

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
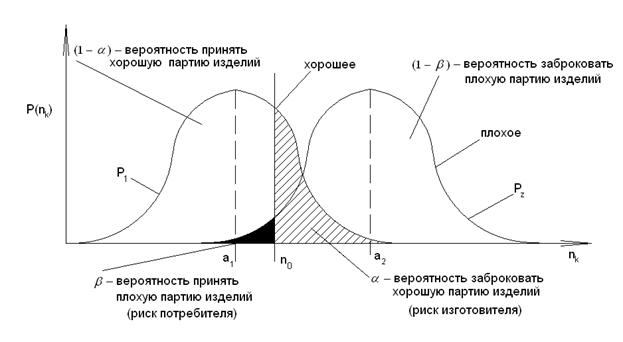
Обозначение: Т01-средняя наработка на отказ, при которой аппаратура признается годной
Т02- средняя наработка на отказ для изделия надежной партии
Введем также обозначения  для биномиального распределения мат. ожидания
для биномиального распределения мат. ожидания 
Но при ![]() можно использовать закон Пуассона, для которого имеем
можно использовать закон Пуассона, для которого имеем
а) для одного изделия 
б) для N изделий 
в) среднее значение отказов за время испытаний tn  т. е.
т. е.

оценочный норматив Тк (хотя d=nk фигурирует при пользовании формулами и таблицами)
Примет №1 из партии N0=1000 изделий взята выборка N=95; заданы риски ![]()
![]() час.
час. ![]() час. Требуется найти длительность испытаний tn и оценочный норматив Тк
час. Требуется найти длительность испытаний tn и оценочный норматив Тк
Решение: 1) находим 
2) из таблици1 ![]()
3) из таблици2 ![]()
![]()
4) ![]()
5) 
6) ![]()
7) проверим справедливость (законность) использование распределение Пуассона
Пример№2 из партии N0=1500 магнитофонов взята выборка N=50 шт. Заданы Т01=4000час ![]() Т02=2400час. Найти tn и Tk
Т02=2400час. Найти tn и Tk
Решение :
1) ![]() Выборка N=130
Выборка N=130
2) 
3) таблица1 ![]()
4) таблица2 ![]()
![]()
5) ![]()
6) 
7) ![]()
8) 
Пример №1
Контроль надежности методом однократной выборки (контроль по наработке)
Дано: N0=3000
![]()
![]()
![]()
Пусть из расчета надежности контролируем изделия известно: 
Здесь Т01- средняя наработка на отказ для изделия надежной партии; тогда соответствующую величину для изделия из надежной партии обозначили через Т02.
Порядок расчета:
1. Определяем величину ![]()
2. По таб. Определяем n0=18
3. По таб. Определяем 
4. Определяем суммарную наработку изделий выборки N ![]()
5. Определяем оценочный норматив Тк 
6. Так как таб. 1и 2 рассчитать с использованием закона Пуассона, необходимо величину выбрать N выбрать таким образом, чтобы ![]() и
и ![]()
Из выражений

