
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
преподаватель КГБОУ СПО «Комсомольский-на-Амуре
ИССЛЕДОВАНИЕ МЕХАНИЧЕСКОЙ И ГЕОМЕТРИЧЕСКОЙ НЕОДНОРОДНОСТИ ХРОМОНИКЕЛЕВОЙ СТАЛИ 12Х18Н10Т
ПРИ АВТОМАТИЧЕСКОЙ АРГОННО – ДУГОВОЙ СВАРКЕ
В машиностроении широко распространены соединения различных коммуникационных элементов тонкостенных оболочек между собой. Это штуцера, фланцы, горловины, трубки в соединении с ниппелями и другими деталями. Во многих случаях от свойств таких соединений зависит надёжность и безопасность сложных и дорогостоящих объектов авиакосмической промышленности.
Обеспечить стабильность свойств сварного шва по всей его длине трудно, так как температурное поле не достигает квазистационарного состояния в течение всего процесса сварки, а сварные соединения должны удовлетворять жёстким требованиям по механическим, микроструктурным и геометрическим характеристикам. Выполнение этих требований зачастую затруднено из-за повышенной вероятности появления дефектов, связанных со спецификой температурных полей в деталях при кольцевом движении источника тепла. Стеснённые условия теплопереноса в сочетании с неустановившимся характером температурного поля приводит к резкому расширению шва, увеличению зоны термического влияния и перегреву металла [1, 2]. Поэтому актуальными являются исследования направленные на обеспечение более высокой надёжности и качества кольцевых сварных соединений.
Исследования проводились в лабораториях -на-Амуре авиационного производственного объединения им. » на трубчатых образцах из хромоникелевой стали 12Х18Н10Т диаметром от 28 до 90мм. Толщина стенок составляла от 0,6 до 1,0мм. В качестве присадочного материала применялась сварочная проволока св – 06Х19Н9Т, диаметром 1,2мм. Процесс осуществлялся на установке аргонно-дуговой сварки Orbimat 300 AC/DC.
Наложение сварного шва осуществлялась за один оборот с небольшим нахлестком для исключения непровара. При этом сварочный шов разбивался на несколько равных сегментов без учета нахлестка. Он наносился поверх первого сектора и соответствовал центральному углу ~1
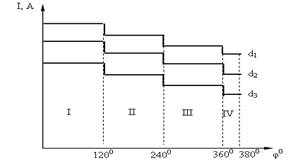
Сварка велась на режимах, при которых сила тока менялась ступенчато, с переходом от одного сегмента сварного шва к другому, а число основных сегментов принималось оптимальным (рис. 1).
|
Рис. 1. Токовая диаграмма цикла сварки при разбивке сварного шва на оптимальное число сегментов при различных диаметрах труб d1 > d2 > d3 |
Геометрические размеры сварного шва измерялись штангенциркулем TESA®CCMA-M(0.510008) и инструментальным микроскопом УИМ-21. Замеры проводились на участках, расположенных равномерно по дуге сварного шва от точки начала до точки окончания процесса. Контролируемые параметры поперечного сечения шва показаны на рис. 2.

Рис. 2. Геометрические параметры сварного шва
l – ширина усиления, l1 – ширина проплава, q – высота усиления, q1 –глубина проплава
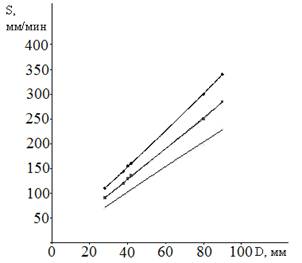
Силу сварочного тока, скорость перемещения дуги и скорость подачи проволоки определяли с учетом толщины стенки трубы, диаметра сварочной проволоки и диаметра трубы. В качестве критерия оптимизации принимали оптимальную микроструктуру и механические характеристики, а также минимальное отклонение геометрических характеристик по сечению кольцевого сварного шва. Было установлено, что с увеличением диаметра трубы и толщины стенки, величина сварочного тока и скорость подачи сварочной проволоки повышается. На рис. 3 приведена зависимость скорости подачи проволоки от диаметра и толщины стенки трубы. Зависимость носит линейный характер, при этом повышение толщины трубы с 0,6мм до 1,0мм приводит почти к двукратному повышению подачи сварочной проволоки.
| ||
Рис. 3. Изменение скорости подачи сварочной проволоки в зависимости от диаметра труб 1 - стенка 1.0 мм; 2 - стенка 0.8 мм; 2 - стенка 0.6 мм |
Проведена оптимизация по величине сварочного тока. Установлено, что при его постоянной величине в течение всего сварочного процесса, отклонения как механических и микроструктурных, так и геометрических характеристик сечения сварного шва достигает максимальных величин. За счёт управления тепловложением посредством корректировки силы сварочного тока в процессе автоматической сварки тонкостенных трубчатых деталей из материала 09Х18Н10Т, обеспечиваются стабильные микроструктурные, механические и геометрические показатели шва, что приводит к ощутимому уменьшению разброса их данных. Наименьшая величина отклонения выше упомянутых характеристик сварного шва достигается при 3-х основных ступенях регулирования тока и одной дополнительной, при этом на двух последних ступенях можно осуществлять сварку практически на одних и тех же режимах, что незначительно упрощает процесс токового регулирования (табл. 2).
