
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет
им. С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра машиностроения и стандартизации
КИНЕМАТИЧЕСКАЯ СТРУКТУРА И НАСТРОЙКА ЗУБОДОЛБЕЖНОГО СТАНКА 5В12
Методические указания к выполнению лабораторной работы №6 по дисциплине «Металлорежущие станки» для студентов машиностроительных специальностей
(для внутри вузовского пользования)
Павлодар
УДК 621.9.06(07)
ББК 34.63-5я7
К41
Рекомендовано Учёным советом ПГУ им. С. Торайгырова
Рецензенты:
кандидат технических наук, профессор .
Составитель: кандидат технических наук, профессор
К41 Кинематическая структура и настройка зубодолбежного станка 5В12: методические указания к выполнению лабораторных работ по дисциплине «Металлорежущие станки» для студентов машиностроительных специальностей (для внутри вузовского пользования)/сост. . –Павлодар, 2006. –26 с.
В методическом указании с целью получения студентами практических навыков по расчету параметров и настройке зубодолбежного станка на нарезание зубчатых колес приведено описание кинематической структуры станка и его кинематической схемы, изложены принципы расчета параметров и их настройки. Работа выполняется по вариантам заданий.
Лабораторная работа является составной частью общего цикла лабораторных работ предусмотренных по дисциплине «Металлорежущие станки».
УДК 621.9.06(07)
ББК 34.63-5я7
©, 2006
©Павлодарский государственный университет
им. С. Торайгырова, 2006
1 Цель и задачи лабораторной работы
1.1 Цель лабораторной работы – изучить принцип работы зубодолбежного станка для обработки колес и внешнего и внутреннего зацепления, произвести расчеты, настройку и наладку станка на обработку заданного зубчатого колеса.
1.2 Задачи лабораторной работы
- изучить настоящее методическое указание;
- получить индивидуальное задание и с помощью преподавателя или учебного мастера в лаборатории ознакомиться со станком;
- согласно выданному варианту задания составить карту наладки (таблица А.1, приложения А) используя для этого расчетную карту (таблица В.1, приложение В) и записать параметры долбяка;
- произвести анализ структуры станка, для этого:
а) произвести расчет и анализ настраиваемых параметров для кинематической группы, создающей движение скорости резания ФV (П1);
б) произвести расчет и анализ настраиваемых параметров для кинематической группы, создающей движение обкатной подачи ФS (В2В3);
в) произвести расчеты и анализ по кинематической группе создающей движение врезания Вр (П4);
- дать краткое описание особенностей по расчету, настройке и наладке станка при нарезании зубчатого колеса с внутренним зацеплением;
- заполнить карту наладки (таблица А2., приложение А);
- произвести настройку станка на нарезание прямозубого зубчатого колеса с внешним зацеплением по одному из вариантов; нарезать прямозубое зубчатое колесо;
- произвести измерение параметров нарезанного зубчатого колеса и сделать заключение о его годности;
- составить отчет и защитить его.
2 Назначение и техническая характеристика зубодолбежного станка модели 5В12
Станок предназначен для нарезания цилиндрических прямозубых зубчатых колес внутреннего и внешнего зацепления. В качестве режущего инструмента используется долбяк.
3 Принцип нарезания зубьев на зубодолбежном станке
Станок работает по методу обката. Долбяк представляет собой круговую рейку, выполненную в виде шестерни, и совместно с нарезаемым колесом имитируют собой зацепление двух цилиндрических зубчатых колес. В результате согласованного их вращения на заготовке образуются зубья с эвольвентным профилем.
Техническая характеристика
Модуль нарезаемых зубьев, мм | 1-4 |
Наименьший и наибольший диаметр обрабатываемых колес наружного зацепления, мм | 12-208 |
Наибольший наружный диаметр колес внутреннего зацепления, мм | 220 |
Наибольшая ширина наружного кольца наружного зацепления, мм внутреннего зацепления, мм | 50 30 |
Число двойных ходов долбяка в минуту | , 425, 600 |
Пределы круговых подач на один двойной ход долбяка, мм | 0,1-0,46 |
Мощность привода главного движения, кВт | 1,2 |
Таким образом, направляющая производящая линия (профиль зубчатого винта) получается методом обката, реализуемого движением подачи (рисунок 3.1)
ФS (В2В3),
где В2 – вращение долбяка 1;
В3 – вращение заготовки 2, согласованное с вращением долбяка.
