
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2-волнистость
3-физико-механические свойства поверхностного слоя.
Качество поверхностного слоя детали оказывает существенное влияние на эксплуатационные свойства деталей, узлов, машин, на износостойкость, коррозионную стойкость, усталостную прочность, стабильность посадок, герметичность соединений и т. д.
Шероховатость поверхности уменьшает площадь фактического касания двух сопрягаемых поверхностей, поэтому в начальный период работы соединения, возникают значительные удельные давления, ухудшающие условия смазки и, как следствие, более интенсивное изнашивание поверхностей. Слишком большое снижение шероховатостей приводит к ухудшению условий смазки, так как на очень чистой поверхности плохо удерживается смазочный слой, поэтому иногда поверхности покрывают пористым хромом, который улучшает удержание смазки. Грубообработанные поверхности более подвержены коррозии, особенно в атмосферных условиях, так как коррозия наиболее интенсивно протекает на дне глубоких впадин.
Качество поверхностного слоя.
Микронеровности поверхности являются местом концентрации напряжения, поэтому более шероховатые поверхности имеют меньшую усталостную прочность. От шероховатости поверхности зависит стабильность посадок. При запрессовке деталей наблюдается сглаживание
микронеровностей, приводящие к уменьшению фактического натяга. В
связи с этим уменьшение прочности соединения деталей обнаруживается у деталей имеющих более шероховатые поверхности. Для увеличения жесткости стыков следует уменьшать параметры волнистости и шероховатости.
На снижение качества поверхностного слоя значительное влияние оказывает структурная неоднородность. Обезуглероженный поверхностный слой, образовавшийся в процессе ковки или штамповки заготовки, снижает пределы выносливости, поэтому при изготовлении детали этот слой следует удалить.
Факторы, влияющие на качество поверхности.
Шероховатость зависит от:
-от вида и режима обработки;-от качества режущего инструмент;-от физико-механических свойств обрабатываемого материала;-от применяемого СОШ и т. д.
Каждому методу обработки (точение, шлифование и т. д.) соответствует свой диапазон образующейся шероховатости поверхности. Rz=40-320 мкм при шлифовании, Rz=0,05-0,1 мкм для других видов обработки. Значения Rz и Rа можно найти в справочниках технолога-машиностроителя (касимов). При обработки заготовок лезвийным инструментом шероховатость поверхностей в значительной мере зависит от скорости резания, что в значительной мере связано с обр. стружки и образованием нароста при обработке пластинчатых материалов.

Причина возникновения проста – некоторое притормаживание поверхностного слоя стружки при соприкосновении е с передней поверхностью резца. Нарост обладает увеличенной твердостью, так как нагреваясь, а затем охлаждаясь, закаливается. Кроме того, он значительно уплотняется под действием усилий. При обдирочной обработке нарост воспринимает на себя нагрузку, предохраняет переднюю поверхность резца от перегрева, износа. Явление наростоообразования не вредно, а даже полезно при черновой обработке.
При чистовой - вредное явление, снижающее точность и качество обработки. Нарост не удерживается длительное время на резце, а периодически обламывается в зону между режущей кромкой резца и заготовкой. При этом мелкие обломки нароста образуют вмятины, лунки, на образующейся поверхности, а прилипшие к ней мельчайшие кусочки металла создают увеличенную шероховатость. В условиях наростообразования невозможно получить высококачественную поверхность.
Пути избавления от нароста:
-Обработку многолезвийными инструментами из быстрорежущей стали и фасонными резцами следует вести на низких скоростях резания. (до 7 м/мин), а твердосплавленными резцами - на высоких скоростях.
-применение СОЖ.
-доводкой передней поверхности инструмента, что снижает силу трения и уменьшает эффект притормаживания.
Влияние геометрических факторов на образование шероховатости
γ и γ1 – главный и вспомогательные углы.
