
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
10.Базирование и базы в машиностроении, основные термины и положения.
Базирование - придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База - поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.

Проектная база - База, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделии.
Действительная база - База, фактически используемая в конструкции, при изготовлении, эксплуатации или ремонте изделия
Комплект баз - Совокупность трех баз, образующих систему координат заготовки или изделия
Опорная точка
Точка, символизирующая одну из связей заготовки пли изделия с выбранной системой координат.

Схема базиро вания - Схема расположения опорных точек на базах.

Смена баз - Замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным базам
Погрешность базирования - Отклонение фактически достигнутого положения заготовки или изделии при базировании от требуемого
Закрепление - Приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании
Установка - Базирования и закрепления заготовки или изделия
Погрешность установки - Отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого
Конструкторская база - База, используемая для определении положении детали или сборочной единицы в изделии
Основная база - Конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии
Вспомогательная база - Конструкторская база, данной детали или сборочной единицы и используемая для определения положения присоединяемого к ним изделия
Технологическая база - База, используемая для определения положения заготовки или изделия при изготовлении или ремонте
Измерительная база - База, используемая для определения относительного положения заготовки или изделия и средств измерения
Установочная база - База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы—перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
Направляющая база - База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и попорота вокруг другой оси
Опорная база - База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы—перемещения вдоль одной координатной осп или поворота вокруг осп
Двойная направляющая база - База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этик осей
Двойная опорная база - база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей
Скрытая база – база в виде вооброжаемой плоскости, оси или точки
Явная база - база виде реальной поверхности, разметочной риски или точки пересечения рисок
Классификация Баз

ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ БАЗИРОВАНИЯ
1.Согласно теоретической механике требуемое положение или движение твердого тела относительно выбранной системы координат достигается наложением геометрических или кинематических связей.
При наложении геометрических связен тело лишается трех перемещений вдоль осей OX, OY и OZ и трех поворотов вокруг этих осей. т. е. тело становится неподвижном в системе OXYZ. Во тором случае связями обеспечивается заданное положение теля в системе OXYZ в каждый рассматриваемый момент времени.2. Наложение двухсторонних геометрических связей достигается через соприкосновение поверхностей тела с поверхностями других тел {другого тела), к которым (которому) оно присоединяется, и приложения сил и пар сил для обеспечения контакта между ними.3. Тело, ограниченное реальными поверхностями, может контактировать с телами, определяющими его положение, в общем случае, лишь по отдельным элементарным площадкам, условно считаемым точками контакта.
При идеализации геометрической формы поверхностей соединяемых тел считается, что они полностью контактируют по сопрягающимся' поверхностям.4. Шесть связей, лишающих тело движения в шести направлениях, могут быть созданы контактом соединяемых тел и шеста точках. В случае идеализации фермы поверхностей считается, что осуществление необходимых связей достигается контактом тел по поверхностям, а наличие реальных связен символизируется опорным и точками, имеющими теоретический характер.
Для придания положения телу, с использованием его плоскостей симметрии или осей поверхностей связи должны быть наложены непосредственно на плоскости симметрии, оси, линии или точки их пересечения,5. В теоретической механике рассматривается определение положения тела относительно избранной системы координат OXYZ через определение положения связанной с ним системы координат О1,X1,Y1,Z1. Жесткая связь системы О1,X1,Y1,Z1 с телом дает возможность отнести связи, налагаемые на тело, к системе О1,X1,Y1,Z1
При рассмотрении вопросов базирования целесообразно координатные плоскости системы О1,X1,Y1,Z1 строить на базах тела таким образом чтобы одна из них, принимаемая за начало отсчета X1,О1,Y1 , была лишена одного перемещения и двух поворотов, другая X1,О1,Z1 - была перпендикулярна к X1,О1Y1 и лишена одного перемещения и одного поворота, третья Y1, О1,Z1 — была перпендикулярна к X1,О1,Z1 и Y1,О1,Z1 и лишена одного перемещения. Из требований к относительному положению координатных плоскостей следуют требования к относительному, положению баз, входящих в состав комплекта и представляющих систему О1,X1,Y1,Z16. В зависимости от характера и условий решаемой задачи координатные плоскости системы О1,X1,Y1,Z1
-либо представляются мысленно,-либо материализуются точками контакта или непосредственно поверхностями тела, используемыми в качестве баз.-либо создаются комбинированным способом.7. К мысленному построению координатных плоскостей приходится прибегать, когда требуется определить положение тела, используя его центр, оси поверхностей и плоскости симметрии, а также в случае ориентации визуально.10, Теория базирования является обшей и распространяется на все тела, которые могут рассматриваться как твердые, в том числе и на изделия машиностроения в сборе и на всех стадиях производственного процесса: механическая обработка, транспортирование, измерение, сборка и т,. В основу классификации баз положены следующие соображения.
Все многообразие поверхностей деталей изделий машиностроения сводится к четырем видам:
-исполнительные поверхности — поверхности, при помощи которых деталь выполняет свое служебное назначение;
-основные базы — поверхности, при помощи которых определяется положение данной детали в изделии;
-вспомогательные базы — поверхности, при помощи которых определяется наложение присоединяемых деталей относительно данной;
-свободные поверхности — поверхности, не соприкасающиеся с поверхностями других деталей.
Базирование необходимо для всех стадий создания изделия конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. Отсюда вытекает необходимость разделения баз по назначению на три вида: конструкторские, технологические и измерительные.
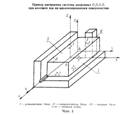
Распространенные схемы базирования заготовок.
1 Установка заготовки по плоскости основания и двум боковым сторонам
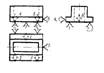
2 Установка заготовки по плоскости (на магнитной плите)