Образующая линия (прямая, форма зуба по длине) получается методом следа реализуемого движением скорости резания ФV (П1),
где П1 – поступательное перемещение долбяка вдоль оси заготовки.
Структура станка комбинированная К23. В состав первой кинематической группы, создающей движение скорости резания ФV (П1), входят: внутренняя связь (кинематическая пара шпиндель 3 долбяка – опоры скольжения суппорта 4), внешняя связь с секторно-зубчатой передачей 5, кривошипным диском Д и органом настройки iv. В состав второй кинематической группы, создающей движение обкатной подачи ФS (В2В3), входят: внутренняя связь с органом настройки ix, внешняя связь с органом настройки is, и источник движения – кривошипный диск Д (от него заимствуется движение для второй кинематической группы).
Кроме того, для постепенного врезания в заготовку до достижения заданной высоты h зубьев нарезаемого колеса в структуре станка предусмотрена цепь врезания с органом настройки ik, связывающей вращение шпинделя заготовки с вращением кулачка К.
На основе рассмотренной структуры построена кинематическая схема зубодолбежного станка модели 5В12 (рисунок 3.2).

Рисунок 3.1 – Структурная схема станка модели 5В12
4 Анализ кинематической группы, создающей движение скорости резания ФV (П1)
Движение ФV (П1) – простое с незамкнутой траекторией (прямая линия), поэтому необходимо настроить четыре параметра: скорость, направление, путь и исходное положение.
Траектория движения (прямая линия) не настраивается, т. к. прямолинейное движение долбяка обеспечивается направляющими скольжения шпиндель (штоссель) долбяка – направляющие втулки корпуса суппорта.
Настройка скорости резания
Конечными звеньями в кинематической цепи, обеспечивающей движение скорости резания, являются электродвигатель и шпиндель с долбяком.
Для обеспечения возможности обработки, прежде всего, необходимо установить долбяк на шпиндель суппорта и заготовки на шпиндель стола.
Установка долбяка
Перед установкой долбяка на шпиндель следует убедиться, что шпиндель совершенно чист.
Долбяк насаживается на шпиндель без ударов, режущими кромками вниз. Если между долбяком и шпинделем прокладывается опорное кольцо, то последнее должно иметь достаточный наружный диаметр для обеспечения жесткого крепления долбяка.
Изображенное на рисунке 4.1 крепление (позиция 1) является неправильным из-за недостаточного диаметра опорного кольца. Позиции 2 и 3 показывают правильное крепление долбяка.
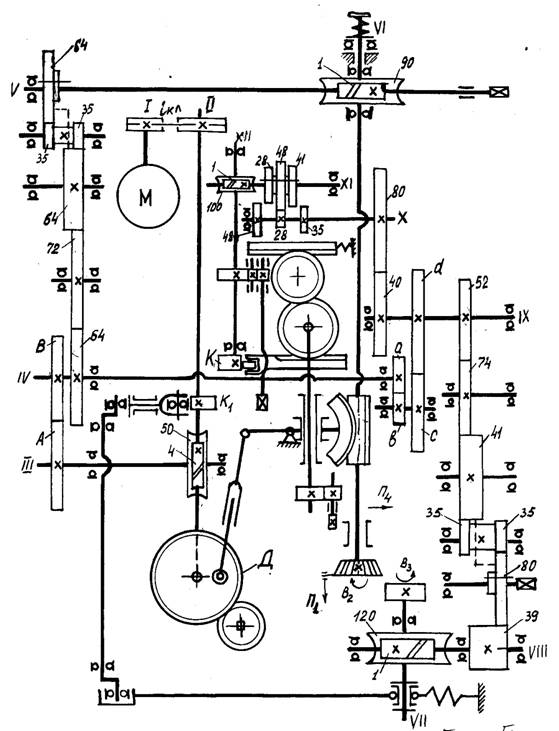
Рисунок 3.2 – Кинематическая схема зубодолбежного станка
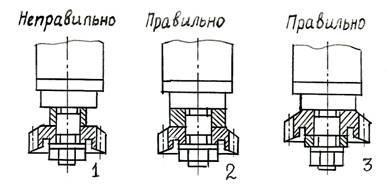
Рисунок 4.1 – Схема установки долбяка на шпиндель
Установка и крепление оправки и заготовки
Оправка, на которой крепится заготовка, имеет обратный конус и вставляется в шпиндель стола снизу. Заготовка центрируется оправкой и садится на подставку, имеющую точно обработанные торцовые плоскости. Сверху заготовка прижимается болтом через специальную быстросъемную шайбу.