![]()
![]()
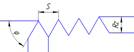
Из анализа приведенных рисунков и других материалов следует:
- уменьшение подачи S, главного φ и φ1 углов резца, приводит к уменьшению высоты микронеровности.-увеличение ресурса R при вершине резца, снижает высоту шероховатости.-снижение шероховатости поверхностей режущей части резца посредством тщательной доводки способствует уменьшению шероховатости.- при обработке заготовок абразивным инструментом, шероховатость поверхностей уменьшается с уменьшением зернистости и повышением твердости шлифовального круга, а так же с увеличением скорости или давления и уменьшении продольной и поперечной подачи.-при обработке стали с высоким содержанием углерода >0,5 %,получается более чистая поверхность, чем при обработке низкоуглеродистой стали. С увеличением жесткости т. с. шероховатость поверхности уменьшается. при обработке поверхности, объекта обработки подвергаются тепловым и силовым воздействиями. Если при обработке доминирует тепловой фактор, то во внешних слоях металла образуются остаточные напряжения σост. р., в нижних слоях остаточное напряжение снижается σост с. Если доминирует силовой фактор, то в наружном слое возникает σост с., а в низлежащих слоях уравновешивающее σост. р. Так как σост. р.снижает износостойкость, поэтому на поверхностном слое стремятся создавать σост с.
Зависимость вида остаточных напряжений от способа обработки на финишных операциях.
С выхаживанием – с выключенной продольной подачей
Доводка - обработка с помощью мелкозернистого абразивного порошка или пасты с применением притира.
Суперфиниширование – вид отделочной обработки наружных поверхностей вращения, тонкая отделочная обработка заготовок мелкозернистыми абразивными брусками, совершающими сложное движение относительно обрабатываемой поверхности.
Хонингование – вид отделочной обработки внутренних поверхностей вращения специальным абразивным инструментом – хоном.
13.Основы технического нормирования
Основная задача технического нормирования труда состоит в том, чтобы правильно определить общественно необходимые затраты рабочего времени на производство определенной продукции или на выполнение работы определенного вида. Такие установленные затраты времени, приходящиеся на единицу выполняемой работы, называются технической нормой времени.
Нормой выработки называется то количество работы (операций, деталей, разобранных узлов, собранных агрегатов и т. п.), которое рабочий или бригада рабочих должны сделать в единицу времени— за 1 мин, 1 ч, за 1 смену.
На величину нормы времени (выработки) влияет целый ряд производственных факторов. К ним относится степень механизации и автоматизации процесов труда, роль рабочего в выполнении конкретной операции, вид и качество исходных материалов, деталей и сырья, состояние и технический уровень орудий труда, принятая на данном производстве технология восстановления (изготовления) продукции, массовость производства, приемы работы, планировка рабочего места и обеспечение его всем необходимым, производственная эстетика в цехах, участках, мастерских.
Норма времени (выработки) служит основой для оплаты труда рабочих, калькуляции себестоимости восстановления (изготовления) детали и изделия. На основе норм времени рассчитывают длительность производственного цикла, необходимое количество рабочих, оборудования и инструментов, определяют производственную мощность цехов, отделений и участков, производят все планирование производства.
Отсюда вытекает необходимость перед установлением нормы времени провести соответствующую подготовку, обеспечивающую наиболее экономное выполнение нормируемой работы. Прежде всего должна быть разработана наиболее рациональная в условиях данного производства технология восстановления (изготовления, сборки) детали, узла, агрегата и т. д. Технологией устанавливаются наиболее оптимальные режимы работы. Рабочая машина (агрегат, станок, стенд) и приспособления, а также инструмент должны •быть исправными, в нормальном эксплуатационном состоянии.
Далее должна быть предусмотрена рациональная организация рабочего места и обеспечение работника чертежами, инструментом, материалами, заготовками в соответствии с требованиями научной организации труда. Выполнение работы должно поручаться рабочему соответствующей квалификации.
В норму времени не должны включаться непроизводительные затраты рабочего времени, которые допускаются как из-за неполадок и организационных неувязок на производстве, так и по вине самого работника. К числу таких непроизводительных затрат рабочего времени относятся, например: остановка работы из-за перерывов подачи электроэнергии; задержки в доставке инструментов, материалов, ремонтируемых деталей; несвоевременные выдача нарядов на работу и приемка выполненной работы; хождение рабочего за контролером, наладчиком оборудования; исправление брака; опоздание или преждевременный уход с работы и т. п.
