

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
№ модели | Область применения | Математическая модель |
1 |
|
|
2 |
|
|
3 |
|
|
 ;
;
 ;
;
 ;
;
 ;
;Окончание табл. 6
№ модели | Область применения | Математическая модель |
4 |
|
|
5 |
|
|
6 | Kr,,t>S/2 K1<K2 , D0 ¹ 0; J ¹ 0 |
|
 ;
;
Рис. 5. Модель 1, 6
Рис. 6. Модель 2
Рис. 7. Модель 3
Рис. 8. Модель 4
Рис. 9. Модель 5
Для сверла λ и γ находятся по формулам:
 ;
;  ; (3.3)
; (3.3)
 ;
;  , (3.4)
, (3.4)
где ![]() и
и ![]() (
(![]() и
и ![]() только для модели 2) определяются из табл. 7.
только для модели 2) определяются из табл. 7.
![]() ,
, ![]() .
.
Таблица 7
Модель |
|
|
|
|
|
|
1 | 0,1733 | 0,342 | 0,75 | 0,38 | 0,2816 | 0,5 |
2 | 0,23 | 0,23 | 0,565 | 0,565 | – | – |
3 | 0,13 | 0,13 |
|
| – | – |
4 |
|
|
|
| – | – |
5 |
|
|
|
| – | – |



Для других инструментов значения j, γ, λ назначать соответствующими заданному аргументу, при этом всегда:
![]() ;
;  ;
;
![]() ;
;  ;
;
![]() .
.
Рекомендуемые значения:
для сверл  ,
, ![]() ;
;
для зенкеров 
![]()
![]()
![]()
![]()
![]()
для расточных пластин  ,
, ![]()
![]()
![]()
Принятые обозначения:
![]() – подача инструмента в мм/об;
– подача инструмента в мм/об;
![]() – коэффициенты резания;
– коэффициенты резания;
![]() – диаметр отверстия заготовки в мм;
– диаметр отверстия заготовки в мм;
![]() – осевое биение режущей кромки инструмента в мм;
– осевое биение режущей кромки инструмента в мм;
![]() – жесткость инструмента в H/мм;
– жесткость инструмента в H/мм;
 ;
;  ;
;
где  при
при  ;
;  при D0=0;
при D0=0;
![]() – угол в плане;
– угол в плане;
![]() – допуск на заточку угла
– допуск на заточку угла ![]() ;
;
![]() – диаметр инструмента в мм;
– диаметр инструмента в мм;
![]() – припуск под обработку в мм;
– припуск под обработку в мм;
![]() – количество колебаний шпинделя станка за один оборот;
– количество колебаний шпинделя станка за один оборот;
![]() – осевые биения шпинделя, обычно 0,05…0,1 мм;
– осевые биения шпинделя, обычно 0,05…0,1 мм;
– угол поворота инструмента;
![]() – допуск отверстия в заготовке 0,3…0,5 мм;
– допуск отверстия в заготовке 0,3…0,5 мм;
L – длина отверстия.
4. Составить алгоритм расчета точности обработки отверстия по схеме рис. 10.
5. Методика расчета параметров точности.
5.1. Расчет точности диаметра (разбивка отверстия). Для расчета точности диаметрального размера задаются значения: ![]() и
и ![]() .
.
5.2. Разбивка отверстия определяется для моделей 2, 3, 4 по формуле  , т. е. определяется как максимальная сумма пар радиус-векторов на последнем обороте инструмента.
, т. е. определяется как максимальная сумма пар радиус-векторов на последнем обороте инструмента.
Для моделей 1, 5, 6 – по формуле  .
.
5.3. Расчет точности расположения оси (увод оси). Для расчета увода задаются значения: Os > 0![]() и
и ![]() .
.
Увод оси определяется по формуле  , т. е. определяется как максимальная разность радиус-векторов на последнем обороте инструмента.
, т. е. определяется как максимальная разность радиус-векторов на последнем обороте инструмента.
6. Составить программу и набрать её на ЭВМ.
7. Рассчитать точность обработки при заданных условиях и определить параметры процесса, при которых обеспечивается заданная точность диаметра ![]() и расположения оси
и расположения оси ![]() т. е.
т. е.  .
.
