
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В связи с тем, что ППК (механизм, воплощающий собой ППК) имеет только один зуб исходного контура производящей рейки, то для нарезания очередного зуба необходимо механизм (ППК) возвращать в исходное положение. С этой целью используется реверсивное устройство с составным подковообразным колесом.
С вала ХI (рисунок 4) вращение передается через зубчатые цилиндрические колеса Z = 61, 62, 61 ведущей шестерни Z = 20 реверсивного механизма, которая зацепляется то с наружным (Z = 120, прямой рабочий ход), то с внутренним венцом реверсивного колеса (Z = 80 – обратный, холостой ход), заставляя его вращаться то в одну, то в другую сторону. При этом через ведомое зубчатое колесо Z = 24, шестерни гитары обката ![]() (ίх) (рисунок 4) и червячную передачу
(ίх) (рисунок 4) и червячную передачу ![]() осуществляется качание механизма ППК.
осуществляется качание механизма ППК.
Реверсивное составное колесо состоит из двух участков: первый из них – целый, кольцеобразный, с наружным венцом Zн = 120 и внутренним Zв = 80. Второй участок – составной, подковообразный, зубья наружного и внутреннего венцов служат продолжением зубьев первого участка и соединяются между собой полушестернями, образуя подкову. Вал ХIII ведущей шестерни Z = 20 находится в рычаге, который может поворачиваться относительно оси вала ХII и перемещаться вдоль нее для осуществления необходимого зацепления с реверсивным колесом. Ведущая шестерня Z = 20 во время рабочего хода зацепляется с наружным венцом Zн = 120 реверсивного колеса и, после того, как ведомое колесо Z = 24 совершит пять полных оборотов, она перемещается вдоль зуба под действием кулачка К5 на валу VIII и переходит в зацепление с составным участком. Затем по полушестерне Z = 10 входит в зацепление с внутренним венцом Zв = 80 и, наконец, перемещаясь вдоль зуба, с его целым участком.
После того как ведомое колесо Z = 24 сделает 5 оборотов в обратную сторону (холостой ход) ведущая шестерня Z = 20 перемещается вдоль зуба на составной участок и по полушестерне
Z = 10 на его наружный венец Zn = 120. Затем шестерня Z = 20 перемещается вдоль зуба на наружный венец целого участка реверсивного составного колеса, и цикл начинается снова.
4) Настройка на путь (угол качания механизма ППК).
Угол качания (град.) рассчитывается по формуле:
![]() ППК = arccos
ППК = arccos 0,5
0,5 ![]() ′ ,
′ ,
где ![]() е – угол конуса выступов нарезаемого конического колеса, град.;
е – угол конуса выступов нарезаемого конического колеса, град.;
![]() - угол конуса впадин нарезаемого колеса, град.;
- угол конуса впадин нарезаемого колеса, град.;
![]() ' =
' =![]() .
.
Расчетное значение величины угла обката ![]() ППК обеспечивается кинематической цепью, связывающей элементарные движения ППК и заготовки.
ППК обеспечивается кинематической цепью, связывающей элементарные движения ППК и заготовки.
5) Настройка исходного положения (установка угла механизма ППК).
Для установки исходного положения ППК необходимо открыть дверцу 6 (рисунок 7), и, вращая за квадрат червяка червячной пары распределительного вала, совместить риску ״середина обкатки ״ на кольце под червячным колесом с неподвижно закрепленным указателем.
Далее открывают дверцу 5 (рисунок 7), гитары обката, снимают ведомую сменную шестерню (L) и ключом за вал червяка механизма ППК устанавливают последний так, чтобы его нулевая отметка совпадала с нулевой отметкой неподвижной шкалы 5 (рисунок 6). Это положение ППК соответствует середине обката. Затем сменную шестерню L ставят на место так, чтобы валы не провернулись на величину более чем необходимую для сцепления шестерен.
