
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
- обеспечение постоянного сжатия и выравнивания заготовки выходящей из охлаждающей камеры.
Для надлежащего выравнивания, чтобы не образовывались трещины и другие дефекты, заготовка должна прибывать в эту зону с заданной температурой (900-1000°С).
Температура, таким, образом, является важным параметром для контроля правильных операций и, следовательно, для обеспечения качества производимой заготовки.
Тянуще правильный ролик воздействует на внутреннюю сторону заготовки: рабочее давление ролика, действующее на заготовку, создается работой гидравлического цилиндра.
Каждый блок состоит из пары роликов и нижнего свободно вращающегося ролика. Тянущая пара роликов имеет привод (верхний ролик подвижен), а выпрямляющая пара роликов состоит из верхнего подвижного с приводом ролика и нижнего - свободного.
Верхние ролики приводятся в действие и управляются гидравлическим цилиндром.
Два цилиндра, подключенные к гидравлической системе контроля подвижного верхнего ролика, могут выдавать различные значения калибровочного давления, в зависимости от типа и сечения заготовки для разливки.
Рабочее давление гидравлического цилиндра может устанавливаться на высокое и низкое с помощью калиброванных электромагнитных клапанов.
Ролики приводятся в движение с помощью моторедуктора переменного тока самотормозящего типа, что позволяет осуществлять точный контроль и регулировать скорость вытягивания; привод ролика состоит из одной приводной и редукционной группы, и трех планетарных редукторов.
Смазка колеса осуществляется с помощью масляной ванны.
На машине установлена автоматическая система централизованной густой смазки, соединенная с системой смазки машины непрерывного литья. Эта система обеспечивает смазкой все роликовые опоры вытягивающего устройства и штифты рычагов.
Все ролики имеют внутреннее охлаждение: каждый ролик имеет вращающееся соединение, установленное на его оси, которое обеспечивает доступ воды охлаждения. Это также обеспечивает защиту самых важных частей машины от теплового излучения заготовки. Для обеспечения эффективного понижения температуры, роликовые опоры и направляющий канал, по которому движется заготовка, также охлаждается.
Каждый двигатель питается от двунаправленных инверторов и оборудован импульсным генератором (кодирующее устройство). Кодирующее устройство позволяет автоматически переустанавливать параметры мотора с высокого давления при прохождении затравки на низкое при прохождении литейной заготовки, также позволяет определять размеры отрезаемой заготовки в ходе автоматического цикла.
Осуществляет запуск промежуточного рольганга.
Первый тянуще правильный мотор (по направлению литейного потока) оснащен магнитным тормозом, для блокировки затравки когда она правильно вставлена в кристаллизатор.
Машина имеет различные функциональные характеристики, применяемые для следующих операций:
- доставка затравки к кристаллизатору, для начала процесса разливки.
- извлечение и правка заготовки в процессе литья.
- задание и настройка скорости литья.
Все ролики (составляющие две секции машины), которые действуют на внешней и внутренней стороне заготовки имеют привод и разделены на следующие секции:
- секция извлечения (напротив выхода с охлаждающей камеры) состоит из первой пары роликов, (подвижного и неподвижного), подвижный ролик функционирует за счет действия гидравлического цилиндра.
- правильная секция состоит из второй пары роликов и установлена после секции извлечения: один ролик является холостым и закреплен неподвижно, второй ролик с приводом, подвижен - функционирует за счет действия гидравлического цилиндра.
Функция валков заключается в обеспечении необходимого давления на заготовку (различные значения действуют для участка разливочной заготовки) в процессе вытягивания, а также на затравку, когда она подается в кристаллизатор. Рабочее давление на каждый цилиндр выбирается (высокое или низкое) и подается с помощью двух различных электромагнитных клапанов.
Все моторизованные валки приводятся в движение АС двигателем, который обеспечивает точный контроль и соответствующую скорость вытягивания.
Скорость двигателя задается вручную (с пультовой участка литья) или с помощью устройства, контролирующего уровень стали в кристаллизаторе ручья.
Скорость двигателя была измерена и выверена с помощью установленного на нем тахогенератора.
Импульсный генератор (кодер), установленный на тахогенераторе, используется для мерного реза обрубаемой заготовки в автоматическом режиме.
Вращение валков осуществляется через редукционную коробку (работающей в масляной ванне). Вращение других валков также осуществляется через эту коробку.
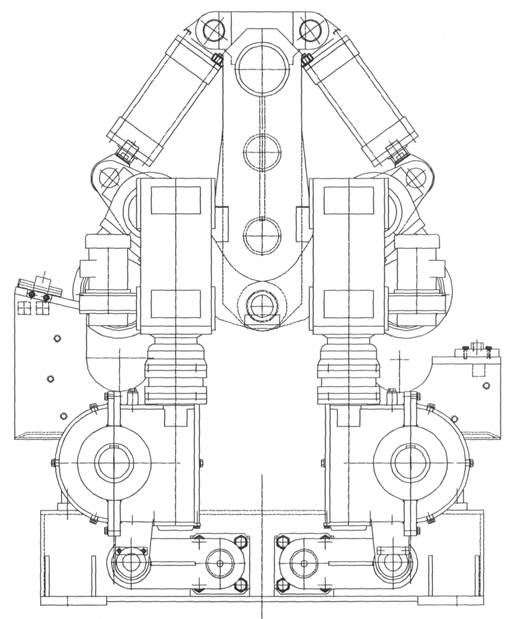
Рисунок 3 - Тянуще правильная машина
Валки имеют внутреннее охлаждение. Каждый валок имеет поворотную муфту, который позволяет впуск и выпуск охлаждающей жидкости.