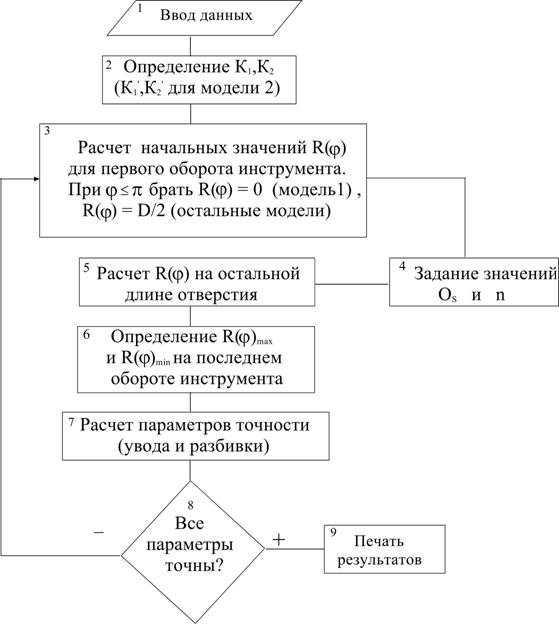
Рис. 10. Блок-схема алгоритма расчета точности обработки
Рекомендации по повышению точности диаметрального размера:
1) увеличить подачу (все модели);
2) увеличить угол j (модели 2, 4);
3) уменьшить угол j (модели 1, 3, 5, 6);
4) уменьшить осевое биение режущей кромки инструмента ![]() (все модели).
(все модели).
Содержание отчета
1. Выбранная математическая модель и критерии выбора.
2. Расчетная схема.
3. Алгоритм расчета.
4. Программа для ЭВМ.
5. Результаты моделирования.
Рекомендации по снижению увода оси отверстия:
1) уменьшить подачу (модели 2, 4);
2) увеличить подачу (модели 1, 3, 5, 6);
3) уменьшить осевые биения шпинделя Оs (все модели);
4) уменьшить угол j.
Лабораторная работа № 4
МОДЕЛИРОВАНИЕ ПРОЦЕССА ВРЕЗАНИЯ
ИНСТРУМЕНТА ОДНОСТОРОННЕГО РЕЗАНИЯ
Целью работы является определение режимов обработки и параметров инструмента одностороннего резания, удовлетворяющих требованиям точности обрабатываемых отверстий.
При направлении инструмента одностороннего резания по предварительно обработанному отверстию в начальный момент врезания вследствие торцевого расстояния h под действием неуравновешенных сил резания инструмент смещается с оси отверстия (рис. 11). При вхождении в отверстие выглаживающих кулачков инструмент кроме осевой подачи совершает обратные радиальные перемещения. Эти перемещения являются причиной появления позиционных отклонений осей обработанных отверстий.
Модель захода инструмента одностороннего резания в отверстие можно представить в виде
r(y)=D – Е - r(y-p)+f(y) , (4.1)
где Е=D –D0 – припуск;
D0 – диаметр засверленного отверстия;
D – диаметр инструмента;
r(y) – текущий радиус получаемого отверстия;
r(y-p) – радиус отверстия, полученного полоборота назад;
 ,
,
где S – подача на оборот;
![]() – угол заточки кулачка в плане.
– угол заточки кулачка в плане.
При наличии осевого биения шпинделя величина подачи определяется из выражения
 , (4.2)
, (4.2)
где DS – амплитуда осевых колебаний шпинделя.
Решение уравнения (4.1) показывает, что в общем случае форма отверстия представляет собой кривую постоянной ширины и состоит из чередующих отрезков дуг окружностей и спиралей Архимеда (рис. 11а).
Самый неблагоприятный случай будет тогда, когда инструмент зайдет в деталь за нечетное число полуоборотов, т. е. при ![]() . При этом поперечное сечение состоит (рис. 11б) из двух спиралей Архимеда.
. При этом поперечное сечение состоит (рис. 11б) из двух спиралей Архимеда.
Рис. 11. Процесс врезания: а – схема направления инструмента;
б – заход за нечетное число оборотов; в – общий случай захода
Расстояние между центром О1 вписанной окружности и центром О засверленного отверстия есть позиционное отклонение оси обработанного отверстия D, диаметр вписанной окружности – диаметр обработанного отверстия, наибольшее расстояние между вписанной окружностью и контуром отверстия – погрешность формы d.
Расчет этих параметров точности производится следующим образом.
1. После расчета радиусов ri восьми последних точек обработанного отверстия при врезании инструмента определяются координаты этих точек в прямоугольной системе координат:
 .
.
2. Определяются диаметры и расположение центров вписанных окружностей, проходящих через 3 точки из 8 рассчитанных во всех возможных сочетаниях по известным соотношениям:
,
где Xj1, Xj2, Xj3, Yj1, Yj2, Yj3 – координаты трех расчетных точек;
Xoi, Yoi – координаты центра центра окружности;
Ri – радиус окружности.