Подставка и прижимная шайба должны иметь достаточно большие диаметры для обеспечения жесткого крепления заготовки. При этом они не должны препятствовать работе долбяка, т. е. необходимо, чтобы диаметры их были значительно мен6ьше диаметра окружности впадин нарезаемого колеса. Для ускорения процесса съема детали и установки заготовки на станке используется гидрозажим заготовки, включаемый рукояткой 17 (рисунок 4.2).
В зависимости от обрабатываемого материала, характера обработки, материала режущего инструмента, параметров зубчатого колеса скорость резания V при нарезании зубьев зуборезными долбяками берется в пределах 20-30 м/мин, для заготовок из конструкционной стали при однократной и окончательной обработках скорость резания V принимают равной 25 м/мин. Частота двойных ходов долбяка в минуту, устанавливаемая при обработке данного колеса, зависит от длины хода долбяка L, требуемой скорости резания и определяется по следующей формуле
![]() , (4.1)
, (4.1)
где ![]() – частота двойных ходов в минуту, дв. ход/мин.
– частота двойных ходов в минуту, дв. ход/мин.
Минимальная длина хода долбяка L вычисляется из выражения
![]() , (4.2)
, (4.2)
где ![]() – ширина нарезаемого зубчатого колеса или группы колес, мм;
– ширина нарезаемого зубчатого колеса или группы колес, мм;
![]() – суммарный выход долбяка в мм, принимаемый равным 0,25В.
– суммарный выход долбяка в мм, принимаемый равным 0,25В.
Условие настройки (УН): nэ, об/мин→n дв. ход/мин.
Уравнение кинематического баланса (УКБ)
![]() ,
,
 |
Рисунок 4.2 – Размещение рукояток управления станком
откуда
![]() ,
,
где ![]() =950 об/мин – частота вращения электродвигателя;
=950 об/мин – частота вращения электродвигателя;
![]() – передаточное отношение клиноременной передачи.
– передаточное отношение клиноременной передачи.
Передаточные отношения, обеспечиваемые клиноременной передачей со ступенчатыми шкивами, и соответствующие им частоты двойных ходов долбяка зубодолбежного станка модели 5В12 представлены в таблице 4.1.
Таблица 4.1
Параметры | Номер пары ступенчатых шкивов | |||
1 | 2 | 3 | 4 | |
Значения параметров | ||||
Передаточное отношение | 0,21 | 0,33 | 0,45 | 0,63 |
Частота двойных ходов долбяка, дв. ход/мин | 200 | 315 | 425 | 600 |
Подобрав ближающую к вычисленной по формуле (4.1) частоту двойных ходов долбяка в минуту, переставляют ремни в ручьи соответствующей пары ступенчатых шкивов привода главного движения станка.
Направление перемещения обеспечивается конструкцией кривошипного механизма станка: при перемещении долбяка вниз происходит процесс резания, вверх – холостой ход. Причем при движении долбяка вверх от кулачка К1 (см. рисунок 3.2), установленного на валу диска Д, стол с заготовкой отводится в направлении от долбяка на 0,2–0,3 мм. Это исключает износ долбяка по задним поверхностям в момент холостого хода и задиры на поверхности зубьев нарезаемого зубчатого колеса.
Настройка на путь. Под настройкой на путь понимается установка длины хода долбяка L, вычисленной по формуле (4.2). Длина хода долбяка измеряется непосредственно отсчетом по линейке, приставленной сбоку шпинделя. Для измерения длины хода долбяка надо освободить гайку 3 (см. рисунок 4.2) пальца кривошипа и винтом 2 изменить величину эксцентриситета пальца. После установки требуемой длины хода долбяка гайку 3 следует надежно затянуть.
