

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4. Программа для ЭВМ.
5. Оптимальные значения n и S и исходные данные.
Примечания:
1. Ми – материал инструмента,
Мд – материал обрабатываемой детали.
2. Размерность исходных данных дана в соответствии с текстом.
3. Для вариантов, где в графах T, Q, tоб стоят прочерки, соответственно они являются критериями оптимальности.
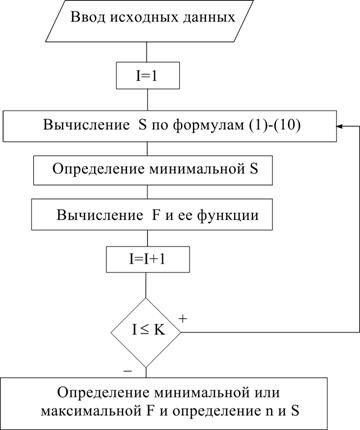
Рис. 4. Блок-схема алгоритма расчета оптимальных режимов
Таблица 4
Паспортные данные станка
| Кол-во ступеней оборотов | N, кВт | Числа оборотов шпинделя, об/мин |
2500 | 23 | 10 | 12,5, 16, 20, 25, 31.5, 40, 50, 63, 80, 100, 125, 160, 200, 260, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 |
Лабораторная работа № 3
ПРОЕКТИРОВАНИЕ ОПЕРАЦИЙ ОБРАБОТКИ ОТВЕРСТИЙ
Цель работы – разработать программную модель расчета точности обработки отверстий и определить параметры, при которых достигается заданная точность.
Основные положения
Обработка отверстий мерными лезвийными инструментами описывается системой математических моделей (табл. 5), расчетные схемы которых приведены на рис. 5–9. Эти модели позволяют определить в любой момент времени положение радиус-вектора r(y) режущей кромки инструмента [3, 4]. В математических моделях вычисляется значение r(y), положение же его определяется в полярных координатах в зависимости от угла поворота y инструмента. Поскольку в математических моделях используются разностные уравнения, то положение r(y) при повороте инструмента на угол y определяется, исходя из его положения пол-оборота назад – y–p. Зная положение радиус-вектора r(y), всегда можно определить параметры точности отверстия: расположение оси, точность формы и диаметрального размера. Для выбранной математической модели из табл. 5 необходимо разработать программную модель, позволяющую определить положение радиус-вектора r(y) и графически изобразить положение его конечной точки в поперечном сечении отверстия. Параметры точности отверстия определяются по предельным значениям r(y) в последнем сечении отверстия, т. е. на последнем обороте инструмента. Если параметры точности не достигнуты, то необходимо изменять технологические параметры (подачу, припуск, угол j и т. д.) и повторить расчеты.
Порядок проведения работы
1. По заданному варианту из табл. 5 выписать исходные данные.
2. Пo табл. 6 определить математическую модель, соответствующую заданным условиям обработки, исходя из значения Kr.
3. Определить вводимые данные и постоянные параметры процесса обработки. Коэффициенты резания K1 и K2 определяются следующим образом:
K1 = 120∙Kg1∙Kj1 ∙Kl1; (3.1)
K2 = 120∙Kg2∙Kj2 ∙Kl2, (3.2)
где Kg, Kj, Kl – коэффициенты, зависящие от углов g, j, l, при этом ![]() ,
,  ,
, ![]() – допуск на угол j;
– допуск на угол j;
![]() (здесь g = 90 – g в град.);
(здесь g = 90 – g в град.);
![]() (
(![]() в град.);
в град.);
 (здесь
(здесь ![]() =15+
=15+![]() в град.).
в град.).
