
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2) Увеличение скорости х. х. рабочих органов станка
3) Уменьшение затраты времени на управление технолог оборудованием за счет концентрации управления в одном месте, дублирование пультов управления для управления станков с разных точек рабочего места.
4) Сокращение затрат времени на выполнение необходимых измерений благодаря применению измерительных средств встроенных в станок и показывающие во время обработки значения получаемых размеров.
5) За счет применения устройств адаптивного управления.
Пути уменьшения Топ:
За счет полного или частичного совмещения вспомогательных переходов связанных с выполнением одной заготовки с выполнением основных переходов связанных с обработкой другой заготовки.
15 Классификация технологических процессов. Понятие единичного, унифицированного, типового и группового технологических прооцессов.
Классификация технолгических процессов по числу обхватываемых изделий:
1.Единичный тех. процесс – это тех. процесс изготовления или ремонта изделия одного наименования, типа размера и исполнения независимо от типа производства (ГОСТ 3.1109-82).
Разработка единичного тех. процесса характерна для оригинальных изделий (деталей и сборочных единиц, не имеющих общих конструктивных и технологических признаков изделий раннее изготовляемых на предприятии).
2.Унифицированный тех. процесс – это тех. процесс изготовления группы изделий (деталей, сборочных единиц), характеризующихся общностью конструктивных и технологических признаков.
Данные процессы подразделяются на типовые и групповые.
Типовой тех. процесс – это тех. процесс изготовления группы изделий с общими конструтивными и технологическими признаками. Характеризуется общностью содержания и последовательностью выполнения большинства технологических операций и переходов для группы изднлий с названными признаками и применяется:
1.как информационная основа при разработки рабочего тех. процесса;
2.как рабочий тех. процесс при наличии всей необходимой информации для изготовления детали;
3.как база для разработки стандартов на типовые технологические процессы.
Групповой тех процесс – это тех. процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками (ГОСТ 3.1109-82).
В соответствии с этим определением групповой тех процесс представляет собой процесс обработки заготовок различной конфигурации, состоящий из комплекса групповых технологических операций, выполняемых на специализированных местах.
Групповая технологическая операция характеризуется общностью используемого технологического оборудования, технологической оснастки и наладки (допускается незначительная подналадка).
Групповой тех. процесс разрабатывается для всех типов производств только на уровне предприятия.
Билет 16. Назначение припусков на обработку. Расчетно-аналитический метод определения припусков.
Чертёж исходной заготовки отличается от чертежа готовой детали, прежде всего тем, что на всех поверхностях деталей, образующихся в результате снятия стружки, предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовки по сравнению с соответствующей деталью.
Форма отдельных поверхностей исходных заготовок назначается с учетом технологии получения заготовок, требующих в ряже случаев определенных уклонов, радиусов закрепления и т. д.![]()
(на картинке текст: деталь, исходная заготовка).
Припуск – это слой материала, удаляемый в процессе обработки резанием заготовки для достижения заданного качества получаемой поверхности. Различают промежуточный и общий припуск.
Промежуточным припуском Zi называется слой материала, удаляемый при выполнении отдельного i-го перехода (операции).
Общим припуском Z0 называют слой материала, который удаляют с заготовки на всех технологических переходах, выполняемых для получения заданной поверхности.
Z0=![]() ;
;
n – число переходов для выполнения данной поверхности.

Общий припуск на обработку зависит от факторов:
1Размеров конфигурации, материала и точности детали.
2Способа изготовления заготовки и применяемых методов обработки.
Установление правильных припусков является ответственной технико-экономический задачей.
Назначение чрезмерно больших припусков приводит к перерасходу материальных и трудовых ресурсов:
1) К невоспроизводительным потерям материала, превращённого в стружку;
2) к увеличению трудоемкости механической обработки;
3) к повышению расхода и электрической энергии режущего инструмента;
4) к увеличению потребности в оборудовании и рабочей силы;
Назначение заниженных припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемой поверхности.
Способы определения припусков:
1Опытно-статистический;
2Расчетно-аналитический (метод )
3Расчет с помощью графов ()
Опытно-статистический метод заключается в том, что припуски на обработку устанавливаются по нормативным таблицам, которые составляются на основе обобщения передового опыта. Однако данные таблицы (ГОСТы, РТМ) охватывают лишь общие для различных отраслей машиностроения типовые детали и естественно не могут в полной мере удовлетворить многообразия различий.