Настройка исходного положения долбяка. Устанавливают долбяк относительно заготовки так, чтобы режущая кромка его при своем нижнем положении выходила за нижний торец заготовки на величину не менее 0,1 длины хода долбяка и при своем верхнем положении – выше верхнего торца заготовки на ту же величину.
Чтобы изменить положение долбяка относительно заготовки следует отпустить шесть гаек 5 (см. рисунок 4.2), затем подтянуть или отпустить (в зависимости от положения долбяка) винт 4 и, вращая приводной вал с помощью рукоятки, надетой на квадрат 1, произвести проверку взаимного положения долбяка и заготовки. Когда получен требуемый результат, гайки 5 следует надежно затянуть.
5 Кинематическая группа, создающая движение обкатной подачи ФS(В2 В3)
Это движение сложное с замкнутой траекторией, поэтому надо настроить три параметра: траекторию, скорость и направление.
- настройка траектории (профиля зубчатого венца).
УН: 1 об. долбяка → ![]() оборотов заготовки,
оборотов заготовки,
где ![]() – число зубьев долбяка;
– число зубьев долбяка;
![]() – число зубьев нарезаемой заготовки.
– число зубьев нарезаемой заготовки.
УКБ: ![]() .
.
Формула настройки: ![]() .
.
Передаточное отношение рассчитывается и обеспечивается подбором зубчатых колес из набора.
Набор сменных колес гитары цепи обката состоит из 49 колес со следующими числами зубьев:
24; 25; 27; 28; 31; 34; 36; 38; 40; 43; 44; 45; 47; 48; 49; 50; 52; 56; 57; 58; 60; 61; 62; 64; 65; 66; 68; 69; 70; 72; 74; 75; 76; 77; 78; 80; 81; 82; 84; 85; 86; 87; 88; 90; 92; 94; 95; 96; 98.
Гитара обката находится под крышкой с правой стороны станка (см. рисунок 4.2). Схема расположения колес гитары обката представлена на рисунке 5.1.
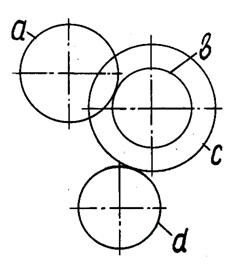
Рисунок 5.1 – Сменные зубчатые колеса цепи обката
- настройка скорости обкатной подачи. Величина подачи на зубодолбежных станках определяется величиной поворота долбяка по дуге делительной окружности на один его двойной ход, т. е.
УН: 1 дв. ход→S мм поворота долбяка
УКБ: 1 дв. ход![]() ,
,
откуда ![]() ,
,
где ![]() - модуль долбяка, мм;
- модуль долбяка, мм;
![]() - диаметр делительной окружности долбяка.
- диаметр делительной окружности долбяка.
Величина круговой подачи S принимается для предварительной обработки в пределах 0,3 – 0, 46 мм/дв. ход, для однократной окончательной – 0,1 – 0,3 мм/дв. ход.
Схема гитары круговых подач приведена на рисунке 5.2. Сумма чисел зубьев А + В = 110. Сочетание сменных зубчатых колес, имеющихся в наборе, может быть одним из указанных в таблице 5.1.
Таблица 5.1
Зубчатое колесо | Номер пары ступенчатых шкивов | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
Числа зубьев | ||||||||
Ведущее колесо А | 35 | 40 | 46 | 52 | 58 | 64 | 70 | 75 |
Ведомое колесо В | 75 | 70 | 64 | 58 | 52 | 46 | 40 | 35 |
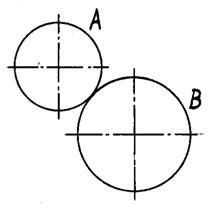
Рисунок 5.2 – Схема гитары круговых подач
- настройка направления. При нарезании зубчатых колес внешнего зацепления долбяк и заготовка вращаются в разные стороны, при нарезании зубчатых колес внутреннего зацепления долбяк и заготовка вращаются в одну и ту же сторону (см. рисунок 5.3).

