
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Создание пористой структуры в бетоне может происходить [124] за счет введения в цементно-песчанную массу пены, полученной при помощи пенообразователей (пенобетон) или за счет процесса газообразования при введении газообразующих добавок, например алюминиевой пудры марки ПАК-3 (газобетон). Для получения пенобетона в нормальных условиях твердения необходимо использовать в качестве вяжущего вещества портландцементы, с активностью не менее 350-450 кгс/см2. Автоклавная обработка позволяет часть портландцемента заменить мелкодисперсными кремнеземнистыми материалами (маршаллит, зола – уноса ТЭЦ и др.).
Для поризации требуется достаточно подвижная цементно-песочная масса, так как иначе поризованая смесь будет неоднородной. Поэтому величина водовяжущего отношения определяется из условия обеспечения минимально необходимой текучести массы, обеспечивающей хорошее заполнение форм. Для осуществления формовки изделий заливкой требуется, чтобы вспененная масса начала свободно стекать с металлического плоского лотка при угле наклона в 30°.
Для приготовления вспененной поризованной массы используют растворомешалки типа С-208, С-209, а также пенобетономешалки типа Л-315 и СМ-578. Пена изготавливается в лопастных пеновзбивателях со скоростью вращения вала 240-250 об/мин. Вначале в течение 2-3 мин производится перемешивание смеси цемента, песка и воды, а затем в смесь вводится пена. Продолжительность перемешивания раствора с пеной 1,5-2 мин. Количество вводимой пены контролируется путем определения объемного веса.
Основными сырьевыми компонентами для приготовления неавтоклавного пенобетона служат [125] цемент марки не менее М 400, так как при этих условиях достигается необходимая устойчивость ячеистой массы, кварцевый песок и пенообразователь. В качестве заполнителя используют карбонатные пески, золошлаковые отходы. Легковесные и высокопрочные изделия из пенобетона (плотностью 120-400 кг/м3), называемые силопором могут заменить существующие ТИ и стеновые материалы. Элементы, изготавливаемые из пенобетона, по своим эксплуотационным показателям в значительной степени приближаются к показателям дерева, т. е. микроклимат в доме из ячеистого пенобетона становится весьма близким к микроклимату деревянного дома. Причем стоимость изделий из пенобетона в 1,5 – 2 раза ниже, чем из газобетона.
Для приготовления пенобетона применяют [125] установки с пеногенератором, служащим для приготовления пены и пенобетоносмесителем, предназначенным для перемешивания цементно-песчанного раствора с пеной. Также возможно приготовление пенобетонов в высокоскоростных смесителях принудительного действия турбулентного типа. Технологическая схема установки для производства изделий из пенобетона неавтоклавного твердения включает (рис. 20, а) линии подачи компонентов смеси и смесительное оборудование.
Технические характеристики установки при изготовлении стеновых мелких блоков из ячеистых бетонов по ГОСТ 21520-89: размеры блоков – 400х200х200 мм; марка бетона – В 7,5 Д 900; прочность на сжатие – 100 МПа; объемная плотность – 900 кг/м3; масса изделия – 14,4 кг; мощность установленного оборудования – 91 КВт (при часовой производительности 12 м3/ч). В процессе изготовления изделий из пенобетона песок со склада ленточным конвейером 1 (рис. 20) транспортируется на грохот 2, где происходит сортировка песка на фракции (не более 2,5 мм), и далее ленточным конвейером подается в промежуточный бункер песка 3, откуда через секторный затвор 4 песок загружается в ковш скипового подъемника 5. При помощи лебедки 6 ковш 5 поднимается по направляющим и автоматически разгружается в расходный бункер песка 7. При помощи ленточного питателя 8 песок загружается в весовой дозатор песка 12. Цемент из силосных банок при помощи пневмовинтового загружателя (насоса) 15 подается в цементовод 16, который подключен к сети сжатого воздуха 24. Цемент в потоке воздуха подается в циклон 17, где происходит закрутка, а загрязненный воздух очищается на фильтре 18. Из циклона цемент попадает в расходный бункер цемента 9; винтовым питателем 10 цемент подается в весовой дозатор цемента 11. Из емкости 19 насос-дозатором 20 концентрированные (30 %) добавки дозируются в расходной емкости 22 и туда же добавляется вода.