Расчетно-аналитический метод – здесь исходят из того что промежуточный припуск должен быть таким, чтобы при его снятии устранялись:
![]() 1Погрешности обработки и дефекты поверхностного слоя, полученные, на предшествующих технологических переходах;
1Погрешности обработки и дефекты поверхностного слоя, полученные, на предшествующих технологических переходах;
2Погрешности установки возникающие на выполненном переходе.
Таким образом данный метод ориентирован на учет конкретных условий выполненной технологической операции (технологического процесса в целом).
Расчет min(го) промежуточного припуска.
(Zi min)
При расчете Zi min учитывают следующие факторы:
1Rzi-1 - высоту микронеровностей образовавшихся на (i-1) переходе (операции);
2Ti-1 - глубина дефектного поверхностного слоя заготовки, образовавшегося в результате выполнения предшествующего перехода (операции);
3![]() - пространственное отклонение в расположении обрабатываемой поверхности;
- пространственное отклонение в расположении обрабатываемой поверхности;
4Ei – погрешность установки, возникающая на выполняемом переходе.
С - удаляемая дефектная часть поверхностного слоя;
А – неудаляемая часть поверхностного слоя, структура которого отлична от структуры основного материала;
B – структура основной части материала заготовки;
Z’ – удалить;
Ti-1 – дефектный слой, возникающий в связи с обезуглероживанием, наклепа, образование трещин, коррозии и т. д.
![]() - пространственное отклонение
- пространственное отклонение
dзаг=dдет+2z’; dзаг1=dзаг+2![]() =dдет+2z'+2
=dдет+2z'+2![]() ; Zi min = z’+
; Zi min = z’+![]() =Rzi-1+Ti-1+
=Rzi-1+Ti-1+![]() ;
;
Методы суммирования составляющих
При обработке плоскостей
Zi min = Rzi-1+Ti-1+![]() +Ei; 2Zi min= 2[(Rzi-1+Ti-1)+
+Ei; 2Zi min= 2[(Rzi-1+Ti-1)+![]() ]
]
17.Проектирование технологических операций. Схемы построения операций обработки (одно - и многоместные, одно - и многоинструментальные и т. п.).
При формировании технологических операций учитывают следующие признаки:
1Число одновременно устанавливаемых заготовок (одно - и многоместные)
2Число участвующих в обработке инструментов (одно - и многоинструментные)
3Порядок используемых инструментов (последовательное, параллельное и параллельно – последовательные схемы обработки).
![]()

![]()
![]()
![]()
![]() Путем различного сочетания перечисленных методов возможно построить различные схемы обработки.
Путем различного сочетания перечисленных методов возможно построить различные схемы обработки.
![]()
![]()
![]()
![]() Например: одноместная обработка
Например: одноместная обработка
![]() в) г)
в) г) 
Пример одноместной обработки:
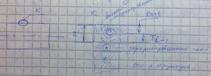
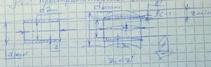
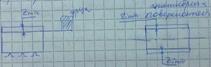
Схема «а» – одноместная, одноинструментная обработка, последовательное точение.
Схема «б» - одноместная, многоинструментальная обработка с последовательным использованем отверстия.
Схема «в» - с параллельным использованием инструмента – сверления и одновременно нагруженное точение.
Схема «г» - в две позиции (одноместная многоинструментная) С параллельно последовательным использованием инструмента, а именно выполнение фрезерно-центровальной операции 1) осуществляется одновременное фрезерование 2ух торцов 2) одновременное центрование 2ух торцов.
Вывод: выбор определенной схемы построения операции зависит от построения
При единичном производстве детали любых размеров наиболее рационально использовать одноместную инструментальную обработку. При серийном и массовом производстве некрупных деталей целесообразно использовать многоместные, многоинструментальные с параллельным использованием инструментов.
Вопрос 18. Основные данные о назначении режимов резания для точения.
![]()
Режимы обработки характеризуются глубиной резания, подачей и скоростью резания. В первую очередь назначают глубину, затем подачу, а потом скорость резания.
Глубину резания при черновой обработке назначают исходя из соображения снятия припуска за один рабочий ход. В этом случае глубина резанья будет соответствовать промежуточному припуску. Если припуск превышает макс. Допустимую глубину резания для данного вида обработки, то назначают два или более рабочих ходов, кот.(глубину) принимают такой чтобы уменьшить число рабочих ходов.
При чистовой обработке гл. рез. назначают из условия обеспечения точности получ. разреза и зад. шероховатости поверхности.
При точении t черн*= 4-6 мм t получист*= 2-4 мм
t чист*= 0,5-2мм.
Подача должна быть макс. Технологически допустимая, при черновой обработке лимитир.