4.3 Кинематическая цепь, обеспечивающая движение деления Д (В4)
Во время холостого хода для возможности нарезания очередного зуба заготовке сообщается движение деления Д (В4). Причем, с целью исключения работы одного из резцов в уже обработанной впадине, делительный поворот заготовки производится на нарезание не соседнего зуба, а на определенное число пропускаемых зубьев Zi. Значение Zi рассчитывается по формуле:
где ![]() ППК - угол качания, град;
ППК - угол качания, град;
Zc – число зубьев плоского производящего колеса.
Полученное значение Zi округляется до ближайшего большего, причем так, чтобы это число не было кратно числу зубьев нарезаемого конического колеса и не имело с ним общих множителей.
В связи с тем, что делительный поворот происходит один раз за цикл, т. е. за один оборот распределительного вала, кинематическая цепь деления связывает распределительный вал и заготовку.
УН: I об. РВ → Zi / Z оборотов заготовки.

На рисунке 13 изображен эскиз расположения сменных зубчатых колес цепи деления. Для обеспечения возможности сцепляемости зубчатых колес, необходимо выдержать минимальную и максимальную суммы чисел зубьев сцепляемых колес, указанных на рисунке. Сменные зубчатые колеса берутся те же, что и для органа настройки в цепи обката. Орган настройки цепи деления расположен под крышкой 13 (рисунок 7).
Рисунок 13
4.4 Движение врезания
Под движением врезания на станке 5236П понимаются все установочные перемещения бабки изделия, обеспечивающие получение полной высоты зубьев нарезаемого колеса. К этим установочным перемещениям относятся:
- осевая установка бабки изделия;
- угловая установка бабки изделия;
- установка стола;
- установка двухпроходного механизма;
- движение врезания, используемое при комбинированном способе нарезания конических колес.
Кратко остановимся на каждом из них.
1) Осевая установка бабки изделия
Осевой установкой называется расстояние Мс, мм, (рисунок 14) от центра станка до торца шпинделя I бабки изделия:
Мс = Ам + Б, где Ам – размер по чертежу детали 2 (согласно варианту задания);
Б - ширина бурта оправки, (из таблицы вариантов заданий).
Рисунок 14
При посадке оправки в шпиндель бабки изделия от руки, зазор должен быть равен 0,05 ![]() 0,1 мм, при затягивании оправки с помощью струны 4 зазор должен выбираться. Оправка снимается с помощью тяги гайки 5. Полученный размер устанавливается по шкале линейки и нониусу (рисунок 7), для чего отпускаются гайки 8 и с помощью винта 2 перемещается бабка изделия в осевом направлении.
0,1 мм, при затягивании оправки с помощью струны 4 зазор должен выбираться. Оправка снимается с помощью тяги гайки 5. Полученный размер устанавливается по шкале линейки и нониусу (рисунок 7), для чего отпускаются гайки 8 и с помощью винта 2 перемещается бабка изделия в осевом направлении.
2) Угловая установка бабки изделия
Здесь преследуется цель совместить образующую конуса впадин обрабатываемого зубчатого колеса с центральной плоскостью (плоскостью, в которой перемещаются вершины резцов, рисунок 7). Для установки бабки изделия на угол внутреннего конуса нарезаемой шестерни, необходимо освободить гайки 9 поворотной плиты и повернуть бабку изделия на угол ![]() по шкале 11 и нониусу 12 с точностью до 15 с. После перемещения снова закрепить гайки поворотной плиты.
по шкале 11 и нониусу 12 с точностью до 15 с. После перемещения снова закрепить гайки поворотной плиты.
3) Установка стола
Стол устанавливается относительно резцов так, чтобы вертикальная ось поворотной плиты проходила через центральную плоскость, в которой лежат вершины резцов.
Вследствие того, что вся настройка задается по плоскому производящему колесу, образующая внутреннего конуса заготовки должна лежать в центральной плоскости станка.
