
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
-Метод пробных ходов и промеров (МПХиП)
-Метод автоматического получения размеров на настроенных станках (МАПРнаНС)

Рис.1. Поле допуска графич. изображ. (размер А)
Метод пробных ходов и промеров (МПХиП): инструмент настраивается при обработки каждой заготовки в отдельности.
Сущность метода: к обрабатываемой поверхности заготовки, установленной на станке, подводят режущий инструмент и с короткого участка заготовки (пр. 5мм) снимают пробную стружку, после этого станок останавливают, делают пробный замер полученного размера, определяют величину его отклонения от желаемого (необходимого) и при необходимости вносят поправки, которые отсчитывают по делениям, затем вновь производят пробную новую обработку, проводят новый замер, вновь вносят поправку и т. д. до получения правильного положения инструмента относительно заготовки, при котором обеспечивается требуемый размер. После этого выполняют обработку заготовки по все длине. При обработки следующей заготовки всю описанную процедуру установки инструмента повторяют.
В данном методе применяется разметка: на поверхности исходной заготовки специальным инструментом (чертилками, штангенрейсмусом и т. д.) наносят тонкие линии, показывающие контуры будущей детали, положения центров будущего отверстия, контуры выемок и т. д. При последней обработки рабочий стремится согласовать траекторию перемещения режущего лезвия инструмента с линиями разметки.
Достоинства метода:
1На неточном оборудовании можно получить высокую точность обработки.
2При обработке партии мелких заготовок исключается влияние износа режущего инструмента на точность выдерживаемого размера.
3Освобождает предприятие от необходимости изготовления сложных и дорогостоящих приспособлений типа кондукторов, поворотных столов, делительных приспособлений и т. д. Т. к. положения центров отверстий и другие взаимные расположения определяются разметкой.
Недостатки:
1Зависимость достигаемой точности обработки ![]() – минимальной толщины стружки, который может снять резец.
– минимальной толщины стружки, который может снять резец.
Пр. при токарной обработки: доведенная резцами эта толщина не мене 0,005мм. При точении обычно заточенными резцами ![]() , а при некотором затуплении
, а при некотором затуплении ![]() . Очевидно, что при работе пробными ходами и промерами рабочий не может внести в размер поправку менее
. Очевидно, что при работе пробными ходами и промерами рабочий не может внести в размер поправку менее ![]() .
.
2Риск появления брака по вине рабочего.
3Низкая производительность и высокая себестоимость.
В связи с указанными + и – данный метод применяется при единичном, мелкосерийном производстве изделий, в опытном производстве, в ремонтном деле, в тяжелом машиностроении.
Метод автоматического получения размеров на настроенных станках
Это метод в значительной мере лишен тех недостатков, которые свойственны предыдущему методу.

Суть метода:
![]()
![]()
![]()
![]()
При настройки размеры ![]() и
и ![]() с помощью перемещений стола устанавливаются с таким расчетом, чтобы как можно большего числа деталей размеры были в допустимых пределах.
с помощью перемещений стола устанавливаются с таким расчетом, чтобы как можно большего числа деталей размеры были в допустимых пределах.
Формулы ![]() и
и ![]() - поправки вводимые из-за наличия технологической системы упругих деформаций, зазоров и т. п.
- поправки вводимые из-за наличия технологической системы упругих деформаций, зазоров и т. п.
Достоинства МАПРнаНС:
1 Повышение точности обработки и сниженеие риска брака (здесь точность обработки не зависит от ![]() , т. к. припуск на обработку устанавливается заведомо превыщающ.
, т. к. припуск на обработку устанавливается заведомо превыщающ. ![]()
2 Рост производительности обработки (за счет устранения потерь времени на предварительную разметку и осуществления пробных ходов и промеров).
3 Рациональное использование рабочих высокой квалификации: работу на настроенных станках могут выполнять ученики и малоквалифицированные рабочие-операторы. Высококвалифицированные рабочие выполняют только настройку, обслуживая одновременно 8-12 станков).
4 Повышения экономичности производства: высокая производительность труда, снижение брака способствуют повышению эффективности производства.
Использование метода автоматического получения размера на настроенных станках в условиях мелкосерийного производства ограничиваются некоторыми экономическими соображениями:
1 Потери времени на прод. настроенных станков могут привзойти выигрыш времени от автоматического получения размера.
2 Затраты на изготовление однородных и точных исходных заготовок, требуемых для работы на настроенных станках могут не окупаться при малых количествах выпускаемой продукции.