Исходя из соотношения , получим систему из трех уравнений с тремя неизвестными, которая решается известными математическими методами.
3. После определения параметров каждой окружности проверяется наличие точек профиля внутри данной окружности. Для этого необходимо определить радиус-векторы каждой расчетной точки и произвести сравнение:
Ri £ Rj.
Если это неравенство не выполняется, то эта окружность в дальнейшем не рассматривается. Из оставшихся окружностей за вписанную принимается окружность с наибольшим радиусом R0.
4. Определяются координаты (х0, у0) центра этой окружности и находятся его смещение, т. е. позиционное отклонение от оси засверленного отверстия:
5. Погрешность формы просверленного отверстия определяется по наибольшей разности между точками наибольшей вписанной окружности и профиля просверленного отверстия по формуле
 ,
,
где х0, у0, R0 – координаты центра и радиус наибольшей вписанной окружности;
xi, уi – текущие значения координат точек профиля просверленного отверстия.
Порядок проведения работы
1. Для своего варианта по табл. 8 определить исходные данные: D – диаметр инструмента, D0 – диаметр засверленного отверстия, D1 – допуск на диаметр засверленного отверстия, Smin и Smax – минимально и максимально допустимые подачи, ∆S – осевые колебания шпинделя, ![]() – угол заточки кулачка в плане (любое значение из заданного интервала).
– угол заточки кулачка в плане (любое значение из заданного интервала).
2. Разработать алгоритм и программу и ввести исходные данные в ЭВМ.
3. Поскольку на отверстие в заготовку есть допуск D1, то угол j и число оборотов сверла, за которые происходит процесс врезания, будут колебаться от максимального до минимального. ЭВМ рассчитывает и выводит максимальное и минимальное число полуоборотов инструмента за время врезания. Так как наибольшая погрешность возникает при нечетном числе полуоборотов, то необходимо ввести в ЭВМ наибольшее нечетное число из рассчитанного интервала.
4. При различных подачах на экран дисплея выводится значения увода оси отверстия Δ (позиционное отклонение), координаты центра оси (х0, у0), радиус полученного отверстия Rо и погрешность формы d.
5. По вычисленным значениям построить два графика зависимости погрешности формы и увода оси от подачи.
6. По графику определить подачу S, при которой погрешность формы и увода оси будут меньше допустимых (соответственно δ и Δ в табл. 8).
7. Если при данных условиях заданная точность обработки не обеспечивается, то нужно изменить угол j и ввести его значения в ЭВМ.
Таблица 8
№ варианта | D, мм | D0, мм | D1, мм | Smin , Smax | j, град. | ΔS, мм/об | Δ | δ |
1 | 20 | 19,50 | 0,05 | 0,02; 0,4 | 30…60 | 0,05 | 0,014 | 0,015 |
2 | 25 | 24,50 | 0,1 | 0,015; 0,5 | 35…55 | 0,02 | 0,012 | 0,015 |
3 | 30 | 29,50 | 0,12 | 0,01; 0,60 | 40…60 | 0,03 | 0,015 | 0,015 |
4 | 18 | 17,50 | 0,06 | 0,02; 0,60 | 30…50 | 0,1 | 0,012 | 0,012 |
5 | 16 | 15,50 | 0,08 | 0,05; 0,60 | 35…65 | 0,08 | 0,012 | 0,012 |
6 | 32 | 31,50 | 0,11 | 0,03; 0,40 | 40…70 | 0,025 | 0,016 | 0,018 |
7 | 10 | 9,50 | 0,07 | 0,01; 0,2 | 35…60 | 0,06 | 0,02 | 0,02 |
8 | 15 | 14,50 | 0,09 | 0,02; 0,3 | 35…65 | 0,07 | 0,018 | 0,016 |
9 | 13 | 13,60 | 0,04 | 0,05; 0,4 | 45…60 | 0,04 | 0,025 | 0,025 |
10 | 19 | 18,40 | 0,013 | 0,06; 0,3 | 35…50 | 0,15 | 0,03 | 0,03 |
11 | 11 | 10,60 | 0,03 | 0,04; 0,25 | 30…65 | 0,2 | 0,022 | 0,035 |
12 | 22 | 21,30 | 0,1 | 0,07; 0,35 | 40…70 | 0,12 | 0,024 | 0,017 |
13 | 27 | 27,20 | 0,13 | 0,08; 0,45 | 30…60 | 0,09 | 0,035 | 0,022 |
14 | 32 | 32,30 | 0,14 | 0,08; 0,45 | 35…55 | 0,11 | 0,04 | 0,032 |
Содержание отчета

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
