции, которая обеспечивает полное восстановление прочности и долговечности при эксплуатации вантузов и патрубков ремонтных конструкций П7 при воздействии статических и циклических нагрузок. Ремонту подлежат вантузы диаметром от 57 до 219 мм и патрубки ремонтных конструкций П7 диаметром до 219 мм.
5.2 Композитно-муфтовая конструкция для ремонта вантузов, приведенная на рисунке 5.1, представляет собой муфту, состоящую из трех полумуфт, две из которых имеют на торце вырез в форме полукольца по размеру вантузного патрубка и устанавливаются в верхней части трубы и одна - в нижней части трубы. Диаметр отверстия собранных двух верхних полумуфт между собой должен превышать диаметр патрубка вантуза на величину (20±4) мм.
Для ремонта патрубков ремонтных конструкций П7 применяется муфта, состоящая из двух полумуфт: верхней и нижней (рисунок 5.2). Верхняя полумуфта имеет отверстие, диаметр которого должен превышать диаметр патрубка ремонтных конструкций П7 на величину (20±4) мм.
5.3 В муфтах должны быть отверстия для установочных болтов, входных и выходных патрубков и контрольных болтов.
Установочные болты предназначены для регулировки зазора между муфтой и трубой и одновременно выполняют функцию опор при установке муфты на трубопровод.
Входные патрубки устанавливаются на нижней полумуфте и предназначены для подсоединения к ним гибких шлангов, по которым будет подаваться композитный состав, при этом один патрубок является основным, другой – резервным.
Выходные патрубки устанавливаются на верхних (или верхней) полумуфтах и предназначены для выпуска воздуха и контроля уровня композитного состава при заливке.
Выходные патрубки при заливке композитного состава соединяются между собой контрольным прозрачным шлангом, в центре которого имеется отверстие для выпуска воздуха. Прозрачный шланг одновременно используется для контроля уровня заполнения композитного состава при заливке.
Контрольные болты устанавливаются в верхних (или верхней) полумуфтах и предназначены для контроля заполнения муфты клеевым составом при заливке.
В процессе заливки композитный состав поднимается до контрольных отверстий, в которые при появлении композитного состава заворачиваются болты. При появлении композитного состава в прозрачном шланге подача композитного состава в зазор между муфтой и трубой прекращается.
5.4 Муфты должны изготавливаться в заводских условиях. Для изготовления муфт применяется листовой прокат. При изготовлении муфт необходимо учитывать, чтобы направление проката (или волокон металла) листа совпадало с осью трубы.
Толщина стенки муфты должна быть равна или больше толщины стенки основной трубы на величину до 30%. Прочностные характеристики металла муфты должны быть не ниже характеристик прочности металла основной трубы.
5.5 Геометрические параметры муфт, предназначенных для ремонта вантузов и ремонта патрубков ремонтных конструкций П7 должны определяться расчетным путем в соответствии с 6.2 настоящего РД.
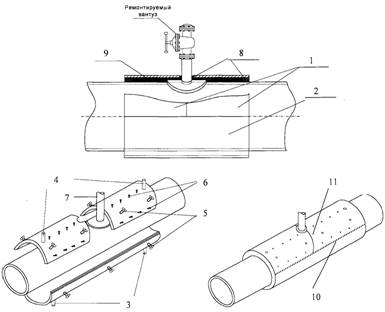
1 – верхние полумуфты; 2 – нижняя полумуфта; 3 – входные патрубки для подачи композитного состава; 4 – выходные патрубки; 5 - установочные болты для регулировки зазора между муфтой и трубой; 6 – болты для технологических отверстий; 7 – патрубок ремонтируемого вантуза; 8 – герметик; 9 – композитный состав; 10 – продольный сварной шов муфты; 11 – кольцевой сварной шов муфты
Рисунок 5.1 – Муфта КМТ для ремонта вантузов магистральных и технологических трубопроводов
1 – верхняя полумуфта с отверстием; 2 – нижняя полумуфта; 3 – патрубок ремонтной конструкции П7; 4 – эллиптическая заглушка; 5 - входные патрубки для подачи клеевого состава; 6 – выходные патрубки; 7 - установочные болты для регулировки зазора между муфтой и трубой; 8 – контрольные болты; 9 – продольный сварной шов муфты
Рисунок 5.2 – Муфта КМТ для ремонта патрубков ремонтных конструкций П7
5.6 Технология ремонта обеспечивает возможность ремонта вантузов и патрубков ремонтных конструкций П7 при овальности трубы в соответствии с требованиями РД-75.180.00-КТН-164-06 (таблица 5.1).