Нормы времени должны быть меньше средних показателей фактических затрат времени на ремонт или производство данного вида работы на конкретном предприятии, но выше минимальных затрат времени на эти работы, достигнутых передовыми рабочими.
Опытно-статистический метод
Опытно-статистический метод заключается в том, что норму времени устанавливает нормировщик, мастер или технолог, исходя из своего личного опыта работы и знания данного производства, либо на основе статистических данных производства на этом, предприятии или нескольких одинаковых предприятиях. Опытно-статистические нормы отличаются недостаточной точностью, нередко в скрытой форме содержат невыявленные непроизводительные-затраты времени и недостаточно стимулируют развитие производства. Тем не менее такое нормирование применяется довольно часто, особенно в единичном и мелкосерийном производстве, к которому относятся многие предприятия дорожного хозяйства. Связано это с тем, что на таком производстве рабочий часто перестраивается на другую работу, каждый раз по-особому приспосабливается к выполнению операции. Отсюда следует, что нормирование труда на таком производстве требует высокой квалификации нормировщика и хороших знаний нормирования труда мастером участка.
Классификация затрат рабочего времени.
Классификация норм затрат труда приведена на рис. 1.
Рис. 1. Классификация норм труда
Рабочее время, затрачиваемое на рабочем месте, делится на:
- нормируемое время;
- ненормируемое время.
Нормируемое время - это время, необходимое для выполнения операции, работы.
Ненормируемое время возникает при различных технических и организационных неполадках (в норму времени не входит).
Нормируемое время подразделяется на:
- подготовительно-заключительное (tп. з);
- основное (tос);
- вспомогательное (tвс);
- организационного обслуживания рабочего места (tо. о);
- технического обслуживания рабочего места (tт. о);
- предназначенное для отдыха и естественных надобностей (tе. н).
Структура технически обоснованной нормы времени
Структура нормируемого времени (выполнение операции, работы) показана на рис. 2
Рис. 2. Структура штучно-калькуляционного времени
Подготовительно-заключительное время tп. з - время, затрачиваемое рабочим на выполнение следующих работ:
- получение технической документации и ознакомление (чертежи, ТУ, описание технологического процесса;
- подготовка оборудования (наладка, переналадка), инструмента, приспособлений, мерителей (подбор и получение);
- действия, связанные с окончанием обработки.
Подготовительно-заключительное время затрачивается на всю партию деталей (изделий) и не зависит от ее величины.
В массовом производстве tп. з нет, так как детали (изделия) обрабатываются постоянно в течение всего срока изготовления.
Основное время tос - время, в течение которого непосредственно производится технологический процесс (изменяется форма, размеры, физико-химические свойства детали или изделия).
Время tо. с может быть:
- ручным;
- машинно-ручным;
- машинно-автоматическим;
- аппаратурным.
Вспомогательное время tв затрачивается на выполнение отдельных элементов работы:
- установка и съем детали (изделия);
- закрепление и открепление детали (изделия);
- измерения;
- подвод и отвод инструментов;
- включение и выключение оборудования.
В условиях массового и серийного производства, когда применяются групповые методы обработки или когда происходят аппаратурные технологические процессы (термические, гальванические и т. п.), основное и вспомогательное время устанавливается на партию, зависящую от пропускной способности оборудования. Время на одну деталь при этом можно определить по формулам
![]()

где tос. пар, tв. пар - соответственно основное и вспомогательное время на партию деталей (изделий); n - число деталей (изделий) в партии (в кассете, поддоне и т. п.).
Время организационного обслуживания рабочего места tо. о - время на уборку отходов и рабочего места, получение и сдачу инструментов, мерителей, приборов, приемку рабочего места от сменщика и т. п., затрачиваемое на протяжении смены.
Время технического обслуживания рабочего места tт. о - время смазки, подналадки, смены затупившегося инструмента и т. п. в течение смены.