следует:![]() ,
,
откуда ![]()
Таким образом, имеем выражение  откуда следует
откуда следует ![]()
С другой стороны ![]() т. е
т. е ![]() . Итак, объем выборки N определяемся неравенством
. Итак, объем выборки N определяемся неравенством ![]() Принимаем объем выборки N=250.
Принимаем объем выборки N=250.
7. Определяем длительность этапа испытаний tn для выборки объемом N=250
Т. о. план проверки партии изделии на надежность путем контроля по наработке на состоит в следующем:
1. Из партии N0=3000 lделается произвольно выборка N=250
2. Изделия устанавливаются на испытания длительностью 480 часов
3. Определяется суммарное время наработке изделий ![]() и число отказов nk за время испытаний
и число отказов nk за время испытаний ![]()
4. Вычисляется среднее время наработке на отказ 
5. Принимается решение а) при ![]() (оценочный норматив) партия N0 принимается как пригодная б) при
(оценочный норматив) партия N0 принимается как пригодная б) при ![]() партия N0 бракуется
партия N0 бракуется
Методические указания к выполнению
Индивидуального задания в частности составления плана контроля надежности партии изделия по методу однократной выборки (под метод - контроль числа дефектных изделий)
Исходные данные (например)
N0=6500 (объем контролируемой партии)
Определить: объем выборки N и оценочный норматив n0
Решение.
Трудность заключается в том, что на мне известны величины q1 иq2. а заданно только соотношение между ними. однако у нас есть результат расчет надежности заданного узла, т. е. известны функции.  вероятность безотказной работы узла за время t
вероятность безотказной работы узла за время t
![]() вероятность отказа за время t.
вероятность отказа за время t.
Следовательно, мы можем для изделия из “хорошей ”партии задавать время испытаний (прогона) t0 и вычислять соответствующую величину q1 по формуле, ![]() где
где ![]() - рассчитать для заданного узла результирующая интенсивность отказа.
- рассчитать для заданного узла результирующая интенсивность отказа.
При выборе t0 необходимо иметь в виду, что:
1. q1 и q2 должны быть не меньше 0,1 чтобы соблюдался закон редких событий (Пуассона)
2.  по тем же причинам
по тем же причинам
3. t0 желательно получить небольшой величины, чтобы упростить реализующие процедуры контроля партии изделий.
Переходим к примеру расчета. Пусть для заданного узла при расчете надежности получено значение интенсивности отказа  задается временем испытаний t0=100 час
задается временем испытаний t0=100 час
Теперь можно определять
![]() Тогда q2=0.0175
Тогда q2=0.0175
Определяем 
По таблице 1 находим по (при![]() )=13
)=13
По таблице 2 находим ![]() (при
(при![]() )=11
)=11
Теперь можно определить объем выборки N из выражения ![]()
 Проверяем
Проверяем ![]()
Резюме: план контроля партии изделий определяем так: 1. Из N=6500 изделий делаем выборку объемом N0=225
2. Ставим выбранные изделия на испытания длительностью 100 часов.
3. К концу испытаний подсчитываем число nk дефектных изделий (вышедших из строя). Если ![]() партия принимается. В противном случае партия бракуется. При этом обеспечивается заданные риски
партия принимается. В противном случае партия бракуется. При этом обеспечивается заданные риски ![]()
Тема 5. Диагностика РЭА
5.1. Основные понятия и определения.
Технологическая диагностика включает в себя теорию и методы определения текущего состояния объектов диагностирования (ОД) с помощью средств технического диагностирования и контроля (СРД и К).
Техническое состояние ОД – это совокупность свойств ОД, подтвержденных изменениям в процессе производства и эксплуатации.
Объекты диагностирования различного типа РЭА: телевизоры, радиоприемники, проигрыватели, компьютеры, телефоны и т. д.
СРД и К – различного типа электрорадиоизмерительные приборы, генераторы сигналов, осциллографы, информационно-измерительные системы и другие устройства, с помощью которых производиться определение технического состояния ОД.
Виды технического состояния:
· Исправность, когда ОД удовлетворяет всем требованиям нормативно-технической документации (НТД); в противном случае он не исправен;
· Работоспособность, когда ОД удовлетворяет основным требованиям НТД, определяющим возможность его применения по назначению. Работоспособный объект может быть неисправен.
При диагностировании РЭУ решаются три задачи:
1. Определение технического состояния ОД в настоящий момент времени; это основная задача технической диагностики;
2. Техническое прогнозирование – определение технического состояния ОД на некоторый будущей момент;
3. Техническая генетика – определение технического состояния ОД в прошлом (расследование причин отказов, аварий и т. д.)
Важной задачей при диагностировании является выбор технических параметров (ТП), по которым можно достоверно определить результат диагностирования. Таких ТП может быть много, но для уменьшения трудоемкости, стоимости диагностирования, снижения сложности СРД и К обычно число контролируемых ТП (основных, наиболее эффективных) составляет не более 3-6.
Диагностика используется при проектировании, производстве и эксплуатации РЭА.
Диагностика – не цель, а средство повышения эффективности производства при сборке и наладке РЭА, средство повышения надежности РЭА при её эксплуатации. Задачи контроля и диагностики существенно упрощаются, если при проектировании РЭА была предусмотрена возможность выявления её технического состояния (встроенный контроль, разработка соответствующих СРД и К).
В ремонт и регулировку Оформление результатов контроля ТП и несоответствия их требованиям НТД В ремонт Оформление результатов пробного включения Контроль ТП на их соответствия требованиям НТД Подготовка СРД и К к работе Выбор методик контроля ТП Пробное включение Выбор ТП для пробного включения Визуальный осмотр РЭА![]()
![]()
![]()
![]()
![]()

 5.2 Обобщенный алгоритм диагностирования РЭА.
5.2 Обобщенный алгоритм диагностирования РЭА.
 Нет
Нет
Есть![]()
![]()
Нет
![]() Да
Да
 Нет
Нет

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