Таблица 5.1
Допустимая величина овальности трубы
Диаметр трубопровода Dн, мм | 219 | 273 | 277 | 325 | 377 | 426 | 530 | 720 | 820 | 1020 | 1220 |
Овальность* трубы, не более, % | 28 | 24,8 | 24,5 | 20,9 | 18 | 15,9 | 12,8 | 9,4 | 8,3 | 6,7 | 5,6 |
Примечание - * овальность рассчитывается по формуле 100(D1-D2)/Dн, % где D1 (D2) – наибольшее (наименьшее) значение диаметра трубопровода во взаимно перпендикулярных направлениях, мм. | |||||||||||
5.7 Установка, сборка муфты КМТ на трубопроводе, ее герметизация после сварки, заполнение зазора между муфтой и трубой композитным составом проводится в соответствии с РД-75.180.00-КТН-164-06. При установке двух полумуфт на трубопроводе при ремонте вантузов количество сборочных приспособлений (центраторов) должно быть не менее четырех.
5.8 Муфты КМТ при выполнении ремонтных работ на трубопроводе должны устанавливаться с зазорами:
- при ремонте вантузов кольцевой зазор между муфтой и трубой должен составлять от 6 мм до 40 мм, при этом зазор между усиливающей накладкой (воротником) и муфтой должен быть не менее 6 мм; зазор между патрубком вантуза и верхними полумуфтами – от 8 мм до 12 мм;
- при ремонте патрубков конструкций П7 кольцевой зазор между муфтой и трубой должен составлять от 6 мм до 40 мм, при этом зазор между усиливающей накладкой (воротником) и муфтой должен быть не менее 6 мм; зазор между патрубком ремонтной конструкции П7 и муфтой – от 8 мм до 12 мм.
5.9 При ремонте вантузов установка муфты на трубопроводе проводится в следующей последовательности: верхние полумуфты привариваются к нижней продольными сварными швами, а затем кольцевым сварным швом соединяют между собой верхние полумуфты (см. рисунок 5.1). При этом сама муфта к трубопроводу не приваривается, сварка проводится навесу. Разделки кромок полумуфт для сварки продольных и кольцевых швов приведены на рисунке 5.3.
При ремонте патрубков ремонтных конструкций П7 верхняя и нижняя полумуфты после сборки муфты на трубопроводе свариваются между собой только продольными сварными швами (см. рисунок 5.2). Разделки кромок для сварки продольных швов приведены на рисунке 5.3.
5.10 Технология сварки при выполнении ремонтных работ приведена в приложении Б.
5.11 После сварки муфты на трубопроводе проводится герметизация муфты и заполнение объема между муфтой и трубой композитным составом.
Герметизация зазоров между муфтой и трубой на концах муфты и в месте расположения патрубка вантуза или патрубка ремонтных конструкций П7 проводится быстрозатвердевающим герметиком. Заполнение объема между муфтой и трубой проводится композитным составом после отверждения герметика.
Герметик и композитный состав муфты должны соответствовать требованиям ТТ-83.080.10-ЦТД-112-06.
5.12 При проведении ремонтных работ на трубопроводе муфтами КМТ рабочее давление должно быть снижено до величины не более 2,5 МПа в целях безопасности. Требования к снижению рабочего давления в трубопроводе для отверждения композитного состава муфты приведены в РД-75.180.00-КТН-165-06, а также в приложении А.
Рисунок 5.3 - Разделка кромок муфты КМТ под сварку продольных и кольцевых стыков
5.13 Маркировка изготовленных муфт
Маркировка должна быть выполнена на наружной поверхности каждой муфты, на расстоянии 250 мм от одного из торцов несмываемой краской, шрифтом высотой не менее 30 мм (маркировка по ГОСТ 2.314) и содержать следующие сведения:
а) условное обозначение муфты:
1) для ремонта вантузов - П1В;
2) для ремонта патрубков ремонтной конструкции П7 – П1П7;
Примеры
1 Условное обозначение муфты для ремонта вантузов:
П1В 4
(Диаметр муфты Dм = 820 мм, толщина стенки S = 14 мм, длина L = 1500 мм;
П1 – муфта КМТ;
В – вантуз;
2 Условное обозначение муфты для ремонта патрубков ремонтных конструкций П7:
П1П7 4
(Диаметр муфты Dм = 820 мм, толщина стенки S = 14 мм, длина L = 1500 мм;
П1 – муфта КМТ;
П7 – ремонтная конструкция П7.
б) заводской порядковый номер муфты;
в) марка материала муфты;
г) клеймо ОТК (ГОСТ 2.314).
5.14 В комплект поставки муфт КМТ должны входить:
а) для ремонта вантузов:
1) две верхние полумуфты;
2) одна нижняя полумуфта;
3) входные и выходные патрубки;
4) установочные и контрольные болты;
5) рым-болты;
6) паспорт на изделие, оформленный по ГОСТ 2.601.
б) для ремонта патрубков ремонтных конструкций П7:
1) одна верхняя целая полумуфта с отверстием;
2) одна нижняя полумуфта;
3) входные и выходные патрубки;
4) установочные и контрольные болты;
5) рым-болты;
6) паспорт на изделие, оформленный по ГОСТ 2.601.