3. Установка вала в трехкулачковом самоцентрирующем патроне
![]()
![]()
4.Установка диска в трехкулачковом самопентрнрующем патроне
![]()
![]()
5. Установка вала в центрах
![]()
6. Установка вала в призме
![]()
Особенности выбора баз для черновой и чистовой обработки.
При изготовлении точных сложных и ответственных деталей весь цикл обработки делится на 3 стадии:
-черновую-чистовую-отделочнуюНа первой стадии снимается основная часть материала, подлежащая удалению. Вторая часть является подготовительной к третьей на которой обеспечивается заданная точность и шероховатость. Необработанные поверхности заготовки используемые для базирования. Называют черновыми базами, а обработанные чистовыми. Черновые базы используют только для первой установки, и заготовку со станка обычно не снимают до тех пор пока не подготовлена чистовая база для следующей установки.
Правила выбора баз для черновой обработки
1При обработке заготовки полученной литьем, штамповкой ковкой и т. д. необработанные поверхности в качестве баз можно использовать только на первых операциях.2В качестве ТБ следует стремиться принимать поверхности как можно больших размеров, что обеспечивает более высокую точность базирования и закрепления заготовок в приспособлении. Эти поверхности должны иметь более высокий квалитет точности, наименьшую шероховатость, не иметь литейных прибылей, литников, окалин и др. дефектов.3У заготовок не подвергающихся полной обработки за технологические базы для первой операции рекомендуется принимать поверхности. Которые вообще не обрабатываются, это обеспечит наименьшее смещение обработанной поверхности относительно необработанных.4Если у заготовки обрабатывают все поверхности, то в качестве технологических баз для первой операции целесообразно принимать поверхности с наименьшими припусками, тем самым при дальнейшей обработки будет исключаться возможность на них чернот.5База для операции должна выбираться с учетом обеспечения лучших условий обработки поверхностей принимаемых в дальнейшем в качестве ТБ.
Правила выбора баз для чистовой обработки
1При выборе баз следует иметь в виду что, наибольшая точность обработки достигается при условии использования на всех операциях механической обработки одних и тех же элементов заготовки т. е. при соблюдении принципа постоянства баз. Соблюдение принципа позволит уменьшить погрешность взаимного положения выполненных поверхностей.2При чистовой обработки рекомендуется так же соблюдать принцип совмещения баз, согласно которому в качестве технологических баз следует использовать конструкторские и измерительные базы. При совпадении технологической измерительной баз, погрешность базирования равно 0.3Базы для окончательной обработки должны иметь наибольшую точность размеров и геометрическую форму, а так же наименьшую шероховатость. Они должны минимально деформироваться, под действием сил резания, зажима и веса заготовки.4Выбранные ТБ должны совместно с зажимными устройствами обеспечивать неизменность положения заготовок при обработки.
Принятый метод базирования должен создавать предпосылки для более простых и надежных конструкций приспособлений, способствовать удобству установки и снятий объекта обработки.
