
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Далее разбитая на элементы расчетная область передается в "решатель".
Этап 3. Определениезадачи. На третьем этапе определяется сама задача. Задается модель расчетной области, определяется среда, задаются граничные и начальные условия. При понимании всех физических процессов наблюдаемых в задаче, данный этап не составляет большого труда.
Этап 4. Решение.На четвертом этапе происходит само численное решение задачи. В этом процессе человек принимает сугубо пассивную роль - следит за сходимостью и невязками, но в ряде программ, особенно, производящих расчеты нестационарных процессов на этом этапе может потребоваться вмешательство пользователя, в возможности которого входит управление параметрами генерируемой при вычислениях конечно-элементной сетки (алгоритм переразбиения), управления расчетными параметрами, таким как величина шага решения, параметры сходимости и количество итераций. Однако управление последними параметрами требует высокой квалификации пользования как в МКЭ, так и в самой программе. Поэтому данные переменные следует менять в случае крайней необходимости.
Этап 5. Анализ полученных результатов.На пятом этапе проводится анализ полученных результатов. Если есть возможность, то проводится верификация данных с экспериментом. Если получен нефизический результат или имеются большие расхождения с экспериментом, задача перерабатывается, вплоть до построения новой расчетной области и все последующие этапы проводятся снова.[7]
14. Программное обеспечение, реализующее метод конечных элементов.
Программное обеспечение, базирующиеся на методе конечных элементов, должно включать в той или иной степени функции модулей: ввода данных (препроцессора), вычислений (процессора), вывода результатов (постпроцессора).
В программном обеспечении систем автоматизированного проектирования функции ввода и вывода особенно развиты, так как они сокращают время получения данных и оценки результатов в ходе моделирования. Вычислительный модуль в основном использует элементы основной конфигурации технических средств: арифметический процессор, оперативную память, внешнюю память большой емкости.
Чаще всего встречается следующая организация программного обеспечения для метода конечных элементов:
1) единая программа для всех функций;
2)одна программа -- для ввода и вывода, другая программа -- для расчета;
3)отдельная программа на каждую функцию.
Использование единой программы, управляющей всеми функциями, позволяет осуществлять быстрый переход от одной процедуры к другой. Единая программа особенно эффективна в тех случаях, когда необходимо многочисленное повторение цикла ввод-расчет-вывод.
В следующем возможном варианте пользователь раздельно пользуется модулем ввода-вывода и модулем вычисления. Это позволяет ему производить расчеты с разделением времени.
Последний вариант представляет собой цепочку «препроцессор -- процессор -- постпроцессор». При этом можно предусмотреть использование нескольких препроцессоров, представляющих пользователю разные возможности.
Примеры программного обеспечения, реализующего метод кэ:
ANSYS
DEFORM-2D/3D
Code_Aster
Deal. II
Femap
LibMesh
LSDYNA
Maxwell (Ansoft)
MicroFe
Nastran(от Simens)
NX Advanced Simulation
QForm 2D/3D
SCAD STARK ES (Россия)
ПК Лира
15. Этапы моделирования в программном комплексе DEFORM-3D.
В программном комплексе DEFORM-3D существуют 3 основных этапа моделирования:
1. Препроцессор
2. Решатель
3. Поспроцессор
Препроцессор служит для создания модели объекта исследования (геометрическая и расчетная), задача параметров модели – сетка, температура, пластичность и др., характеристики контакта – коэффициент трения, коэффициент теплопередачи, определяются точки контакта инструмента с заготовкой, производится настройка решателя, осуществляется генерация баз данных.
Рассмотрим этапы моделирования на примере нашей лабораторной:
1. Создание задачи: задание параметров заготовки - заготовка пластичная, температура нагрева 12500С, материал сталь 15(выбираем необходимую из базы данных).
2. Генерация сеточной модели: количество элементов – 50000.
3. Создание плоскостей симметрии, выбирая переднюю и верхнюю грани. Количество шагов для нагрева сляба – 112. Время одного шага – 0,5 с.
4. Генерация базы данных. Запуск процесс нагрева.
5. Создание нового объекта – валка диаметром 1400мм. Сопоставление и совмещение точек контакта валка со слябом. Задание обжатия для первой клети, при этом вводим коэффициенты трения и теплоотдачи. Задание угловой скорости валка 1,79с-1(1,25/0,7).
6. Указание условия операции №2: добавление деформационного изменения, для этого выбирается пункт прокатка.
7. Создание нового объекта – толкателя размерами 660х125х10мм. Создание контакта со слябом, при этом скорость толкателя задается 1250 мм/с. Запуск расчета на 20 шагов. После этого действие толкателя удаляется и запускается расчет до конца обжатия.
В решателе происходит расчет поставленной задачи.
Постпроцессор служит для обработки результатов моделирования. В нем возможно графическое представление результата вычисления по шагам (общее, в указанной точке, между двумя точками), определение направления течения материала, вывод информации в качестве текстовых, графических и видео файлов.