6 ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ ПРИ УСТАНОВКЕ МУФТ КМТ П1В И П1П7
6.1 Последовательность выполнения технологических операций
При установке муфт КМТ при ремонте вантузов и ремонте патрубков ремонтных конструкций П7 выполняются следующие технологические операции:
а) расчет геометрических параметров ремонтной муфты (проводится в соответствии с 6.2 настоящего РД)
б) подготовка (земляные работы для обеспечения доступа к месту работы) и очистка участка трубопровода от изоляционного покрытия в месте установки муфты (проводится в соответствии с РД-75.180.00-КТН-164-06);
в) уточнение геометрических параметров патрубка вантуза и патрубка ремонтной конструкции П7 (проводится в соответствии с РД 153-39.* и регламентом ОР-13.01-74.30.00-КТН);
в) подготовка поверхности (абразивноструйная обработка) трубопровода в зоне установки муфты КМТ при ремонте вантуза или патрубка ремонтной конструкции П7 и внутренних поверхностей полумуфт (проводится в соответствии с РД-75.180.00-КТН-164-06);
г) установка муфты КМТ на трубопроводе при ремонте вантуза и патрубка ремонтной конструкции П7 (установка, сборка и сварка муфт проводится в соответствии с РД-75.180.00-КТН-164-06 и приложением Б);
д) контроль качества сварных соединений муфты (проводится в соответствии с требованиями РД 08.00-60.30.00-КТН);
е) регулировка кольцевого зазора между муфтой и трубой и расчет необходимого количества герметика и композитного состава для герметизации и заполнения муфты (проводится в соответствии с 6.5 настоящего РД);
ж) приготовление герметика (проводится в соответствии с РД-75.180.00-КТН-164-06);
и) герметизация зазоров герметиком по торцам муфты и в зоне прилегания вантузного патрубка или патрубка ремонтной конструкции П7 (проводится в соответствии с 6.6 настоящего РД);
к) приготовление композитного состава (проводится в соответствии с РД-75.180.00-КТН-164-06);
л) заполнение композитным составом кольцевого зазора между муфтой и трубой (проводится в соответствии с РД-75.180.00-КТН-164-06);
м) подготовка муфты к заключительному (приемочному) контролю;
н) проведение заключительного контроля качества установки муфты КМТ при ремонте вантуза и патрубка ремонтной конструкции П7;
п) подключение катодной защиты к муфте (проводится в соответствии с ОТТ-25.160.10-КТН-006-06 и 6.8 настоящего РД);
р) Нанесение изоляционного покрытия на установленную муфту.
Пооперационный контроль качества установки муфты на трубопроводе выполняется руководителем ремонтной бригады и представителями службы ЛНК подразделения ДАО МН.
6.2 Расчет геометрических параметров ремонтных муфт П1В и П1П7
6.2.1 Геометрические параметры муфты рассчитываются, исходя из анализа геометрических размеров трубы, патрубков вантуза, патрубков ремонтных конструкций П7 и усиливающих накладок.
Длина муфты в каждом случае определяется, исходя из наружного диаметра усиливающей накладки и наружного диаметра трубопровода:
Lм = Dу. н. + Dн, (6.1)
где Lм - длина муфты, мм;
Dу. н - диаметр усиливающей накладки, мм;
Dн - наружного диаметра трубопровода, мм.
Длина муфт для выполнения ремонтных работ на трубопроводах различного диаметра (Dн) при различных геометрических размерах усиливающих накладок Dу. н представлены в таблице 6.1. Геометрические размеры патрубков вантузов и патрубков ремонтных конструкций П7 представлены в приложении Г.
Таблица 6.1
Длины муфт для различных наружных диаметров трубопровода в зависимости от наружного диаметра усиливающей накладки
Dу. н., мм | Для трубопровода диаметром Dн, мм | ||||||||||
219 | 273 | 277 | 325 | 377 | 426 | 530 | 720 | 820 | 1020 | 1220 | |
Lм, мм | |||||||||||
105 | 500 | 500 | 500 | 500 | 500 | 750 | 1000 | 1000 | 1000 | 1500 | 1500 |
160 | 500 | 500 | 500 | 500 | 750 | 750 | 1000 | 1000 | 1000 | 1500 | 1500 |
195 | - | - | - | - | 750 | 750 | 1000 | 1000 | 1500 | 1500 | 1500 |
290 | - | - | - | - | - | - | 1000 | 1500 | 1500 | 1500 | 2000 |
395 | - | - | - | - | - | - | - | 1500 | 1500 | 1500 | 2000 |
Примечание: В случае, если длина требуемой для ремонта муфты П1В превышает величин, указанных в таблице, то применяют сварную составную муфту, состоящую из муфты П1В и П1, расположенных встык друг с другом и соединенных между собой кольцевым сварным швом, в соответствии с РД-75.180.00-КТН-164-06 | |||||||||||
6.2.2 Расстояние от наружной поверхности трубы (в том числе от поверхности усиливающей накладки - воротника) до внутренней поверхности установленной на трубу муфты в любой точке кольцевого зазора должно быть не менее 6 мм и не более 40 мм. Расстояние между поверхностью патрубка и торцевой поверхностью отверстия верхней полумуфты должно быть не менее 8 мм и не более 12 мм. Номинальный внутренний диаметр муфты Dвн определяется в соответствии с таблицей 6.2.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