Таблица 5
№ п/п | Метод обработки | D, L |
|
|
|
|
|
|
1 | Сверление | 10, 40 | 0,2 | 0,2 | 0,08…0,1 | 0,1…0,25 | 0 | 10 |
2 | Рассверливание | 20, 60 | 0,1 | 0,1 | 0,06…0,1 | 0,2…0,4 | 16 | 20 |
3 | Растачивание | 90, 80 | 0,05 | 0,05 | 0,03…0,05 | 0,5…0,8 | 88 | 0 |
4 | Зенкерование | 60, 90 | 0,04 | 0,06 | 0,05…0,08 | 0,2…0,5 | 57 | 100 |
5 | Сверление | 5, 20 | 0,1 | 0,2 | 0.06…0,1 | 0,05…0,2 | 0 | 5 |
6 | Рассверливание | 30, 80 | 0,18 | 0,2 | 0,08…0,12 | 0,1…0,4 | 25 | 60 |
7 | Рассверливание | 28, 90 | 0,17 | 0,15 | 0,08…0,1 | 0,3…0,5 | 24 | 50 |
8 | Растачивание | 80, 90 | 0,06 | 0,1 | 0,05…0,1 | 0,1…0,3 | 76 | 20 |
9 | Сверление | 18, 45 | 0,3 | 0,2 | 0,1…0,15 | 0,2…0,5 | 0 | 40 |
10 | Зенкерование | 40, 80 | 0,1 | 0,1 | 0,05…0,08 | 0,4…0,6 | 36 | 100 |
11 | Растачивание | 90, 90 | 0,08 | 0,1 | 0,05…0,08 | 0,1…0,3 | 88 | 0 |
12 | Рассверливание | 26, 50 | 0,15 | 0,2 | 0,1…0,15 | 0,05…0,2 | 20 | 40 |
13 | Растачивание | 88, 80 | 0,06 | 0,12 | 0,05…0,07 | 0,4…0,8 | 86 | 200 |
14 | Сверление | 15, 60 | 0,12 | 0,3 | 0,1…0,12 | 0,05…0,2 | 0 | 12 |
15 | Зенкерование | 50, 90 | 0,08 | 0,1 | 0,05…0,1 | 0,1…0,3 | 46 | 55 |
16 | Зенкерование | 40, 80 | 0,07 | 0,1 | 0,05…0,08 | 0,3…0,6 | 36 | 45 |
17 | Сверление | 6, 20 | 0,08 | 0,15 | 0,07…0,1 | 0,05…0,2 | 0 | 5 |
18 | Растачивание | 60, 50 | 0,05 | 0,1 | 0,03…0,05 | 0,4…0,8 | 58 | 0 |
19 | Растачивание | 50, 60 | 0,04 | 0,08 | 0,03…0,05 | 0,2…0,4 | 49 | 80 |
20 | Сверление | 7, 30 | 0,12 | 0,1 | 0,06 | 0,05…0,1 | 0 | 5 |
21 | Сверление | 8, 60 | 0,1 | 0,3 | 0,02…0,13 | 0,02…0,2 | 0 | 4 |
22 | Рассверливание | 10, 60 | 0,08 | 0,2 | 0,05…0,26 | 0,05…0,3 | 8 | 6 |
23 | Растачивание | 30, 80 | 0,1 | 0,1 | 0,03…0,1 | 0,04…0,2 | 26 | 10 |
24 | Зенкерование | 16, 40 | 0,08 | 0,12 | 0,05…0,15 | 0,1…0,4 | 12 | 18 |
25 | Сверление | 12, 70 | 0,2 | 0,3 | 0,1…0,3 | 0,05…0,3 | 0 | 8 |
26 | Растачивание | 25, 60 | 0,1 | 0,1 | 0,05…0,12 | 0,1…0,4 | 22 | 15 |
27 | Зенкерование | 18, 75 | 0,1 | 0,2 | 0,08…0,2 | 0,2…0,5 | 15 | 20 |
28 | Рассверливание | 16, 70 | 0,12 | 0,22 | 0,1…0,3 | 0,1…0,4 | 12 | 14 |
29 | Сверление | 9, 50 | 0,2 | 0,3 | 0,1…0,3 | 0,03…0,2 | 0 | 3 |
30 | Растачивание | 26, 80 | 0,1 | 0,08 | 0,05…0,15 | 0,1…0,6 | 22 | 0 |
31 | Зенкерование | 14, 65 | 0,12 | 0,3 | 0,1…0,2 | 0,1…0,5 | 10 | 16 |
32 | Рассверливание | 12, 50 | 0,15 | 0,2 | 0,1…0,3 | 0,1…0,4 | 9 | 7 |
33 | Сверление | 4, 30 | 0,1 | 0,3 | 0,05…0,2 | 0,02…0,1 | 0 | 2 |
34 | Растачивание | 22, 60 | 0,08 | 0,1 | 0,05…0,15 | 0,1…0,5 | 18 | 0 |
35 | Зенкерование | 6, 30 | 0,06 | 0,2 | 0,02…0,12 | 0,1…0,4 | 4 | 4 |
36 | Рассверливание | 8,30 | 0,08 | 0,2 | 0,1…0,3 | 0,03…0,3 | 4 | 3 |
Таблица 6

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