Рисунок 5.3 – Схемы к определению направления вращения долбяка и заготовки
Иногда, в целях равномерного износа долбяка по обеим сторонам его режущих зубьев, изменяют направление обката. С целью обеспечения этих направлений в кинематической цепи, связывающей вращение долбяка и заготовки, установлены два реверсивных устройства с цилиндрическими зубчатыми колесами. Одно из них, с перемещаемым колесом z = 64 (см. рисунок 5.2), служит для изменения направления вращения долбяка. Управление этим реверсом осуществляется с помощью рукоятки 9 (рисунок 4.2), которая может занимать три положения: положение 1 – вращение долбяка против часовой стрелки, положение 0 – долбяк не вращается, положение 2 – долбяк вращается по часовой стрелке. Второе реверсивное устройство с перемещаемым колесом z = 80 (рисунок 2.2), служит для изменения направления вращения стола с заготовкой. Управление этим реверсом осуществляется с помощью рукоятки 13 (рисунок 4.2), которая может занимать также три положения: 1 – вращение заготовки по часовой стрелке, 0 – заготовка не вращается, 2 – заготовка вращается против часовой стрелки.
Таким образом, при нарезании колес с внешним зацеплением рукоятки реверса должны устанавливаться в положение 1-1 или 2-2 (изменяется направление обката); при нарезании колес с внутренним зацеплением рукоятки устанавливается положение 1-2 или 2-1.
6 Кинематическая группа создающая движение врезания Вр (П4)
Настройка станка на глубину врезания заключается в применении того или иного кулака врезания и перевода блока (см. рисунок 2.2) с помощью рукоятки 13 (см. рисунок 4.2) в положение, соответствующее примененному кулаку.
В комплекте принадлежностей к станку имеются три кулака врезания: однопроходный, двухпроходный и трехпроходный. В зависимости от требуемого количества проходов выбирают соответствующий кулак. Двух и трехпроходный кулаки применяются для получения более высокой точности при нарезании максимального модуля.
Схема врезания с помощью двухпроходного кулака показана на рисунке 6.1.
Углу поворота ![]() кулака соответствует участок врезания на заготовке с углом
кулака соответствует участок врезания на заготовке с углом ![]() (0,3 оборота) на глубину h - Δh мм,
(0,3 оборота) на глубину h - Δh мм,
где h – высота зуба, мм;
Δh – припуск на чистовую обработку, мм.
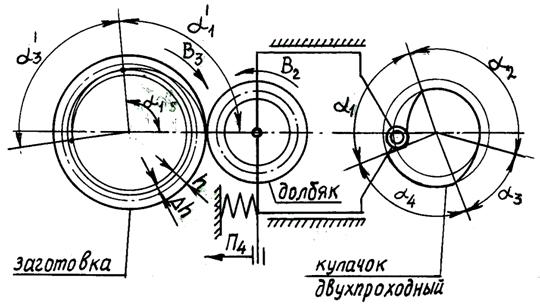
Рисунок 6.1 – Схема врезания с помощью двухпроходного кулака
Углу поворота ![]() кулака будет соответствовать один оборот заготовки с момента окончания первого врезания (снятие чернового припуска h-Δh мм). Углу поворота
кулака будет соответствовать один оборот заготовки с момента окончания первого врезания (снятие чернового припуска h-Δh мм). Углу поворота ![]() кулака соответствует участок врезания на заготовке с углом
кулака соответствует участок врезания на заготовке с углом ![]() (0,3 оборота) на глубину Δh. И, наконец, углу поворота
(0,3 оборота) на глубину Δh. И, наконец, углу поворота ![]() кулака будет соответствовать полный оборот заготовки с момента окончания врезания для чистового прохода.
кулака будет соответствовать полный оборот заготовки с момента окончания врезания для чистового прохода.
Таким образом, за время обработки (один оборот кулака) заготовка должна сделать
0,3 об. + 1 об. + 0,3 об. + 1 об. = 2,6 оборота
По аналогии для однопроходного кулака заготовка должна сделать 1,3 оборота, для трехпроходного кулака – 3,8 оборота.
Врезание долбяка в заготовку обеспечивается кинематической цепью, связывающей вращение заготовки и перемещение суппорта с долбяком.
УН: 1 об. кулака →1,3 об. заготовки для однопроходного кулака
УКБ:![]() об. заг.
об. заг.
откуда ![]() .
.
Шестерня z = 48 устанавливается на ведущий вал Х (рисунок 3.2), а шестерня z = 28 на ведомый вал Х1, что соответствует положению блока положению влево, а рукоятки управления 13 (рисунок 4.2) положению 1.