Время на отдых и естественные (личные) надобности tе. н устанавливается для поддержания работоспособности рабочего в течение смены.
В соответствии с приведенной классификацией затрат рабочего времени устанавливается его структура (рис. 9.9) и производится расчет технически обоснованной нормы времени.
Норма штучного времени tшт - применяется в условиях массового производства:
![]()
Время tо. т.о и tе. н обычно выражается в процентах к оперативному времени tоп. Тогда
tшт = tоп (1 + Kо. т.о + Kе. н),
где Kо. т.о и Kе. н - доли времени (от tоп) соответственно на организационно-техническое обслуживание, а также и отдых и естественные надобности.
Норма штучно-калькуляционного времени tшк применяется в серийном производстве, где велик удельный вес подготовительно-заключительного времени:
![]()
или для партии деталей (изделий)
![]()
где n - количество деталей (изделий) в партии.
В производстве с неизбежными технологическими потерями норма штучного времени устанавливается с учетом выхода годных деталей (tшт. годн):
tшт. годн = tшт Kв. г,
где Kв. г - коэффициент выхода годных деталей (изделий),
![]()
При обработке деталей (изделий) на автоматическом оборудовании (установках, термических агрегатах, стендах и т. п.) оперативное или основное время определяется на основании паспортных данных оборудования или расчетов производительности этого оборудования.
Норма времени обслуживания tн. о:
tн. о = t н Q kд,
где tн - норма времени на единицу объема работы, мин;
Q - количество единиц объема работы, выполняемых в течение заданного календарного периода (условные единицы оборудования);
kд- коэффициент дополнительных функций данной категории рабочих, не учтенных нормой (например, функции учета, инструктажа и т. д.).
Вопрос 14
Производи́тельность труда́ — эффективность труда. Производительность труда может измеряться количеством времени, затрачиваемым на единицу продукции либо количеством продукции, выпущенной работником за какое-то время. Обычно под производительностью труда в экономической статистике разумеется фактическая производительность труда.
Фактическая производительность труда (выработка) обратно пропорциональна трудоёмкости и определяется из непосредственно наблюдаемых данных по формуле:
![]()
где Qfact — фактический выпуск продукции в единицах измерения данного вида продукции, t — фактические затраты живого труда в единицах времени.
Наличная производительность труда есть расчётная величина, которая показывает, сколько продукции можно выпустить в текущих условиях (например, на имеющемся оборудовании из доступных материалов) в случае, если все простои и задержки будут сведены к нулю. Наличная производительность труда определяется по формуле:
![]()
где Qcap — максимально достижимый в текущих условиях выпуск продукции в единицах измерения данного вида продукции (наличная выработка), tcap — минимально необходимые в текущих условиях затраты живого труда в единицах времени (наличная трудоёмкость).
Потенциальная производительность труда есть расчётная величина, которая показывает, сколько продукции можно выпустить в теоретически достижимых в данных природных условиях на данном уровне развития цивилизации (например, из наилучших из имеющихся на рынке материалов при использовании передовых технологий и установке самого современного из имеющегося на рынке оборудования) в случае, если все простои и задержки будут сведены к нулю. Потенциальная производительность труда определяется по формуле:
![]()
где Qpot — максимально достижимый в данных природных условиях на данном уровне развития цивилизации выпуск продукции в единицах измерения данного вида продукции (потенциальная выработка), tpot — минимально необходимые в данных природных условиях на данном уровне развития цивилизации затраты живого труда в единицах времени (потенциальная трудоёмкость).
Пути сокращения основного технологического времени:
1) За счет интенсификации режимов резания( увел. скорости резания и подачи)
В последние время широко используется высокоскоростная обработка до 800 м/мин при резания, до 6000 м/мин при алмазно-абразивной обработке.
Увеличение подачи может быть осуществлено только при использовании широких резцов и двухрезцовой обработке(делением подачи)
2) Применение многорезцовой обработки
3) Одновременная обработка нескольких деталей.
Пути сокращения вспомогательного времени обработки:
1)За счет сокращения времени на установку и выверку заготовок(т. е. путем исп-ия приспособлений)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