Анализ геометрических характеристик показал, что сварка при неизменном токе приводит к значительному увеличению ширины усиления, ширины и глубины проплава по мере наложения сварного шва, при этом высота усиления уменьшается, уходя в «минус», образуя в сечении сварного шва вогнутость (рис. 4). Это, в конечном итоге, проявляется на физико-механических характеристиках сварных соединений (табл. 2), а сам шов не отвечает требованиям ПИ 1.4.75 – 2000. При двухшаговом снижении силы тока геометрические параметры вписываются в нормативные требования, но абсолютный разброс отдельных характеристик сварного шва остается высоким. Начиная с трехшагового токового режима, все геометрические характеристики сечения сварного шва соответствуют нормативным требованиям по величине и абсолютному разбросу.
В результате проведённой оптимизации сварной шов разбивался на определённое количество сегментов, позволяющих получить, насколько это возможно, оптимальные структуру и механические характеристики при сварке, а также минимальную и стабильную ширину и высоту усиления, ширину и глубину проплава.
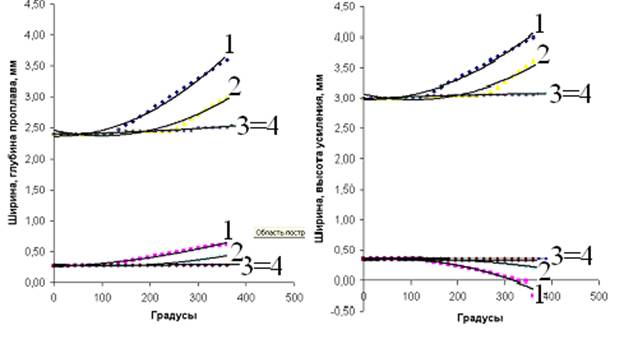
Рис. 4. Изменение геометрических параметров сварного шва при ААрДЭС в зависимости от разбивки на сегменты (стенка 0,6 мм/0,8 мм/1,0 мм)
1 – 1 сегмент; 2 – 2 сегмента; 3 – 3 сегмента; 4 - 4сегмента
Анализ результатов, приведенных в табл. 2 показывает, что предел прочности сварных соединений достигает наибольших значений в начале процесса. Сварка в этой области происходит при минимальной температуре и максимальном градиенте температур. При одно - и двухшаговых токовых режимах прочность по мере наложения сварного шва снижается, а начиная с трёхшагового токового режима остается постоянной по всем сечениям. Оптимальные режимы сварки при 3-х основных ступенях регулирования токовым режимом и одной дополнительной для различных диаметров и толщин труб представлены в таблице 1.
В результате проведённой оптимизации наблюдается ощутимое снижение числа доработок тонкостенных полых заготовок труб, изготавливаемых с использованием автоматической сварки с 32% до 2%, что свидетельствует о целесообразности проведённой работы для производственных целей (рис. 5).
Таблица 1
Сварочный ток при разбивке сварного шва на 3 основных сегмента при различных толщинах стенки трубы (0,6 мм / 0,8 мм / 1,0 мм)
Диаметр трубы, мм | Угловые значения сегментов | |||
1 сегмент | 2 сегмент | 3 сегмент | Нахлесток (дополнительный сегмент) | |
0 | 1 | 2 | ||
28 | 19/25/31 | 18/24/30 | 16/22/28 | 15/21/27 |
38 | 21/27/33 | 20/26/32 | 18/24/30 | 17/23/29 |
40 | 23/29/35 | 22/28/24 | 20/26/32 | 19/25/31 |
42 | 25/31/37 | 24/30/36 | 22/28/34 | 21/27/33 |
80 | 27/33/39 | 26/32/38 | 24/30/36 | 23/29/35 |
90 | 28/34/40 | 27/33/39 | 25/31/37 | 24/30/36 |
Таблица 2
Предел прочности (σвр, МПа) сварного шва в зависимости токового
режима
Режим сварки | Угловая координата точки замера | |||
100 | 1200 | 2400 | 3600 | |
При неизменном токе |
|
|
|
|
2-х ступенчатое регулирование |
|
|
|
|
3-х ступенчатое регулирование |
|
|
|
|
4-х ступенчатое регулирование |
|
|
|
|
В числителе максимальное и минимальное значение, в знаменателе - среднее значение
|
| ||||
Рис. 5 Доработка сварного трубопровода а) при ААрДЭС; а) при АрДЭС; |
Выводы
1. Электрические режимы сварки необходимо выбирать исходя из толщины стенки трубы, диаметра сварочной проволоки, диаметра самой трубы и количества сегментов, в пределах которых наложение сварного шва необходимо осуществлять на соответствующих токовых режимах.
2. Корректировкой силы тока при сварке труб, предварительно разбив траекторию движения электрода на сегменты, можно активно управлять геометрической стабильностью, механической прочностью и структурной стабильностью сварного соединения.
Литература
1. , , Семенов сварка тонкостенных труб малого диаметра из стали и титана. Л.: ДБНТП, 1975, 28 с.
2. Рыкалин тепловых процессов при сварке. М: Машгиз, 1951, 296 с.