прочностью, жестк. эл-ов технолог. а при чистовой точностью получаемого размера и зад. шероховатосью пов-ти. Sчерн~0.5-1.2 мм/об ;Sчист~0.2-0.4 мм/об
1к62: S продольная подача =0,7-4,16 мм/об; Sпоперечная=0,035-0,08 мм/об.
Скорость резания зависит от выбранной t, S качества обраб. материала, режущих свойств инструмента, геометрических параметров режущего инструмента и др. пар-ов. В повседневной практике Vрез определяют на основании режимов с внесением поправок если имеются факторы не учтенные нормативом.
Под данными Vрез находят расч. част. вращ. реж. инстр или заготовки, которые согласовываются с паспортными данными станка и принимают ближайшее меньшее.
n расч=1000V/ПД nрасчàтаблàn-табличное
Вопрос 19. Основные технико-экономические показатели технологических процессов. Трудоемкость и себестоимость. Структура себестоимости.
Техн.-эконом. Показатели:
Абсолютные
– трудоемкость тех. пр-ов.
- цеховая себестоимость изделия.
- цеховая себестоимость обработки.
2. Относительные – Коэф. основного времени
- Коэф. использ. материалов
- Коэф. загрузки оборудования
Отн показатели не имеют самост значения и дополняют абсолютные.
Трудоемкость техн процесса:
Тш= sum tшi , где Тш- штучное время затраченное на выполнение всех операций по изготовлению детали в мин.
n- число операций в процессе
tшi- штучное время на выполнение iой операции
При необходимости переналадки оборудования следует учитывать время затраченное на переналадку:
Тш-к= sum tш-кi , где tш-к – штучно-калькуляц.
Цеховая себестоимость изделия C= M+P+Z, где
С-цеховая себестоимость изделия
М - затраты на материалы
Р - осн. зарплата произв-х рабочих.
Z- осн. цеховые расходы.(200-250% от зарплаты осн. р.)
Цеховая себестоимость обработки детали
Соб= Р+Z
Относительный показатель:
Коэф. осн. времени n0= T0/Тм
- характеризует потери времени на работы выполняемые в не основное время.(время на установку и снятие заготовки) и тем самым хар-ет эффективное использование оборудования.
В серийном производстве n0>0,65
2)Коэф. использования материала
Км=m дет/m заг
Серийное производство Км ::=0,7
3)Коэф. загрузки оборудования
nоб= Nрасч/Nприн
Nрасч-расчетное число станков
Nприн - принятое
Серийное производство nоб=0,85
20Проектирование технологических процессов изготовления валов, корпусных деталей, зубчатых колес.
Вал- это деталь машины вращ-ся в подшипниках и предназначена для передачи крутящего момента вдоль своей осевой линии. Валы испытывают деформацию кручения и изгиба.
Классификация валов:
1) По геометрической форме оси:- прямые; - коленчатый; - с гибкой осью(гибкие)
Прямые валы:- гладкие; - ступенчатые; - полые
гладкие вал ступенчатый
![]()
![]()
Ось не передает момент:
Цапра- опорная поверхность вала или оси.
Шип- концевая цапра
Шейка- переменная цапра
Пята- концевая цапра предназначена нести преемущественно осевую нагрузку.
Буртик- кольцевое утолщение вала сост. его одно
Обычно к валам предьявляют следующие требования:
1)точность сопрягаемых цилиндрических поверхностей соответ. 6-8 квалитетам с параметром шерохов Rд=2,5-0,63
2) формы и расположения цилиндрических поверхностей.
3) способы получения заготовок: заготовки гладких валов получают резкой из пруткового проката. Заготовки ступенчатых валов в единичном производстве получают резкой из проката, а так же ковкой, в крупносерийном и массовом производстве заготовки получают резкой из проката, если разница в d небольшая. А так же штамповкой или литьем.
4) технология обработки: при одностороннем убывании диаметральных размеров ступеней и длине валов до 120мм их изготавливают из прутка на револьв. станках или автоматах выполняя доотрезки все чистовые и черновые переходы.

1Операция токарно-револьверная.
![]()
2Сверление центрового отверстия
![]()
3Предварительное и чистовое точение наружных поверхностей.
4
5) и 6) Предварительное и чистовое точение кольцевой цапр(шипа).
![]()
![]()
![]()
7) Прорезка канавки.
8) Отрезка вала.
9) Сверление центр. отверст. С другой стороны
10) Предварительное шлифование цапр.
11) Нарезание шпоночных пазов, шлицев.
12) Термическая обработка.
13) окончательное шлифование.


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