Положение стола относительно резцов определяется установкой нониуса 1 (рисунок 15). При совпадении оси поворотной плиты с центральной плоскостью станка нониус показывает ноль, (регулировка производится винтом 4).
Рисунок 15
4) Установка двухпроходного механизма
Обычно обработку на станке ведут в два прохода (черновая и чистовая обработка), для чего устанавливают маховик 3 (рисунок 15) на величину требуемого припуска, оставляемого на второй проход.
При чистовом нарезании шестерни маховичок двухпроходного механизма устанавливается в нулевое положение.
Двухпроходный механизм представляет собой валик 2 (рисунок 15), на котором имеются площадки разной высоты. В зависимости от величины припуска соответствующая площадка упирается в жесткий упор 5 станины. На маховике 3 нанесены деления, указывающие величину припуска на второй проход 0,05; 0,15; 1,5; 2,5 мм.
5) Движение врезания, используемое при комбинированном способе нарезания конических колес.
При нарезании колес с углом начального конуса 700 и больше необходимо иметь угол качания механизма ППК больше 700, что не рекомендуется для работы станка. Поэтому нарезание таких колес ведут комбинированным способом, при котором одновременно с обкаткой происходит врезание инструмента в заготовку. Это осуществляется за счет особого кулачка К2 (рисунок 4), сидящего на распределительном валу. Когда инструмент врежется в заготовку до предельного положения, врезание прекращается и происходит формирование профиля методом обката.
При комбинированном способе нарезания необходимо сделать дополнительный расчет и дополнительную наладку станка, что не входит в задачи лабораторной работы.
4.5 Вспомогательные движения и движения управления (рабочий цикл станка)
После нарезания очередного зуба с помощью кулачка К1 распределительного вала (рисунок 4) бабка изделия отводится от центральной плоскости на 8 мм. В конце отвода с помощью кулачка К3 срабатывает конечный выключатель, который исключает потенциометр управления из электрической цепи питания двигателя постоянного тока, в результате чего поворот механизма ППК в исходное положение и делительный поворот заготовки на число пропускаемых зубьев происходит ускоренно (холостой ход). В конце холостого хода подключается потенциометр управления двигателем, механизм ППК начинает вращаться в другую сторону, бабка изделия с помощью кулачка К1 выводится в исходное положение и начинается рабочий ход. В конце его бабка изделия отводится и цикл повторяется. За I оборот распределительного вала совершается цикл работы станка, т. е. нарезается один зуб. Следовательно, для нарезания зубчатого колеса с числом зубьев Z необходимо совершить Z циклов. Счет циклов производится по диску 10 (рисунок 7), управляемого кулачком К4 распределительного вала.
Станок модели 5236П гидрофицирован. Гидравлика используется для зажима детали, подвода и отвода стола с бабкой изделия на расстояние до 100 мм, для подвода диска счетчика циклов, смазки узлов и механизмов станка и для охлаждения. Отработанное масло очищается рядом фильтров и сливается в бак.
5 Циклограмма работы станка
Последовательность элементов цикла и их длительность, определяющих время цикла (время обработки одного зуба), можно представить в виде циклограммы (рисунок 16). Согласно приведенному примеру циклограммы время цикла составило около
22 с, время обработки одной детали – около 626 с. В лабораторной работе необходимо с помощью секундомера измерить время элементов цикла для выполненной настройки наладки станка и построить циклограмму по упрощенной схеме (без наименования узлов команд по рисунку 16).