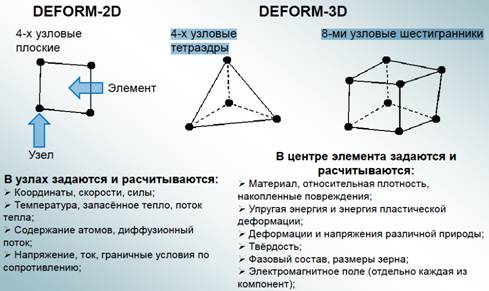
16. Типы конечных элементов, используемых в DEFORM-3D. Охарактеризуйте способы создания конечно-элементной сетки.
4-х узловые тетраэдры и 8-ми узловые шестигранники
Способы создания сетки: Автоматическая генерация сетки, Автоматическое перестроение сетки в процессе расчета, Ручное перестроение сетки с сохранением всех данных, полученных на предыдущих стадиях расчета, Число конечных элементов может быть любым и определяется пользователем, максимальный и минимальный размер КЭ может быть любой и определяется пользователем, Ввод точного значения максимального и минимального размера КЭ, Локальное переразбиение КЭ сетки.
17. Перечислите исходные данные, необходимые для создания модели теплового процесса в DEFORM-3D.
Номер печи. Режим обжатий. Толщина. Ширина. Скорости по клетям. Скорость перемещения сляба по рольгангу. Скорость в окалиноломателе. Температура выхода металла из печи. Расстояния между клетями. Расстояние от окалиноломателя до 1-ой клети. Диаметры бочек. Коэффициент трения. Коэффициент теплообмена. Материал. Пластичность материала.
18. Перечислите возможности по обработке результатов моделирования в DEFORM-3D. Особенности слежения за точками заготовки в процессе моделирования.
Система DEFORM предоставляет широкие возможности для обработки результатов, оценки процесса на наличие дефектов (образование трещин, складок, незаполнение штампа и др.), анализа течения материала. Результаты включают график усилия, поля распределения напряжений, деформаций и температуры, причем они могут быть представлены графически и таблично. Наглядно показаны макро - и микроструктура изделия, движение отдельных точек материала. Уникальной является возможность визуализации трехмерной, «вмороженной» в материал сетки FLOWNET. Для создания отчетов результаты можно вывести в виде графиков, численных данных, твердых копий и анимации.
Особенности слежения за точками заготовки в процессе моделирования.
В процессе моделирования существует возможность наблюдения за отмеченными точками, можно наблюдать температуру, деформацию и усилие по графикам.
19. Перечислите исходные данные, необходимые для создания модели вертикальной горячей прокатки в DEFORM-3D.
Толщина, ширина сляба. Температура выхода металла из печи. Диаметры бочек. Коэффициент трения. Коэффициент теплообмена. Материал. Профилировка валков. Режим обжатия. Скорости по клетям. Расстояния между клетями. Скорость перемещения сляба по рольгангу. Скорость в окалиноломателе. Расстояние от окалиноломателя до 1-ой клети.
20. Перечислите особенности, которые необходимо учитывать при создании трехмерной расчетной модели процесса в Deform-3D.
21. Как определяется взаимодействие между объектами при моделировании процесса методом конечных элементов.
22. Перечислите особенности, которые необходимо учитывать при создании трехмерной расчетной модели или узла в Autodesk Inventor.
23. Какие задачи можно решить при моделировании горячей прокатки в программном комплексе DEFORM-3D?
DEFORM позволяет моделировать пластическое течение материала для горячих, полугорячих и холодных процессов, причем это могут быть как изотермические, так и неизотермические процессы. Теплопередача между объектами и внутри них может быть проанализирована как отдельный процесс или совместно с процессом деформирования по сопряженной схеме. При расчете принимаются во внимание все факторы, влияющие на процесс штамповки: конвекция, излучение, тепловыделение при фазовых переходах и пластических деформациях, выделение тепла при трении, потери тепла в зоне контакта между заготовкой и инструментом, влияние температуры на коэффициент трения и термомеханические характеристики материала, влияние давления на трение и т. д.
В DEFORM нет ограничений на количество участвующих в процессе объектов — как деформируемых, так и деформирующих. Это позволяет моделировать даже самые сложные технологические операции с участием сборных заготовок и любого количества инструментов. При этом инструмент может быть неподвижным или перемещаться в любом направлении в зависимости от параметров заданного оборудования. Возможно моделирование таких современных технологических процессов, как обкатка или ротационная вытяжка. Инструмент может быть задан и абсолютно жесткий, и упругий, деформируемый. Для технологов очень важна возможность анализа прочности штампа. Эффективный одношаговый алгоритм позволяет сделать это как для жесткого, так и для упругого инструмента на любом шаге процесса. Возможен расчет нескольких инструментов, а также учет предварительного натяга в составном инструменте.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