3 Тщательная технологическая подготовка производства с подробной разработкой технологического процесса и схемы настройки станка не рациональна для мелкосерийного и многономенклатурного производства.
Вопрос 8.
Погрешность обработки. Виды погрешностей (систематические и случайные). Опытно - статистические методы определения параметров точности ТС: метод кривых распределения, метод точечных диаграмм.
Независимо от метода достижения заданной точности при обработке возникает погрешность, вызываемая причинами систематического и случайного характера.
Погрешность обработки подразделяется на систематическую и случайную.
Методы определения точности обработок:
Вероятностно-статистический. Применим при обработке значительного числа заготовок (50 и более) как методом ходов и промеров, так и методом автоматического получения размеров.
В ходе исследования устанавливаются размеры интересующего параметра объекта и на основе метода математической статистики выявляют точность обработки. Этот метод универсальный и позволяет достоверно оценивать и исследовать точность обработки, сборки, контроля и других и др. операций, но требует проведение экспериментов. Экономически целесообразен в условиях крупносерийного и массового пр-ва.
Расчетно-аналитический. Заключается в оценке точности по аналитическим (эмпирическим или теоретическим) формулам для строго определенных условий выполнения технологического процесса Достоинства – опирается на физическую сущность явлений в рассматриваемом процессе с выявлением причин образования погрешности. Позволяет предсказывать погрешность обработки на стадии проектирования ТП. Но отсутствие необходимых расчетных формул для разнообразных процессов ограничивает практическое применение данного метода.
Расчетно-статистический. Основан на использовании достоинств вероятно-статистического метода и расчетно-аналитического. Этот гибкий метод позволяет определять погрешность обработки путем оценки ее отдельных составляющих расчетным или статистическим путем. При недостатке расчетных данных в большей мере будет носить вероятностно-статистический характер.
Вероятностно-статистический метод оценки точности.
Основан на проведении обработки опытной партии заготовок с установленными требованиями точности выдерживаемого размера с помощью шкального измерительного инструмента.
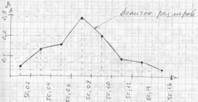
Результат измерений математически обрабатывают, после чего строят кривую распределения исследуемого размера. Для этого в полученном ряде размеров выделяются предельные значения Lmax, Lmin. Разность между ними называется размахом распределения или полем рассеивания размеров. ∆p=Lmax - Lmin. полученное значение разбивают на равные интервалы и определяют частоту повторения размеров в каждом интервале.
№ | Диапазон размеров | Частота mi | Частость b=mi/n | |
Свыше, мм | До включ. верхн грани | |||
1 | 50 | 50,02 | 5 | 0,05 |
2 | 50,02 | 50,04 | 13 | 0,13 |
3 | 50,04 | 50,06 | 16 | 0,16 |
4 | 50,06 | 50,08 | 28 | 0,28 |
5 | 50,08 | 50,10 | 20 | 0,20 |
6 | 50,10 | 50,12 | 8 | 0,08 |
7 | 50,12 | 50,14 | 7 | 0,07 |
8 | 50,14 | 50,16 | 3 | 0,03 |
Если увеличить число размерных групп, а так же число обрабатываемых деталей, то ломаные линии становятся более плавными
. 
При обработке заготовок на станках способом автоматического получения размеров точность обработки подчиняется закону нормального распределения. Закон нормального распределения имеет место в случае, если на выдерживаемый размер влияет множество взаимно независимых факторов, среди которых нет доминирующих.

Если размер зависит только от действия одного фактора, изменяющегося по линейному закону, то распределение размеров подчиняется закону равной вероятности
. 
Если размер интенсивно возрастает в начальный период резания, а затем его рост замедляется и после вновь увеличивается, то распределение размеров подчиняется закону треугольника (Симпсона)
![]()
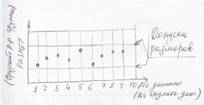
Метод точечных диаграмм.
Кривые распределения изображаются без учета того в какой последовательности обрабатываются детали (детали как бы перемешаны). Точечные диаграммы отражают последовательность обработки заготовок.
Для их построения по горизонтальной оси откладываются номера обрабатываемых заготовок в той последовательности в которой они сходят со станка, по вертикальной оси в виде точек откладываются размеры измерений параметра.
Достоинства: с помощью точечных диаграмм проще проследить за ходом технологического процесса, при необходимости внести в ход ТП изменения.
прод9
Погрешности обработки, вызываемые геометрической неточностью станка, увеличиваются под действием веса обрабатываемой детали и сил резания.