Таблица 2 – Циклограмма работы станка
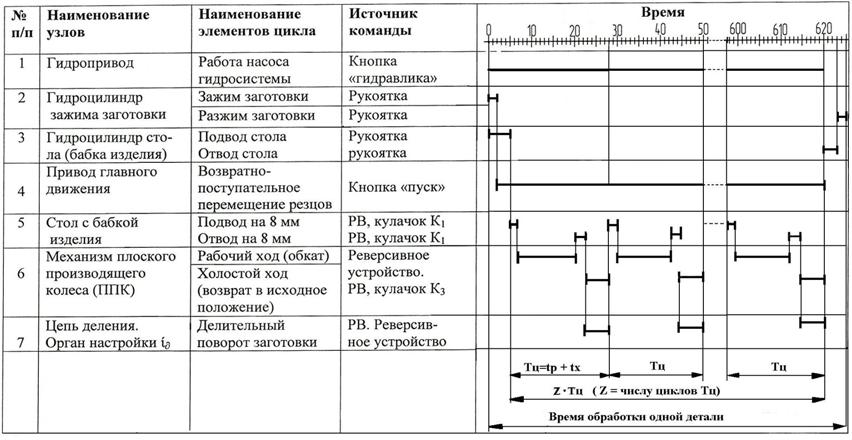
Рисунок 16
6 Варианты задания
1 | 2 | 3 | 4 |
Параметры конической зубчатой передачи | |||
∑ = 900 | ∑ = 900 | ∑ = 900 | ∑ = 900 |
|
|
|
|
α = 200 | α = 200 | α= 200 | α = 200 |
m = 1,75 | m = 1,75 | m = 1,75 | m = 1,75 |
Степень точности 8-7-7Вв | Степень точности 7Вв | Степень точности 8-8-7Аа | Степень точности 7-6-6-Сс |
Материал сталь 45 | Материал сталь 45 | Материал сталь 45 | Материал сталь 45 |
Размер Б оправки | |||
49,4 | 49,4 | 49,4 | 49,4 |
Нарезание зубьев на станке |

1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 |
Zш | Zk | Zш | Zк | Zш | Zк | Zш | Zк |
Примечание - Расшифровка обозначений параметров приведена в приложении Б.
7 Меры безопасности
7.1 Практическую часть работы разрешается выполнять только после изучения теоретической части лабораторной работы.
7.2 Запрещается включать станок без разрешения учебного мастера или преподавателя.
7.3 Настройку и наладку производить только исправным инструментом.
8 Содержание отчета
8.1 Цель лабораторной работы.
8.2 Задание: эскиз детали согласно варианту, таблица основных параметров, численные значения всех остальных параметров (приложение Б и В).
8.3 Структурная схема станка (рисунок 3).
8.4 Анализ кинематической группы создающей движение скорости резания Фv(П1):
8.4.1 Расчеты по настройке скорости резания, рисунок органа настройки.
8.4.2 Краткие пояснения по настройке направления.
8.4.3 Краткие пояснения по настройке на путь и исходное положение.
8.5 Анализ кинематической группы создающей движение обкатной подачи Фs(В2В3).
8.5.1 Расчеты по настройке траектории (условие настройки, уравнение кинематического баланса, формула настройки, расчет передаточного отношения и подбор сменных колес в цепи обката).
8.5.2 Расчеты по настройке скорости обката.
8.5.3. Краткое пояснение по направлению обката (за счёт чего достигается).
8.5.4 Расчет угла качания механизма ППК.
8.5.5 Краткое пояснение по настройке исходного положения.
8.6 Анализ кинематической группы, обеспечивающей движение деления Д(В4).
8.6.1 Расчет числа пропускаемых зубьев.
8.6.2 Расчет передаточного отношения органа настройки и подбор сменных колес.
8.7 Анализ движения врезания ВР (П5).
8.7.1 Рисунок 14 и расчеты по осевой установке бабки изделия.
8.7.2 Краткие пояснения по угловой установке бабки изделия.
8.8 Циклограмма работы.
Контрольные вопросы
1 Назовите основные параметры конической передачи и конического зубчатого колеса.
2 Что представляет собой плоское производящее колесо (ППК)?
3 Чему равно число зубьев ППК?
4 Какими методами и какими формообразующими движениями получаются образующая (прямая) и направляющая (профиль зубьев) производящие линии конического зубчатого колеса?

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