Вода также циркулирует в опорах для роликов и в направляющем желобе для заготовок, для защиты важных деталей от тепла, исходящего от разливочной заготовки.
Охлаждающая система питается от третичной системы (замкнутый тип).
3 Надежность, ремонт и Эксплуатация
3.1 Надежность
Машина непрерывного литья заготовки представляет собой комплекс последовательно взаимосвязанных механизмов. Эксплуатационная надежность оборудования оценивается вероятностью безотказной работы за промежуток времени без учета простоев в текущие и капитальные ремонты.
Вероятность безотказной работы в периоды между текущими ремонтами одинакова независимо от времени, прошедшего после ремонта. Капитальные ремонты повышают надежность, что свидетельствует о необходимости сокращения текущих ремонтов и повышения эффективности капитальных ремонтов.
Детали и узлы металлургического оборудования, подвергающиеся в процессе эксплуатации действию различных нагрузок, изнашиваются и разрушаются. Разрушение деталей металлургических машин происходит как при превышении внешней нагрузкой уровня предельной статической прочности деталей, так и в результате усталостных разрушений. Размеры внешних нагрузок и параметры прочности являются случайными величинами. Поэтому возможно превышение внешней нагрузкой пределов прочности деталей и их разрушение, несмотря на большие запасы прочности, определенные по средним значениям максимальных нагрузок и характеристик прочности.
Находящееся в эксплуатации механическое оборудование металлургических цехов вследствие постепенного изменения размеров деталей в результате износа, а также поломок при переменных по величине и направлению нагрузок теряет способность выполнять технологические функции.
К основным факторам, оказывающим влияние на надежность и долговечность металлургического оборудования, следует отнести: механические свойства металлов, из которых изготовлены детали, качество их изготовления и конструктивное выполнение, упрочняющую обработку, законы нагружения и условия эксплуатации.
Выход из строя деталей металлургического оборудования происходит в основном по трем причинам: вследствие износа, внезапных поломок и образования и роста усталостных трещин, вызывающих в конце концов поломку детали.
Детали машины непрерывного литья заготовок, работающие при соприкосновении с раскаленным металлом в условиях высоких и быстро меняющихся температур, также подвергаются интенсивному износу. Поверхность прокатных валков выкрашивается вследствие высоких удельных давлений между валком и прокатываемым металлом. Из-за быстрой смены температур на поверхности валков появляется сетка разгара.
Внезапные поломки деталей металлургического оборудования, возникающие от однократных перегрузок, являются, как правило, следствием нарушений технологического режима, вызванных недосмотром технического персонала или несоответствием перерабатываемого сырья предъявляемым к нему требованиям.
В случае поломки детали проводят тщательный анализ причин, вызвавших поломку, изучают вид излома, исследуют макро - и микроструктуру материала и на основе получаемых данных намечают мероприятия по предотвращению поломок.
Анализ изломов является объективным методом, позволяющим оценивать величину перегрузки, концентрацию напряжений, условия развития усталостной трещины и другие особенности разрушения деталей. Он позволяет конструкторам и эксплуатационникам оценивать прочность деталей и предупреждать их поломки.
Условия нагружения, вызвавшие усталостное разрушение, могут быть установлены по таким признакам, как характер излома, глубина развития усталостной трещины, степень и характер наклона поверхности излома, число очагов развития трещины, характер и частота следов линий фронта распространения трещины, число очагов возникновения трещин.
При анализе изломов необходимо учитывать влияние следующих факторов на прочность и вид износа детали: свойства материала, метода изготовления и обработки детали; ее конструктивных особенностей; условий работы и нагружения. Для этого необходимо знать особенности механизма усталостного разрушения и закономерности влияния различных факторов.
Для усталостных изломов характерно наличие в сечении четко выраженных зон разрушения с мелкозернистой, фарфоровидной или шлифованной поверхностью и зоны статического (быстрого) разрушения остальной части сечения с волокнистым строением для вязких металлов или крупнозернистым для хрупких. В соответствии с постепенным развитием разрушения в изломе можно обнаружить следующие характерные зоны: зарождения усталостных трещин (микроскопические и макроскопические локальные места), развития трещин (усталостное разрушение), ускоренного разрушения (переходная зона) и окончательного быстрого разрушения (статический долом).
Характер излома определяется уровнем действующих напряжений: чем выше перегрузка, тем меньше зона усталостного разрушения и больше зона статического разрушения. При больших перегрузках может возникнуть несколько очагов развития трещин, которые затем могут дать несколько зон усталостного разрушения. Блеск поверхности зоны усталостного разрушения увеличивается с уменьшением перегрузок и увеличением числа циклов нагружений до разрушения.
Направление развития трещин зависит от вида напряженного состояния и ориентировки главных напряжений: при растяжении, сжатии и изгибе трещины развиваются на поверхности действия главных нормальных напряжений, а при кручении — сначала в плоскости действия касательных напряжений, а затем в плоскости главных нормальных напряжений. Развивающаяся трещина проникает в глубь сечения, образуя линию фронта ее продвижения. На скорость ее продвижения влияют величина и характер действующих напряжений. По расположению усталостных линий можно приближенно судить о режимах работы детали.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