11 Погрешности базирования, закрепления, из-за неточн-ти приспособления как составляющие погрешности установки. Причины их возникновения и пути снижения.
Погрешность базирования - отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого, то есть погрешность положения измерительной базы (ИБ) заготовки относительно ее технологической базы (ТБ). На рис. 1.1 показана обработка плоской поверхности 1 заготовки на вертикально фрезерном станке с ЧПУ, Заготовка устанавливается нижней поверхностью, являющейся ТБ, по размеру 3 относительно поверхности стола, то есть координатных осей X и У. Для упрощения приведена только ось X (рас, 1,1),
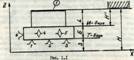
Размер L при обработке пов. 1 задав от средней поверхности заготовки. Эта поверхность является измерительной базой. Погрешность базирования /\еб и представляет собой погрешность положения измерительной базы заготовки относительно ее технологической базы в направлении выдерживаемого размера L. Размер обработки и размеры, определяющие наложение заготовки и инструмента, образуют размерную цепь L-Б-3-Н. В этой размерной цепи L является замыкакщим звеном /\L=1,2kor(/\Бkvad-/\3kvad-/\Нkvad)
Основными причинами появления погрешности базирования являются следующие условия:
1. Измерительная база не совпадает с технологической.
2. Измерительная база не обрабатывается на данном установе заготовки, то есть поступает на данный уставов заготовки обработанной на предшевствущих установках или операциях
3. Заготовка и режущий инструмент устанавливаются относительно одной и той же системы координатных осей, например плоскости стола фрезерного станка и за одну настройку (поднастройку) режущего инструмента обрабатывается партия заготовок.
Таким образом, погрешность базирования является следствием погрешности обработки измерительной базы относительно технологической на установках заготовки предшествующих данному установу, то есть является "наследственной" погрешностью и зависит от способа базирования заготовки и инструмента на данной операции.
Следовательно, для исключения или уменьшения погрешности базирования возможны следующие способы.
1. Совместить измерительную базу с технологической. Очевидно, если Б=О , то и погрешность базирования Aеб=0 (см. рис. 1. I)
2. Измерительную базу обрабатывать на данном установе заготовки. В этом случае размер обработки Д(рис. 1.1) зависит от настроечного размера Н1, то есть
/\L=/\Н1
Погрешность размера Б, погрешность базирования, не будет оказывать влияния на погрешность заданного размера L „ Действительно, размер L будет определяться перемещением инструмента от обработанной измерительной поверхности к пов. 1 но заданной программе или же взаимным положением двух инструментов, настроенных на размер Н1.
Недостатком этого способа является необходимость обработки измерительной поверхности на данном установе заготовки, что не всегда целесообразно.
12. Качество поверхностей деталей машин. Геометрические характеристики и физико-механические свойства поверхностного слоя.
Качество – совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенным потребностям, в соответствии с ее назначением. (ГОСТ 31.11.41)
К основным свойствам качества поверхностного слоя относят:
1-шероховатость (RZ, RA)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