Погрешность обработки - погрешность по выдерживаемому параметру, возникающая при наличии первичной погрешности.
Погрешности обработки должны находиться в пределах допусков.
Точечная диаграмма обработки партии деталей ( колец на токарном станке. Погрешности обработки могут определяться несколькими методами, из которых наиболее наглядным является метод точечных диаграмм. При этом методе на точечный диаграмме по оси абсцисс откладываются номера последовательно обрабатываемых деталей, а по оси ординат - размеры этих деталей или отклонения от начального размера. Приведенная на рис. 44 точечная диаграмма построена для случая обтачивания партии деталей ( колец) на Токарном станке.
Погрешность обработки в различных точках профиля кулачка имеет разные значения, что обусловливается упругими деформациями, оказывающими весьма существенное влияние на точность обработки.
вопрос 9
Погрешность обработки - это следствие ряда причин, основными из которых являются: 1) неточность кинематической схемы станка; 2) геометрическая неточность станка в ненагруженном состоянии; 3) неточность режущего инструмента; 4) износ режущего инструмента; 5) деформация упругой системы станок - приспособление - инструмент - деталь; 6) температурные деформации узлов станка, обрабатываемой заготовки и режущего инструмента; 7) остаточные деформации заготовки; 8) неточность измерений в процессе обработки; 9) неточность настройки на размер. Погрешность обработки определяют при измерении универсальными средствами партии деталей, обработанных на станке с ПАК. Для каждой детали определяют наибольший и наименьший размеры, находят средний размер, размах средних значений размеров в данной партии принимают за погрешность обработки. Погрешности обработки из-за температурных деформаций указанных инструментов на сегодня еще слабо изучены. Погрешность обработки, вызванная неточностью геометрических характеристик станка Ас, может быть рассчитана по методике, применяемой при расчетах Ас металлорежущих станков. При проектировании станка МЭ-75 для ЭХО турбинных лопаток длиной 1250 мм расчет величины Ас показал, что ее значение не превышает 0 05 мм. Погрешность обработки, определяемая формообразующей поверхностью электрода Аэ, зависит от точности расчета корректированного профиля катода и от точности его слесарной доводки. Так, например, точность доводки поверхности катода для обработки пера лопаток длиной мм составляет 0 08 мм, а для размерной ЭХО лопаток длиной 1мм составляет мм. Погрешность обработки, вызываемая приспособлением, обусловливается неточностью изготовления установочных элементов и элементов, направляющих инструмент, а также их износом и неточностью установки самого приспособления на станок. Погрешности обработки, возникающие из-за недостаточной жесткости этой системы, составляют 80 % от остальных погрешностей. Жесткостью системы станок - приспособление-инструмент-деталь называют способность ее сопротивляться усилиям резания, возникающим при обработке и стремящимся деформировать эту систему в самом слабом ее звене. Поэтому следует всегда рассматривать жесткость каждого звена и особенно наиболее слабого. Дефюрмации под влиянием нагрузки вызывают также вибрации, что дополнительно сказывается на точности, вызывая неровность ( шероховатость) обработанной поверхности. Погрешность обработки, вызываемая приспособлением, обусловливается неточностью изготовления установочных элементов и элементов, направляющих инструмент, а также их износом и неточностью установки самого приспособления на станок. Погрешности обработки, обусловленные тепловыми деформациями системы, являются переменными систематическими погрешностями, проявляющимися лишь в период неустановившегося теплового режима станка. Количественная оценка влияния тепловых деформаций системы на точность обработки деталей производится, как правило, экспериментальным путем на основе анализа точечных диаграмм. Погрешности обработки, обусловленные упругими деформациями обрабатываемых деталей под действием усилия закрепления, являются случайными погрешностями, так как величина усилия закрепления является фактором случайного порядка. Погрешности обработки при хонинговании могут возникать от деформации изделия при его закреплении в приспособлении, поэтому при обработке тонкостенных деталей следует уделять особое внимание конструкции зажимного приспособления. Погрешности обработки, связанные с тепловыми и упругими деформациями сверла, в приборостроении являются недостаточно изученными. Поэтому в нижеследующих аналитических зависимостях, позволяющих определить величину поля рассеивания межосевых размеров, влияние этих факторов не учитывается. Погрешности обработки образуются по многим причинам, из которых одни являются систематическими, а другие - случайными. Например, невозможно заточить сверло так, чтобы его режущие кромки были абсолютно симметричны относительно оси хвостовика. Ось хвостовика не совпадает абсолютно точно с осью вращения шпинделя, который также изготовлен с некоторой погрешностью.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