Для двухпроходного кулака
УН: 1 об. кулака→2,6 об. заготовки
УКБ: ![]()
откуда ![]()
что соответствует крайнему правому положению блока (рисунок 3.2) и положению рукоятки управления 13 (рисунок 4.2) под номером 2.
Для трехпроходного кулака
УН: ![]()
откуда ![]()
что соответствует среднему положению блока (рисунок 3.2) и положению рукоятки 13 под номером 3 (см. рисунок 4.2).
Установка долбяка на глубину врезания. Подвод инструмента к заготовке и последующая установка на высоту зуба h выполняется в следующем порядке:
а) вращением валика 8 (рисунок 4.2) приводят кулачок врезания в положение, соответствующее близкому окончанию обработки, то есть с положения, вслед за которым ролик попадает в выемку кулака (рисунок 6.2).
б) вращением валика 1 (рисунок 4.2) переводят режущую кромку долбяка на высоту, соответствующую примерно середине ширины заготовки, так чтобы палец кривошипа находился по левую сторону от центра кривошипного вала.
в) освободив гайки 14 и, выведя червяк валика 10 из зацепления с колесом, вращением валика 7 подводят долбяк к заготовке на расстояние, равное приблизительно 1 мм, после чего червяк валика 10 снова вводят в зацепление.
г) поставив рукоятку 9 в нейтральное (среднее) положение, вращением валика 11 зуб долбяка приводят в такое положение, при котором линия симметрии зуба долбяка совпадает с прямой линией, соединяющей центр долбяка с центром заготовки (рисунок 6.3).
д) вращением валика 10 (рисунок 4.2.) подводят зуб долбяка до едва заметного соприкосновения с образующей заготовки, при этом палец кривошипа должен находиться по левую сторону от центра кривошипного вала.
е) вращением валика 1 переводят долбяк в крайнее верхнее положение.
ж) кольцо с делениями, находящегося на валике 10 ставят на ноль и затем, вращая валик 10, подводят суппорт к заготовке на расстояние, равное высоте зуба (h = 2,25 m). При этом необходимо учитывать, что один оборот валика соответствует 1 мм, а 1 деление лимба соответствует 0,02 мм перемещения суппорта.
з) затянув гайки 14 и вращая валик 8, проворачивают кулачок врезания до тех пор, пока ролик рейки не попадает в выемку кулачка, в результате этого суппорт отойдет влево.
и) обе рукоятки 9 и 18 переводят в крайние одинаковые положения, что необходимо при нарезании колес внешнего зацепления, а при нарезании колес внутреннего зацепления рукоятки реверсов ставят в разные положения.
к) включают станок.
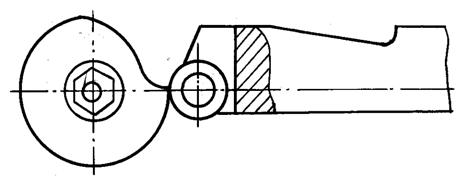
Рисунок 6.2 – Схема установки кулачка врезания при наладке станка на высоту зуба
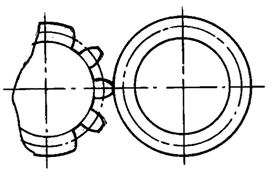
Рисунок 6.3 – Схема установки оси симметрии зуба долбяка
7 Варианты заданий
Инструмент и заготовка | Наименование параметров | Обозначение | Варианты | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
Долбяк | Число зубьев долбяка | zД | 68 | 68 | 68 | 40 | 40 | 60 | 60 | 16 | 16 |
Модуль | m | 1,5 | 1,5 | 1,5 | 2,5 | 2,5 | 1,25 | 1,25 | 2,25 | 2,25 | |
Материал долбяка | Р6М5 | ||||||||||
Класс точности | В | ||||||||||
Нарезаемое зубчатое колесо | Число зубьев заготовки | zЗ | 50 | 45 | 40 | 24 | 19 | 60 | 55 | 60 | 55 |
Модуль | m | 1,5 | 1,5 | 1,5 | 2,5 | 2,5 | 1,25 | 1,25 | 2,25 | 2,25 | |
Материал заготовки | Сталь 40 | ||||||||||
Степень точности | Ст. точности 8-8-7-Аа |
8 Меры безопасности

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