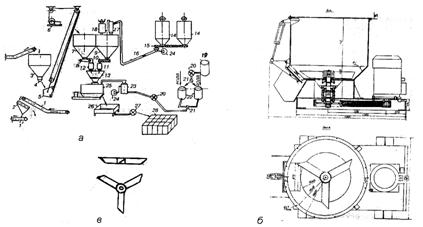
Рис. 20. Технологическая схема установки для производства изделий из пенобетона неавтоклавного твердения (а), конструкции пенобетоносмесителя (б) и его перемешивающего ротора (в)
Приготовленный раствор добавок насосом-дозатором прокачивается через пеногенератор 23, который подключен к сети сжатого воздуха. Во время прокачки раствора добавок через пеногенератор происходит образование устойчивой пены, которая под действием сжатого воздуха подается в смесиЗагрузка компонентов происходит в течение 60 с, затем включается двигатель и в течение 40 с происходит перемешивание компонентов. Готовая пенобетонная смесь в течение 20 с выгружается в емкость для пенобетона 26. Растворонасосом 27 пенобетонная смесь загружается в форму 28, которая после чистки и смазки на тележке подается на пост формирования. Заполненная пенобетонной смесью форма на тележке поступает на пост естественного твердения или в пропарочную камеру, где происходит тепловлажностная обработка. Затем тележка с формой подается на пост распалубки. Формы чистятся, смазываются и вновь отправляются на пост формирования. В технологической схеме используется пенобетоносмеситель (рис. 20, б), относящийся к смесителям циклического принудительного действия турбулентного типа и имеющий следующие технические характеристики: объем готового замеса – 400 л; объем пенобетоносмесителя по загрузке – 500 л; частота вращения лопастей ротора – 7 Гц; мощность электродвигателя – 30 кВт; частота вращения – 1470 об/мин; максимальная крупность заполнителя – 2,5 мм. Нижняя часть смесительной емкости выполнена в виде усеченного конуса с расположением боковых граней под углом 45° к горизонтали, что повышает интенсивность движения смеси снизу вверх во время перемешивания, а также исключает «глухие зоны», т. е места в смесительной емкости, где не происходит интенсивное перемешивание смеси. Передача вращения с вала двигателя на вал смесителя происходит шестью узкими клиновидными ремнями (сечение УА, длина 2500 мм) с регулированием натяжным винтом. Перемешивающий орган выполнен в виде ротора (рис. 20, в) с тремя рабочими лопастями, расположенными под углом 120° друг к другу. Каждая лопасть крепится под углом 45° к ротору. Максимальный радиус вращения лопастей 460 мм, что при частоте вращения 420 мин–1 позволяет создать в чаше интенсивное турбулентное движение смеси и увеличить интенсивность перемешивания, повысить однородность расположения пор и необходимой плотности пенобетона. По безавтоклавной технологии металлоемкость форм составляет 1,4 т на 1 м3 пенобетона.
Существует несколько технологических решений в производстве пенобетона: 1) традиционная технология, основанная на перемешивании исходного раствора с пеной заданной кратности (ВНИИ Стром, АО Содружество, Neopor); 2) баротехнология, предусматривающая приготовление пеномассы под давлением (Строминноцентр); 3) технология, предусматривающая воздухововлечение при турбулентно-кавитационном способе перемешивания компонентов ().
Технология МГСУ получения пенобетона основана на методе сухой минерализации пены предусматривающем следующие операции: приготовление раствора ПАВ, получение пены заданной кратности из готового раствора, минерализацию пены сухими компонентами (смесь вяжущего и заполнителя), транспортировку готовой пеномассы к месту заливки. Причем готовят низкократную пену и постепенно засыпают в нее сухой цемент и песок (золу).
Технология пенобетона сухой минерализации включает следующие операции:
- приготовление из высококонцентрированного пенообразователя водного раствора заданной концентрации;
- подача раствора пенообразователя в пеногенератор и непрерывное образование пены кратностью 4-6;
- непрерывное дозирование сухого цемента, заполнителя и пены в смеситель-минерализатор, из которого готовая пенобетонная смесь с заданными значениями плотности поступает для заливки форм или опалубки;
- заливка пенобетонной массы в накопители для последующего перекачивания в формы.
Продолжительность всего цикла приготовления и заливки пенобетонной массы – 5-15 мин. Твердение массы происходит при нормальной температуре (10-25 °С) или для ускорения твердения – при повышенной температуре (70-85 °С).
Традиционная технология производства пенобетонов базируется на раздельном приготовлении высокократной пены (коэффициент кратности 12-20) и высокоподвижных цементно-песчанных растворов (подвижность по Сутторду 22-24 см) и последующим их смешении в третьем смесителе до образования пенобетонной массы. Однако, в процессе смешивания значительный объем пены гасится, что затрудняет получение бетонов низкой плотности. Для компенсации объема гашения пены используют повышенные дозировки пенообразователей, что удорожает и замедляет сроки гидратации вяжущего и омоноличивания пенобетона. Снижает объем гашения пены также повышение подвижности цементного раствора за счет увеличения водоцементного отношения, но одновременно ухудшается прочность изделий.
Технология «сухой минерализации» предполагает [126] минерализацию вяжущим низкократной пены (кратность 3-6). Такие пены отличаются низкой концентрацией ПАВ и толстыми водными прослойками между воздушными пузырьками. При совмещении сухого порошка вяжущего с «чистой» пеной в процессе перемешивания заданной интенсивности первые порции твердой фазы уходят на бронирование пузырьков, что резко повышает их устойчивость и предотвращает коалесценцию. Такая схема формирования пенобетонной массы обеспечивает ей высокую устойчивость. Низкие концентрации пенообразователя и воды затворения способствуют быстрому структурообразованию и интенсивному росту прочности. Для производства такого пенобетона используют в качестве пенообразователя окись амина при расходе 0,3-0,45 л/м3. Технологическая схема включает: блок приготовления раствора пенообразователя заданной концентрации; насосы-дозаторы пенообразователя, пеногенераторы различных систем; дозаторы вяжущего и кремнеземистого компонента; смеситель-минерализатор для получения пенобетонной массы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 |
