
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Аспирант
Камский государственный политехнический институт
Экспериментальное исследование зависимости геометрии заготовки и глубины воздействия лазерного излучения
Обработка, осуществляемая при помощи лазерного оборудования, является одним из высокоэффективных методов. Внедрение автоматизированных систем управления лазерными технологическими комплексами позволяет улучшить получаемые показатели качества , что повышает эффективность применения лазерных технологий в машиностроении. Однако процесс внедрения сдерживается несовершенством модели описывающей лазерную обработку и поэтому, создание адекватной модели позволит с большой точностью прогнозировать получаемые характеристики. В существующих системах управления для получения требуемых параметров качества и стабилизации процесса обработки используется модель, в которой не учитываются особенности взаимодействия лазерного излучения с материалом.
Процесс распространения теплоты мощного быстродвижущегося источника теплоты можно описать следующим уравнением [1]:
| (1) |
 ,
,где t-время отсчитываемое от момента, когда центр распределенного источника пересекает плоскость ![]() (рис.1),
(рис.1),
![]() -координаты рассматриваемой точки A, лежащей в плоскости
-координаты рассматриваемой точки A, лежащей в плоскости ![]() ,
,
q - тепловая мощность,
t0- постоянная времени,
a - коэффициент температуро-проводности,
![]() - коэффициент теплоемкости.
- коэффициент теплоемкости.
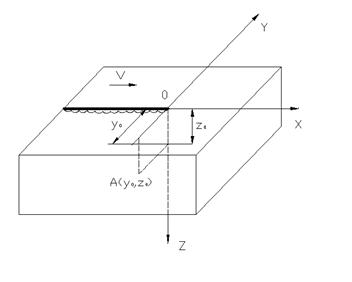
Рис 1. Мощный быстродвижущийся источник на поверхности полубесконечного тела.
Рассмотренная модель (1) может быть использована для расчета температур при действии на поверхности тела любого источника нагрева с произвольным распределением плотности потока.
Было замечено, что во время обработки деталей вблизи места выхода лазерного луча за пределы заготовки дорожка, образованная в результате проплава основного материала, расширяется, что в свою очередь может привести к появлению неисправимого брака. Особенно это заметно на плоских заготовках и листовом материале. На данный момент эта проблема решается снижением скорости движения луча, но при этом возможны ошибки при определении нужного значения скорости или места, с которого идет уменьшение скорости, либо введением обратной связи по температуре.
На наш взгляд, это является следствием, накопления тепла за счет разницы теплопроводности между материалом и средой. Для проверки этой гипотезы были проведен эксперимент. На пластину из стали45 размером 50ммX50мм и толщиной 3 мм было нанесено при помощи технологического CO2 лазера ХЕБР-1А 3 дорожки при одинаковых режимах обработки, но на разных расстояниях от граней (рис.2), после обработки каждой дорожки образец охлаждался до комнатной температуры. Направление движения луча показано стрелкой.
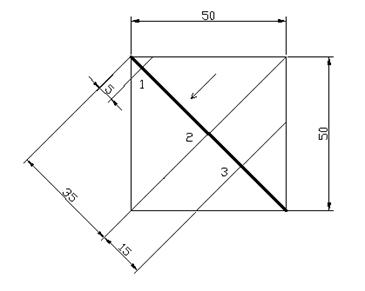
Рис.2. Схема расположения дорожек и сечения микрошлифов.
По результатам эксперимента видно, что в начале дорожки происходит накопление тепла, в середине тепло распределилось по объему образца, поэтому глубина воздействия лазерного луча тоже уменьшилась. На выходе тепловая картина снова меняется. Различные значения глубины воздействия луча между входом и выходом можно объяснить общим нагревом заготовки и если этот нагрев на дорожки №2 и №3 почти не сказался, то на дорожке №1 разница существенна. Фотографии микрошлифов дорожки №1 приведены на фото. 1-3
Фото.1. Торец дорожки №1,вход
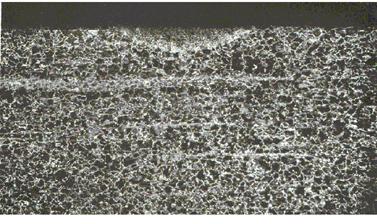
Фото.2. Поперечное сечение дорожки №1
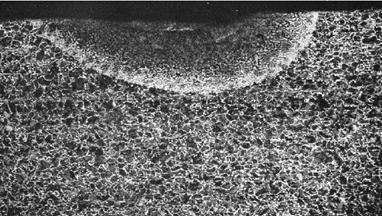
Фото.3. Торец дорожки №1, выход
Данные результатов измерений приведены в табл.1.
Таблица1.
№ дорожки | Место контроля | Глубина проплава, мм |
1 | Вход | 0,20 |
1 | Середина | 0,12 |
1 | Выход | 0,36 |
2 | Вход | 0,22 |
2 | Середина | 0,20 |
2 | Выход | 0,24 |
3 | Вход | 0,22 |
3 | Середина | 0,14 |
3 | Выход | 0,24 |
Исходя из полученных данных, можно говорить, что геометрия заготовки оказывает влияние на состояние теплового поля, которое в свою очередь влияет на характеристики, получаемые при обработке и поэтому в существующую модель (1) нужно ввести коэффициент K, который будет учитывать геометрию заготовки:
Для выяснения численных значений коэффициента нужно провести ряд экспериментов и микроструктурный анализ вдоль всей дорожки на заготовках с различными размерами и формой, и нахождения зависимости между геометрией заготовки и глубины воздействия.
Коэффициент K учитывающий геометрию детали, позволяет более точно прогнозировать ситуацию в зоне обработке, что в свою очередь приводит к стабилизации параметров, влияющих на качество изготовляемой продукции на лазерном оборудовании.
Литература:
1. Методы поверхностной лазерной обраблтки: Учеб. пособие для вузов /, ; Под. ред. . – М.: Высш. шк., 1987.
2. Введение в физику лазеров, перевод с англ. под ред. , Издательство наука, Главная редакция физико-математической литературы, 1978 г.
